 超全的鉭電容簡介和基本結構(上)
超全的鉭電容簡介和基本結構(上)
一、鉭電容簡介和基本結構
固體鉭電容是將鉭粉壓制成型,在高溫爐中燒結成陽極體,其電介質是將陽極體放入酸中賦能,形成多孔性非晶型Ta2O5介質膜,其工作電解質為硝酸錳溶液經高溫分解形成MnO2 ,通過石墨層作為引出連接用。
鉭電容性能優越,能夠實現較大容量的同時可以使體積相對較小,易于加工成小型和片狀元件,適宜目前電子器件裝配自動化,小型化發展,得到了廣泛的應用,鉭電容的主要特點有壽命長,耐高溫,準確度高,但耐電壓和電流能力相對較弱,一般應用于電路大容量濾波部分。
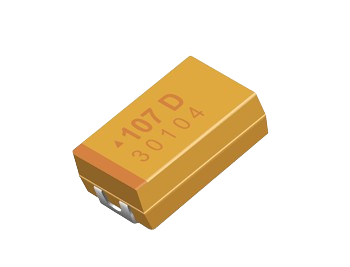
1.基本結構
下圖為MnO2為負極的鉭電容
下圖為聚合物(Polymer)為負極的鉭電容
二、生產工藝
按照電解液的形態,鉭電解電容有液體和固體鉭電解電容之分,液體鉭電解用量已經很少,本文僅介紹固體鉭電解的生產工藝。
固體鉭電解電容其介質材料是五氧化二鉭;陽極是燒結形成的金屬鉭塊,由鉭絲引出,傳統的負極是固態MnO2,目前最新的是采用聚合物作為負極材料,性能優于MnO2。
鉭電解電容有引線式和貼片兩種安裝方式,其制造工藝大致相同,現在以片鉭生產工藝為例介紹如下。
1、生產工藝流程圖
成型→燒結→試容檢驗→組架→賦能→涂四氟→被膜→石墨銀漿→上片點膠固化→點焊→模壓固化→切筋→噴砂→電鍍→打標志→切邊→漏電預測→老化→測試→檢驗→編帶→入庫
2、主要生產工序說明
2.1 成型工序:
該工序目的是將鉭粉與鉭絲模壓在一起并具有一定的形狀,在成型過程中要給鉭粉中加入一定比例的粘接劑。
a)什么要加粘接劑?
為了改善鉭粉的流動性和成型性,避免粉重誤差太大,另外避免鉭粉堵塞模腔。低比容粉流動性好可適當多加點粘接劑,高比容粉流動性差可適當少加點粘接劑。
b)加了太多或太少有什么影響?
如果太多:脫樟時,樟腦大量揮發,易導致鉭坯開裂、斷裂,瘦小的鉭坯易導致彎曲。如果太少:起不到改善鉭粉流動性的作用。拌好后的鉭粉如果使用時間較長,因為樟腦是易揮發物品,可適量再加入一點粘和劑。樟腦的加入會導致鉭粉中雜質含量增加,影響漏電。每天使用完畢,需將鉭粉裝入聚四氟乙烯瓶或真空袋內密封保存,以防樟腦揮發、鉭粉中混入雜質、鉭粉中吸附空氣中的氣體。
c)3、成型后不進行脫樟,可否直接放入燒結爐內進行燒結?
不行,因為樟腦是低溫揮發物,如果直接放入燒結爐內進行燒結,揮發物會冷凝在爐膛、機械泵、擴散泵等排出管道內。
d)絲埋入深度太淺會有什么影響?
鉭絲易拔出,或者鉭絲易松動,后道工序在鉭絲受到引力后,易導致鉭絲跟部漏電流大。所以強調鉭絲起碼要埋入三分之二的鉭坯高度以上,在成型時經常要檢查。
e)粉重誤差太大分有什么影響?
粉重誤碼差太大,導致容量嚴重分散,K(±10%)檔的命中率會很低。成型時經常要稱取粉重,誤差要合格范圍內(±3%)。如果有輕有重都是偏重或都是偏輕,可調整賦能電壓或燒結溫度。如果有輕有重,超過誤差范圍,要調整成型機,并將已壓鉭坯隔離,作好標識,單獨放一個坩堝燒結。
f)密要均勻
不能有上松下緊,或下緊上松的現象。否則會導致松的地方耐壓降低。鉭坯高度要在允許差范圍內,詳細見工藝文件。
g)成型注意事項:
(1)粉重
(2)壓密
(3)高度
(4)鉭絲埋入深度
(5)換粉時一定要將原來的粉徹底從機器內清理干凈。
(6)不能徒手接觸鉭粉、鉭坯,謹防鉭粉、鉭坯受到污染。杜絕在可能有鉭粉的部位加油。
(7)成型后的鉭坯要放在干燥器皿內密封保存,并要盡快燒結,一般不超過24小時。
(8)每個坩堝要有伴同小卡,寫明操作者、日期、規格、粉重等情況,此卡跟隨工單一起流轉,要在賦能后把數據記在工單上才能扔掉,以防在燒結、賦能、被膜出了質量問題可以倒追溯。
2.2燒結工序
a)燒結:在高溫高真空條件下將鉭坯燒成具有一定機械強度的高純鉭塊。
b)目的:一是提純,二是增加機械強度。
c)燒結溫度對鉭粉比容有什么影響?
隨著燒結溫度的提高,比容是越來越小,并不完全呈直線狀。
因為隨著溫度的提高,鉭粉顆粒之間收縮得越來越緊密,以至于有些孔徑被燒死、堵塞,鉭塊是由多孔狀的鉭粉顆粒組成的,隨著溫度的提高,顆粒的比表面積越來越小,這樣就導致鉭粉的比容縮小。
d)燒結溫度對鉭粉的擊穿電壓有什么影響?
燒結溫度越高,雜質去除得越干凈,所以擊穿電壓隨著燒結溫度的提高而提高,并不是完全呈直線狀。
e)燒結溫度太高太低,對電性能有什么影響?
燒結溫度太低一方面鉭塊的強度不夠,鉭絲與鉭塊結合不牢,鉭絲易拔出,或者在后道加工時,鉭絲跟部受到引力作用,導致跟部氧化膜受到損傷,出現漏電流大。燒結溫度太高,比容與設計的比容相差甚多,達不到預期的容量,溫度高對漏電流有好處,溫度太高會導致有效孔徑縮小,被膜硝酸錳滲透不到細微孔徑中,導致補膜不透,損耗增加。
f)如果燒結后,試容出來容量小了怎么辦?
(1) 算一下如果容量控制在-5%-----10%左右,計算出的賦能電壓能否達到最低賦能電壓。。
額定電壓 6.3、10、16、25、35、40、50,
最低賦能電壓18、30、50、80、110、140、170。
(2) 如不行,只能改規格,如16V10UF,可改16V6.8UF,只要提高賦能電壓,但是要看提高后的賦能電壓是否會達到它的閃火電壓,如果接近的話,那就會很危險。也可以改25V6.8UF,但是計算出的賦能電壓要達到所改規格的最低賦能電壓。
g)如果燒結后,試容出來容量大了怎么辦?
算一下如果容量控制在+5%-----+10%,計算出的賦能電壓是否接近閃火電壓?如果接近就不能流入后道;
如接近閃火電壓,可改規格,如16V10U,可改16V15U,10V15U,但是計算出的賦能電壓不能低于最低賦能電壓,不能往高電壓改規格。
實在不行只能返燒結,返燒結時要根據比容控制燒結溫度。
h)高溫時真空度不好,怎么處理?
高溫時真空度如果突然不好,說明爐膛已漏氣。應立即降溫。因為氧氣進入爐膛后,鉭塊、鉭絲、坩堝隔熱層、隔熱罩都是鉭制品,會跟氧發生氧化,出現發脆。
i)空燒
正常燒結一個月,需進行一次空燒,空燒溫度應高于正常燒結溫度100度以上;如果一直是燒的低溫,突然要燒高溫,應先進行空燒。
因為低溫雜質吸附在爐膛和坩堝上,如果不空燒,突然燒高溫,低溫雜質會揮發到鉭塊上去,造成鉭塊漏電流大(有一批35V106 335 225估計就是因為空燒,裝爐量太大,壓制密度偏小所致)。
2.3 組架
a) 尺寸
鉭塊上端面到鋼鋼條邊緣的距離5.0±0.2mm,如果偏差太大,會導致鉭塊上端面涂上硅膠或鉭絲。
b) 注意要垂直。
c) 注意直徑小于Φ2.0,放60條,大于Φ2.5,放行30條
d)在拌同小卡上作好記錄,每個架子都應該附有小卡,將成型、將成型、燒結的數據搬到小卡上,并在小卡上標注試容后的電壓。隨架子流傳。
e)燒結不同層次的,雖然電壓一樣,最好不要放在一個鋼架上,以防容量整條整條分散
f)鋼架鋼片一定要使用清洗后的,不要讓鋼架鋼片受到太大的力,以防變形彎曲。
編輯:jq
-
鉭電容
+關注
關注
7文章
215瀏覽量
36597
發布評論請先 登錄
相關推薦
貼片鉭電容的正負極如何判定?
鉭電容器的常見故障排除方法
鉭電容器在自動化設備中的應用
高溫鉭電容器的特性 鉭電容器的儲存注意事項
鉭電容器的工作原理 如何選擇鉭電容器

淺談鉭電容和陶瓷電容的區別
鉭電容替代電解電容的誤區在哪
鉭電容對音質的影響有哪些
鉭電容可以用普通電容代替嗎
鉭電容和電解電容可以互換嗎
AVX鉭電容識別
貼片鉭電容正負極怎么分 貼片鉭電容的核心參數有哪些






 工商網監
工商網監
評論