 車工大師留下的十個小妙招 趕緊點進來看看!
車工大師留下的十個小妙招 趕緊點進來看看!
1.巧獲微量吃深,妙用三角函數
在車削加工中,經常加工一些內、外圓在二級精度以上的工件。由于切削熱,工件和刀具之間的摩擦造成刀具磨損及四方刀架的重復定位精度等多種原因,質量難以保證。為解決精確的微量吃深,我們在車削加工中,根據需要利用三角形的對邊和斜邊的關系,將縱向小刀架搬一個角度,即可精確地達到微量移動車刀的橫向吃深值的目的,省工省時,確保了產品質量,提高了工效。
一般的C620車床小刀架刻度值每格是0.05mm,如果要想獲得橫向吃深值為0.005mm時通過查正弦三角函數表:
sinα=0.005/0.05=0.1 α=5o44′
因此只要把小刀架搬成5o44′時,每移動小刀架上縱向刻發盤一格時,即可達到車刀在橫向方向上吃深值為0.005mm的微量移動。
2.反向車削技術應用三例
長期的生產實踐證明在特定的車削加工中,采用反向切制技術能獲得良好的效果。現舉實例如下:
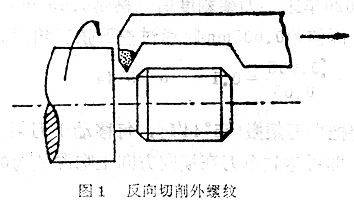
(1)反向切削螺紋材料為馬氏體不銹鋼件
在加工螺距為1.25及1.75mm的內、外螺紋工件時,因為車床絲桿螺距被工件螺距去除時,所得的數值是一個除不盡的值。如果采用抬起對合螺母手柄退刀的方法來加工螺紋時,往往產生亂扣,一般普通車床又無亂扣盤裝置,而自制一套亂扣盤又相當費時,因此在加工這類螺距的螺紋時,常。采用的方法是低速順車削法。
因為用高速挑扣來不及退刀,因而生產效率低,在車削中容易產生啃刀,表面粗糙度又差,尤其在加工1Crl3、2 Crl3等馬氏體不銹鋼材科低速切削時,啃刀現象更為突出。在加工實踐中創造出來的反向裝刀、反轉切削、走刀方向相反的“三反”切削方法能獲得良好的切削綜合效果,因為本方法可在高速下車削螺紋,刀具的運動方向是由左向右走刀退出工件,所以不存在高速切削螺紋時刀具退不出來的弊病,具體方法如下:
車外螺紋時,磨一把類似內螺紋車刀(圖1);
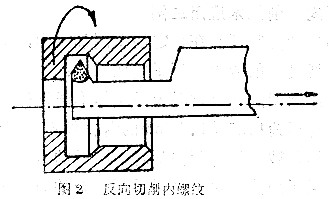
車內螺紋時,磨一把反向內螺紋車刀(圖2)。
加工前先把反轉摩擦片主軸稍加調緊一點,以確保反轉起動時的轉速。
對好螺紋刀,合上開合螺母,開動正轉低速走到空刀槽處,然后把螺紋車刀進到合適的切深處,即可打反轉,此時車刀在高速下由左向右走刀,照此方法切削數刀后,就可加工出表面粗糙度好精度高的螺紋來。
(2)反車滾花
傳統的正轉順車滾花過程中鐵屑及雜物極易進入工件和滾花刀之間,造成工件受力過大產生紋路亂捆,花紋壓壞或重影等。
如果采用車床主軸平轉反車滾花的新操作法,就可有效地防止順車操作中產生的弊病,得到良好的綜合效果。
(3)反向車削內、外錐管螺紋
在車削加工各種精度要求不太高,批量少的內、外錐管螺紋時,可以不用靠模裝置,直接用反向切削及反向裝刀的新操作方法,邊切削邊不停地用手橫向抨刀(車外錐管螺紋時是從左向右運動,橫向抨刀由大直徑至小直徑很易掌握抨刀深度)原因是抨刀時有預壓力之故。
在車削加工技術中這種新型的反向操作技術應用的范圍;越來越廣泛,可根據各種不同的特定情況靈活應用。
3.鉆小孔的新操作法及工具革新
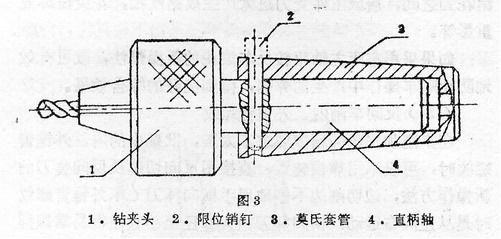
在車削加工中,鉆小于0.6mm的孔時,由于鉆頭直徑小,剛性差,切削速度又上不去,而工件材料是耐熱合金及不銹鋼,切削抗力大,因此在鉆孔時,如采用機械傳動進給的方式,鉆頭極易折斷,下面介紹一種簡易有效的工具和手控進給方法。
首先把原鉆夾頭改制成直柄浮動式,工作時只要把小鉆頭夾緊在浮動鉆夾頭上即可順利地進行鉆孔。因為鉆頭后部是直柄滑動配合,它可以在拔套中自由活動,鉆小孔時用手輕輕地握住鉆夾頭,即可實現手控微量進給,快速地把小孔鉆出來,保質保量并延長小鉆頭的使用壽命。改制后的多用鉆夾頭還可用于小直徑的內螺紋攻絲、鉸孔等(如果鉆大一點的孔,可在拔套與直柄之間插入一個限位銷釘即可)見圖3。
4.深孔加工的防震
在深孔加工中,由于孔徑小,鏜刀刀桿細長,在車削孔徑Φ30~50mm,深度在1000mm左右深孔件時難免產生震動,為防止刀桿震動,最簡易有效的方法是在刀桿體上附加兩塊支撐物(用夾布膠木等材料)其大小正好與孔徑大小一致。在切削過程中由于夾布膠木塊起到定位支撐的作用,刀桿就不易產生震動,可加工出質量好的深孔件。
5.小中心鉆的防斷
在車削加工中,鉆小于由Φ1.5mm的中心孔時,中心鉆極易折斷,簡易有效的防斷方法是在鉆中心孔時,不要鎖緊尾座,讓尾座的自重和機床床面之間產生的摩擦力來進行鉆中心孔,當切削阻力過大時,尾座會自行后退,因而保護了中心鉆。
6.車削薄壁工件的防震
在薄壁工件的車削過程中,由于工件的鋼性差,經常產生震動;尤其在車削不銹鋼及耐熱合金時,震動更為突出,工件表面粗糙度極差,刀具使用壽命縮短。下面介紹幾種生產中最為簡單的防震方法。
(1)在車削不銹鋼空心細長管工件的外圓時,孔內可灌滿木屑并塞緊,在工件兩頭再同時塞上夾布膠木堵頭,然后把跟刀架上的支撐爪換成夾布膠木材料的支撐瓜,修正好所需的圓弧即可進行不銹鋼空心細長桿的車削加工,這種簡易的方法可有效地防止空心細長桿在切削加工中的震動和變形。
(2)在車削耐熱(高鎳鉻)合金薄壁工件內孔時,由于工件剛性差,刀桿細長,在切削過程中產生嚴重的共振現象,極易損壞刀具,產生廢品。如果在工件的外圓上纏上橡膠條、海綿等減震材料,就可有效地達到防震的作用。
(3)在車削耐熱合金薄壁套類工件外圓時,由于耐熱合金切削抗力大等綜合因素,在切削時極易產生震動和變形,如果采用在工件孔內塞上橡膠、棉絲等雜物,然后用兩端面頂緊裝夾方法就可有效地防止切削加工中的震動和工件變形,可加工出優質的薄壁套類工件。
7.附加防震工具
由于細長軸類工件剛性差,在多槽切削過程中,易產生震動,造成工件表面粗糙度差,損壞刀具。自制一套附加防震工具,可有效地解決細長件在切槽加工中的震動問題(見圖10)。
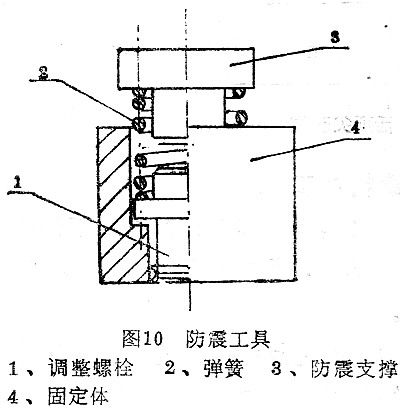
工作前把自制附加防震工具裝在四方刀架上的一個合適的位置上。然后在四方刀架上裝上所需槽形車刀、調整好距離和彈簧的壓縮量,即可進行操作,當車刀切入工件時,附加防震工具同時頂在工件表面上,起到良好的防震作用。
8.難加工材料應用珩磨精加工
我們在精車高溫合金、淬火鋼等難加工材料時,工件表面粗糙度要求在Ra0.20~0.05μm,尺寸精度也較高。最后精加工通常在磨床上進行。
自己動手制做一套簡易的珩磨工具和珩磨輪,在車床上以珩磨代替精磨工序收到較好的經濟效果。
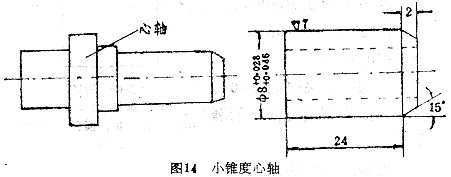
9.快速裝卸心軸
在車削加工中經常遇到各種類型的軸承套件精車外圓及倒導向錐角,由于批量大,在加工過程中裝上卸下,換刀輔助時間比切削的時間還要長,生產效率低。下面介紹的快速裝卸心軸和單刀多刃(硬質合金)車刀、在加工各種軸承套類零件中可節省輔助時間,確保產品質量,制作方法如下。
制作一個簡易小錐度心軸,其原理是利用心軸后部0.02mm微量的錐度,軸承套裝上后靠摩擦力把零件漲緊在心軸上,再用一把單刀多刃車刀,車好外圓后倒15°錐角后停車用搬手頂出零件又快又好,見圖14。
10.淬火鋼件的車削
(1)淬火鋼件車削的關鍵實例之一
①高速鋼W18Cr4V淬硬拉刀的改制再生(斷裂后的修復)
②自制非標準螺紋塞規(淬硬件)
③淬硬件及噴涂件的車削
④淬硬件光面塞規的車削
⑤用高速鋼刀具改制的螺紋壓光絲錐
對于以上生產中遇到的淬硬件及各種難加工材料零件,選用合適的刀具材料和切削用量及刀具幾何角度與操作方法可以收到良好的綜合經濟效果。如方口拉刀斷裂后的再生,如果重新投產制造一把方口拉刀,不但制造周期長,而且成本高,我們在原拉刀斷裂根部,選用硬質合金YM052等刀片刀頭刃磨成負前角r。=-6°~-8°,刃口用油石仔細研磨后即可進行車削,切削迅度V=10~15m/min,車外圓后切空刀槽,最后車螺紋(分粗、精車),粗車后刀具必須從新刃磨和研磨后再行精車外螺紋,然后再配制一段連接拉桿的內螺紋,連接后再修整一下。一把斷裂報廢的方口拉刀經車削修復后整舊如新。
(2)車削淬硬件所用刀具材料的選擇
①硬質合金YM052、YM053、YT05等新牌號刀片,一般的切削速度在18m/min以下,工件表面粗糙度可達Ra1.6~0.80μm。
②立方氮化硼刀具FD可加工各種淬火鋼及噴涂件,切削速度可達100m/min,表面粗糙度可達Ra0.80~0.20μm。國營首都機械廠和貴州第六砂輪廠生產的復合立方氮化硼刀具DCS—F,也具有這種使用性能。加工效果優于硬質合金(但強度不如硬質合金,吃深小,且價格比硬質合金貴,另外如果使用不當刀頭易損壞)。
⑨陶瓷刀具,切削速度為40~60m/min,強度差。
以上各種刀具在車削淬火件中各具特點,應依據車削不同材料,不同硬度等具體情況選用。
(3)不同材料淬火鋼件的種類與刀具性能的選擇
不同材料的淬火鋼件在相同硬度下,對刀具性能的要求完全不一樣,大至分如下三類;
①高合金鋼:指合金元素總合量超過10%的工具鋼和模具鋼(主要是各種高速鋼)。
②合金鋼:指合金元素含量為2~9%的工具鋼和模具鋼如9SiCr、CrWMn及高強度的合金結構鋼。
③碳鋼:包括各種碳素工具鋼和滲碳鋼如T8、T10、15號鋼或20號鋼的滲碳鋼等。
對于碳鋼來說,淬火后加工時的顯微組織是回火馬氏體和少量碳化物,硬發為HV800~1000,比硬質合金中的WC和TiC以及陶瓷刀具中的A12D3的硬度要低得多,另外它比不含合金元素的馬氏體的熱硬性低,一般都不超過200℃。
隨著鋼材中合金元素含量的提高,鋼材在淬火回火后的碳化物含量也隨著增多,并且碳化物的種類變得相當復雜。以高速鋼為例,在淬火回火后的顯微組織中碳化物的含量可達10~15%(體積比)并且包含有MC、M2C、M6和M3、2C等類型的碳化物,其中VC硬度高(HV2800),大大高于一般刀具材料中的硬質點相的硬度,另外由于大量合金元素的存在,使含有多種合金元素的馬氏體的熱硬性可提高到600℃左右,因此宏觀硬度相同的淬火鋼其可加工性并不相同,而且差別很大,在車削淬火鋼件前先分析其是屬于那一類的,掌握其特征,選用合適的刀具材料、切削用量以及刀具幾何角度就能順利地完成淬硬鋼件的車削加工。
編輯:jq
-
VC
+關注
關注
1文章
114瀏覽量
88960 -
車床
+關注
關注
1文章
114瀏覽量
21045 -
車削加工
+關注
關注
0文章
5瀏覽量
5800
原文標題:車工大師傅留下的十招,學會都是大神!
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
C++新手容易犯的十個編程錯誤
從新加坡到深圳:南洋理工大學(NTU)與VoiceAI的深度對話

INA132u的兩個輸入端都有個90K+10K的十倍衰減電阻,會不會對采集的信號有影響?
NAS免費用,Ai自己養,魯大師 AiNAS正式發布


TSMaster 2024.04 最新版已上線,來看看新增了哪些實用功能

大師系列熱像儀應用案例
活動成果 |GAF深圳新能源汽車工程技術大會圓滿收官

制造半導體芯片的十個關鍵步驟

中國工業軟件產業發展的十個誤區
調試MEMS加速度計,為什么Y軸和Z軸的MSB輸出數據是0xFF?

2023年度十大科技名詞





 工商網監
工商網監
評論