 電子束焊接工作原理_電子束焊接應用
電子束焊接工作原理_電子束焊接應用
電子束焊接工作原理
電子束是從電子槍中產生的。通常電子是以熱發射或場致發射的方式從發射體(陰極)逸出。在25-300kV加速電壓的作用下,電子被加速到0.3-0.7倍的光速,具有一定的動能,經電子槍中靜電透鏡和電磁透鏡的作用,電子會聚成功率密度很高的電子束。
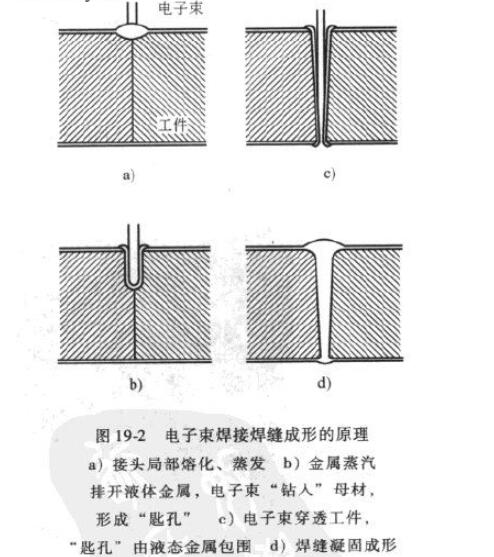
這種電子束撞擊到工件表面,電子的動能就轉變為熱能,使金屬迅速熔化和燕發。在高壓金屬蒸汽的作用下熔化的金屬被排開,電子束就能繼續撞擊深處的固態金屬,很快在被焊工件上“鉆’出一個鎖形小孔(圖19-2)。小孔的周圍被液態金屬包圍。防著電子束與工件的相對移動,液態全屬沿小孔周圈流向熔池后部,逐漸冷卻、凝團形成了焊縫。也就是說,電子束焊過程中的焊接熔他始終存在一個“匙孔”。“匙孔“的存在。從根本上改變了焊接熔池的傳質、傳熱規律,由一般熔焊方法的熱導娜轉變為穿孔焊,這是包括激光焊、等離子焊在內的高能束流焊接的共同特點。
電子束傳送到焊接接頭的熱量和其熔化金屬的效果與束流強度、加速電壓、焊接速度、電子束斑點質量以及被焊材料的性能等因素有密切的關系。
電子束焊接主要應用領域
電子束的功率密度高,焊接過程中工件的變形與收縮量小焊縫的熱影響區小焊接的精度高,焊縫的深寬比大,在真空電子束焊中,焊縫的化學成分純凈。 因此電子束焊接常用于以下領域:
1)適用于難熔金屬、活潑金屬和高純度金屬的焊接。2)適用于通常熔化焊無法焊接的異種金屬材料的焊接。
3)可焊接經淬火或加工硬化的金屬。
4)由于焊縫的熱影響區小,可焊接緊靠熱敏感材料的零件。
5)可對已經精加工到最后尺寸的零件進行焊接。
6)電子束可射出幾百毫米的距離,可對其他焊接方法無法接近的部位進行焊接。
7)非真空電子束焊不受工作室尺寸限制。不但可對大型零件進行全位置焊接,還可以進行高速焊接,可大大降低批量生產成本,提高工作效率。
責任編輯:YYX
-
焊接
+關注
關注
38文章
3114瀏覽量
59700 -
電子束
+關注
關注
2文章
89瀏覽量
13234
發布評論請先 登錄
相關推薦
聚焦離子束系統的結構、工作原理及聚焦離子束雙束系統

聚焦離子束一電子束(FIB-SEM)雙束系統原理

掃描電鏡工作原理
電子束光刻技術實現對納米結構特征的精細控制
東方晶源深耕電子束量測檢測核心技術 “三箭齊發”新一代EOS上“機”

模擬示波器包括電子槍嗎
三大產品線全力升級 東方晶源引領國內電子束量測檢測發展

ISO-5817:2003-鋼、鎳、鈦及其合金熔焊接頭(不包括電子束焊接)缺陷的 質量等級
新思科技x Multibeam推出業界首款可量產電子束光刻系統 無需掩膜
神秘的電子束

基于SEM的電子束光刻技術開發及研究






 工商網監
工商網監
評論