 基于可編程邏輯控制器和NI技術的輾環機控制方案
基于可編程邏輯控制器和NI技術的輾環機控制方案
作者: Nak Moon SUNG - Caltec Inc.
對于我們以前的軋制控制系統,我們無法通過可編程邏輯控制器(PLC)來控制氣壓缸的通信和反應速度,而必須使用一種昂貴的PLC傳感器通信模式與位置控制傳感器進行通信。因此,我們希望找到一種低成本的通信方式。
系統組成
計算機和CompactRIO 輾環機的基本通信架構如圖1所示。
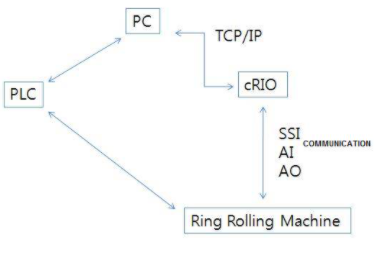
圖1.系統模塊架構
硬件組成
硬件系統基于CompactRIO硬件平臺,該系統由以下部件組成:
1. 用于TCP/IP通信協議和比例微積分(PID)控制的NI cRIO-9074實時控制器
2. 用于位置傳感和簡單傳感接口通信的NI 9411 和 NI 9401 C系列數字輸入模塊
3. 用于壓力傳感測量的NI 9219 C系列模擬輸入模塊
4. 用于比例閾控制的NI 9263 C系列模擬輸出模塊
圖2.CompactRIO系統
用戶界面
主機計算機有一個常見的、易于使用的操作系統,我們采用NI LabVIEW圖形開發平臺進行更快速的用戶界面開發。我們使用TCP/IP通信協議來完成CompactRIO 硬件系統和可編程邏輯控制器間的大量數據的采集和發送,幫助我們迅速確認輾環機的狀態和控制信息。
圖3.用戶界面
FPGA (SSI 通信)程序
為了控制輾環機的氣壓缸,我們使用NI 9401和NI 9411模塊進行簡單傳感器接口通信,NI 9219模塊用于模擬輸入傳感器負荷,NI 9263模塊用于模擬輸出,并執行相應的PID控制。
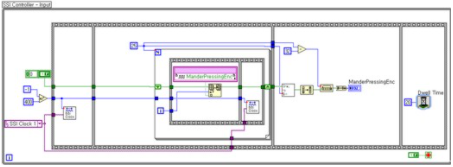
圖4.FPGA SSI 程序
輾環機
環形輾環機不同于常規級輾環機,其通過在兩個方向上同時軋制——徑向和軸向,循環操作成要求的圓環大小。環形旋轉使用直流或交流電機。整個輾環機的徑向/軸向軋制和移動系統都使用壓力系統。一般來說,壓力系統可以工作在高速模式下,傳輸人工模式下的設備,也可以工作在低速模式下,在低速模式下,精確地控制軋制時的每個部分。
輾環機采用六個氣壓缸——心軸,excel任務,excel平衡,左/右,居中,和excel滑動——用于位置控制。所有這些氣壓缸使用簡單接口通信方式定位傳感器和使用比例閾來執行控制。
我們使用FPGA將簡單傳感接口通信方式的位置傳感負荷轉換為模擬負荷。我們使用CompactRIO系統同時操作六個氣壓缸,以控制位置和自動化軋制過程。通過這種方式,計算機只顯示用戶需要的信息,FPGA和CompactRIO系統負責實際軋制控制。為了讓用戶通過計算機來監視軋制過程,CompactRIO系統必須發送軋制數據給計算機。如果軋制數據量太大的話,就需使用所用權變更,使得通信速度就會降低,這就需要通過使用TCP/IP通信協議來解決。
圖5.輾環機
圖6.軋制操作
圖7.控制箱
選擇NI 解決方案的理由
我們選擇使用NI產品的理由,可以列為如下:
* 通信速度快,可靠性高
* 可定制的高速線性化處理邏輯單元
* 實時操作系統
結論
對于常規輾環機,可編程邏輯控制器發送流信號給比例閾,但只執行流控制信號。在這種情況下,軋制速度的變化取決于其材料,質量和測量,即使可編程邏輯控制器發送相同的流信號,軋制速度也會變化。因此,要使軋制過程完全自動化是很困難的,特別是在居中軋制的情況下。在現存的計算機系統情況下,當完成流信號次序值之后,位置值與當前的位置傳感值作對比。然后,使用可編程邏輯控制器,將位置值發送給比例閾,這樣對于用戶控制位置就更為困難了。
使用 NI 公司的解決方案,位置次序值通過CompactRIO系統獲得,并與通過FPGA得到的當前位置傳感的值進行比較。使用PID來控制比例閾意味著與計算機間的通信是不必要的,使得高速率的和精確的控制成為可能。
將位置傳感的SSI通信值轉換為模擬值的成本很高,但是如果改為使用NI 公司的實時解決方案,通信速度和可控制性就會得到改善。此外,現在我們可以通過使用比例閾來控制氣壓缸的位置,并可以使軋制過程完全自動化。因為該解決方案不需要使用轉換器,價格變得可以接受。NI的解決方案既降低了成本的開銷,又使位置控制成為可能。
責任編輯:gt
-
控制器
+關注
關注
112文章
16332瀏覽量
177808 -
plc
+關注
關注
5010文章
13271瀏覽量
463057
發布評論請先 登錄
相關推薦
PLC可編程邏輯控制器的常見錯誤類型以及修復方法

PLC可編程邏輯控制器的設計原則

簡析可編程邏輯控制器PLC
可編程邏輯控制器是什么_可編程邏輯控制器原理
可編程邏輯控制繼電器
可編程控制器PLC概述






 工商網監
工商網監
評論