 關于基于計算機視覺檢測技術的數字圖像刀具測量系統研究
關于基于計算機視覺檢測技術的數字圖像刀具測量系統研究
摘要: 刀具的幾何參數是影響數控機床加工精度和生產效率的重要因素。研究了基于計算機視覺檢測技術的高精度刀具測量系統,分析了運行原理和功能模塊,對關鍵技術做了論述。系統實現了對刀具的刀尖切削特征點、圓弧半徑和切削角參數的自動精確測量,并將數值反饋到數控機床刀具數據庫,具有較高的效率、精度和自動化程度。實驗結果證明,系統測量重復性精度可達3 μm。
0 引言
數控機床的加工精度和生產效率與所用刀具有著直接影響。為了提高數控機床的加工效能,在使用前應該知道刀具的精確尺寸數據。目前,國內生產和使用的刀具測量系統多是光學投影式測量儀,它是將刀具輪廓放大成像在投影屏上,通過人眼瞄準測量刀具的幾何參數,容易帶來主觀誤差,測量精度低,不能適應現代化數控加工的要求。
本文研究了基于計算機視覺檢測技術的數字圖像刀具測量系統,采用CCD數碼相機攝取刀具圖像并轉換為數字信號進行傳輸,通過自主開發的圖像處理軟件對刀具圖像進行分析、測量和計算,實時顯示刀具參數值并存儲到刀具數據庫以便實時管理,具有較高的精度、效率和自動化水平,提高了數控機床的有效工作時間,保證了數控機床的加工效能。
1 系統測量原理
從宏觀上看,刀具與工件接觸的切削部分是一個尖銳的點,稱為切削點;從微觀上看,切削點是具有一定曲率的圓弧,在進行機械加工時,針對不同外形的切削工件,兩者的接觸點總是變化的。如圖1所示,端面加工時,接觸點是A;圓柱面加工時,接觸點是B;球面加工時,接觸點由A沿圓弧到B。因此必須對接觸點A、B的精確坐標和圓弧AB段的半徑值進行測量,以便實現刀具預調和實時補償[1]。
在刀具測量系統中,光源垂直向上照射刀具,然后在導軌水平面內移動CCD相機鏡頭進行對刀,通過調焦的方法確定刀具位置并拍攝刀具圖像,經圖像采集卡將圖像的數字信號傳輸到計算機中,利用圖像處理軟件測得刀具在圖像坐標系中的參數,再根據相機標的定參數進行計算,將圖像坐標系轉換到儀器坐標系中,從而得到刀具精確的實際尺寸,最后將刀具數據顯示到屏幕上或存儲到數控機床刀具數據庫中以便日后管理和隨時調用,這就是系統測量原理。
2 刀具測量系統的結構和功能模塊
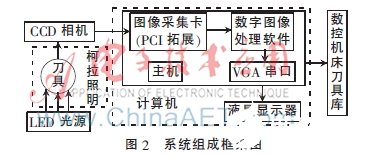
數字圖像刀具測量系統整體的結構設計如圖2所示。該系統由CCD數碼相機、圖像采集卡、計算機及其外設等硬件設備和數字圖像處理軟件共同組成[2]。
2.1 機械移動定位系統
刀具測量系統屬于精密測量儀器,因此,導軌要具有較高的導向精度、較好的運動平穩性、良好的耐磨性和對溫度波動的惰性等。此次結構設計采用滾動導軌,減小了滑塊與導軌間的摩擦系數,提高了瞄準精度。
為了確定視覺系統的具體位置,在X、Z兩個方向的導軌上分別附有光柵尺。移動視覺系統進行對刀時,光柵尺產生響應信號,該信號經過濾波,辨向與細分等處理后通過USB接口傳入計算機。
2.2 視覺系統
視覺系統主要由光源和成像系統組成。LED光源是一種冷光源,具有可見光強度高、無熱量、無陰影、可無極調節等優點,儀器和刀具不會產生熱變形而影響測量精度,且能耗低、體積小、壽命長,因此選取波長為0.68 μm的紅色LED作為照明光源[3]。
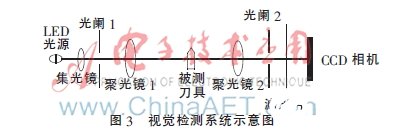
欲獲得較好的成像質量和較高的精度要求,成像系統中常采用柯拉照明方式。柯拉照明法采用多組透鏡,可以克服光源照明的不均勻性,獲得穩定、均勻的視場強度,提高測量精度。如圖3所示,光源經聚光鏡1成像于聚光鏡2的物方焦面,再成像于無限遠處,與成像物鏡的入瞳重合。
2.3 軟件系統
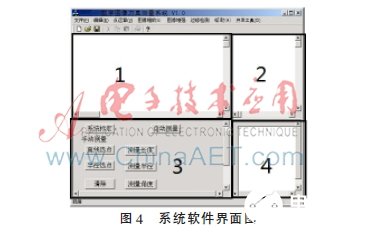
系統測量軟件是在Windows平臺下,利用Visual C++6.0語言編制,為操作人員提供實用的操作窗口。如圖4所示,系統軟件界面分為4部分:區域1顯示原圖像,區域2顯示處理后的標注圖,區域3顯示快捷命令按鈕,區域4顯示精確的幾何參數。
依據操作過程,軟件主要完成以下功能:
(1)系統標定功能:軟件啟動后自動進入缺省狀態,CCD相機標定參數。
(2)圖像顯示與采集功能:將CCD攝取的圖像傳輸到工控機中,并顯示到顯示器上,以便觀察刀具是否成像在CCD像面上。
(3)圖像預處理功能:對傳輸到工控機中的刀具圖像進行去噪、濾波、灰度化和分割。
(4)圖像邊緣檢測功能:運用亞像素算法對刀具圖像進行邊緣檢測并跟蹤。
(5)邊緣特征點識別:搜索刀具圖像的特殊點,識別圓弧段和直線段。
(6)刀具數據處理:將刀具數據實時顯示到顯示屏上,實時監控測量過程以便及時發現問題;或將數據存儲到數據庫中,以便能及時獲取相關參數調整加工軌跡;或通過使用前、后的數據計算刀具的磨損情況。
2.4 硬件接口電路
硬件接口電路主要包括MTC12C5A60S2單片機、硬件控制RS-232接口等。
MTC12C5A60S2單片機是高速、低功耗、超強抗干擾的新一代8051單片機,內部集成MAX810專用復位電路,2路PWM,8路高速10位A/D轉換(250 K/S)。該單片機單元模塊齊全,精度高,性價比高,適合用于高精度數據采集,能夠滿足系統要求[4]。
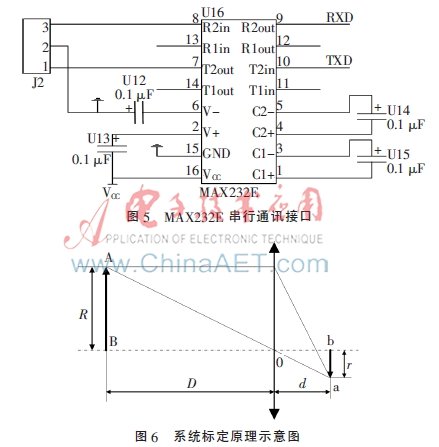
RS-232接口是一種串行總線接口,其串行通信接口如圖5所示。由MAX232E執行電平的轉換。MTC12C5A60S2單片機串行數據接收端RXD與MAX232E的輸出端R2out相連接,串行數據發送端TXD與輸入端T2in相連接。
3 系統關鍵技術研究
3.1 系統標定技術研究
系統標定選用的標準量塊AB長為R,已知:標準量塊在CCD上的成像為ab,長為r,可直接測量指導;標準量塊AB與透鏡的距離為D,已知;CCD與透鏡的距離為d,已知。系統標定原理圖如圖6所示[5]。
量塊的成像ab的長度以像素為單位,由幾何三角形相似定理可計算出標定參數C:
求出的系統標定參數C作為已知數值。當測量出被測刀具在圖像坐標系中的參數(設為e)后,可計算得到刀具的實際尺寸E:
E=C*e
3.2 系統調焦技術研究
圖像測量系統調焦一般采用調焦評價函數,給出圖像的調焦評價值,當其達到最值時調焦效果最好。較好的調教評價函數應具有以下特性:(1)無偏性;(2)單峰性;(3)較高的信噪比;(4)較小的計算量[6]。系統采用基于像素數評價函數。在圖像處理中,對整幅圖像的有效像素進行統計,可評價系統調焦性能。其表現形式為:
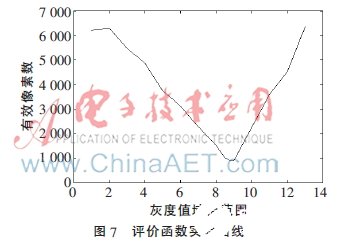
當像素灰度值在域值時,n(x,y)值取1,否則其值取0。圖7為實驗函數曲線,可以看出,該函數具有處理速度快、單調性好、峰值明顯的優點,適合本系統的應用。
3.3 亞像素邊緣檢測算法研究
Sobel算子既能確定邊緣點的位置和方向,還能根據像素點上下、左右鄰點的灰度加權差,對噪聲進行平滑,能提供較好的圖像邊緣信息,因此在邊緣主體區域粗定位時選用Sobel算子。過粗定位所得邊緣點,沿邊緣法線方向拓展像素,得到一系列過邊緣線的像素點,求得這些點的灰度值,然后根據這些點的灰度分布的數學特征,利用五次正交多項式最小二乘法擬合原理求得擬合函數,再根據擬合曲線確定圖像邊緣亞像素點的位置,從而實現邊緣的亞像素精確定位,這就是改進的亞像素邊緣檢測算法。
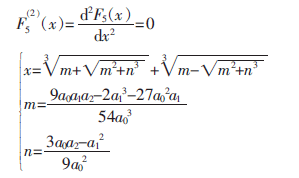
本課題選取5個像素點,橫坐標x代表像素值,其取值分別設為-2、-1、0、1、2,其縱坐標y代表各點對應的灰度值,依據施密特正交化法與正交多項式最小二乘法擬合原理求得擬合方程表達式F5(x):
依據最值極值求解條件,將函數F5(x)對x求二階微分并令其等于零,求得x的數值即是亞像素點的位置。
4 實驗數據及分析
刀具測量系統的精度主要取決于系統調焦精度與亞像素邊緣檢測算法的精度。
(1)調焦精度研究
在刀具測量系統中,對選取的同一刀具依據調焦、離焦、調焦的過程進行多次測量,提取刀具測量數據如表1所示。

根據誤差評定原則,系統調焦重復性精度約為

(2)亞像素邊緣檢測算法精度研究
保持被測刀具的位置不變,有系統對其進行多次測量,并提取邊緣點的亞像素坐標,如表2所示。
以單個像素點坐標理論值與檢測值的坐標差作為算法偏差,經計算得其標準偏差約為0.1 pixels。

5 結論
數字刀具測量系統以視覺檢測技術為基礎,以圖像處理為主要手段,測量精度達到3 μm,運行效率快,自動化程度高,操作簡便,提高了機床的效能,有效減少了操作人員的工作量。
參考文獻
[1] 韓永杰,佟永祥。多功能車刀幾何角度測量儀的研制[J]。中國現代教育裝備,2011(1):47-50.
[2] 呂黎黎。基于液晶顯示模塊與單片機的數字化角度測量裝置[J]。現代制造技術與與裝備,2010(6):15-17.
[3] 劉力雙。電子攝像式刀具預調測量儀的研究[D]。天津:天津大學,2006.
[4] 張學峰,陳瑾,翟從鴻,等。基于51單片機和PDIUSB12的USB接口設計[J]。微型機與應用,2015,34(6):16-18,22.
[5] 李金泉,吳林,陳善本。一種基于ZOM正交矩亞像素邊緣檢測算法及在機器人視覺標定中的應用[C].Proceedings of World Congress on, Intelligent Control and Automation(WCICA), V2, 2002(6):1210-1214.
[6] 肖義,魯五一,吳志虎。基于數字圖像處理的提升機鋼絲繩無損檢測[J]。微型機與應用,2015,34(9):43-45,50.
編輯:lyn
-
數控機床
+關注
關注
19文章
780瀏覽量
46404 -
計算機視覺
+關注
關注
8文章
1698瀏覽量
45993
發布評論請先 登錄
相關推薦
計算機視覺怎么給圖像分類
深度學習在計算機視覺領域的應用
計算機視覺的主要研究方向
計算機視覺的十大算法






 工商網監
工商網監
評論