 涂層厚度光學測量方式在醫療器械行業中的應用研究
涂層厚度光學測量方式在醫療器械行業中的應用研究
傳統的方法
有越來越多的醫療設備使用表面涂層。醫療設備通常具有很復雜的形狀,這對這類涂層的質量控制而言是一個挑戰。目前還沒有能被普遍接受的對形狀復雜的醫療設備的涂層進行準確、無損且適合在線生產測量的方法。
支架放大圖片:一個光束輪廓反射測量激光光點已經被對準,隨時可進行涂層厚度和折射率測量。
因為很多醫療設備的涂層都是透明的,光學測量方法在涂層測量中占主導地位。有兩個用于測量涂層厚度的光學測量方式被廣泛應用。
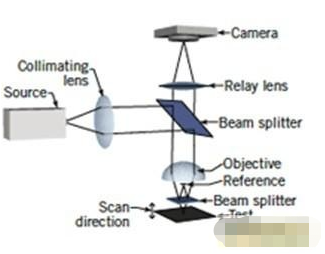
圖1:白色光干涉儀的原理圖。
第一種方式,白光干涉和共焦顯微這類技術可以獨立地對涂層的頂部表面和掩埋層界面成像,通過光從一個面到另一個面的Z軸轉換來推斷涂層厚度。圖1所示為一個典型的白光干涉儀:從涂層表面或者掩埋交界面反射回來的光束和來自相同入射光束的光產生干涉,后者反射來自一個半鍍銀分束器和一個放置在主物鏡下面的小鏡片。小鏡片下面的分束器形成一個參考面。若樣品表面和參考面之間的距離發生改變,由于干涉效應,返回到檢測器的光的光譜成分也會隨之發生變化。
圖2:共焦顯微鏡的原理圖。
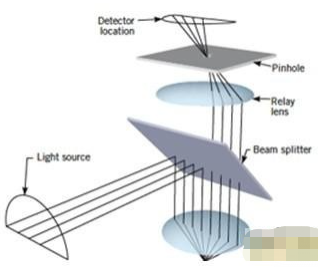
圖2所示為一個共焦顯微鏡的結構。其原理是,當照射到樣品表面或掩埋層界面的光線準確對焦,那么反射光也會在探測器下面針孔聚焦,進而能夠通過針孔并被探測器接收。若光線沒有在表面聚焦,那么反射光也不會在針孔處聚焦,因此不能通過針孔,探測器的接收信號會極大地減弱。通過表面的聚焦掃描并將其通過涂層對下面的掩埋層進行掃描,可以建立涂料表面和界面基板的三維圖。
技術局限
這些技術都是表面成像方法,而不是真正的涂層厚度測量技術。他們受到至少三個方面的嚴重的局限:
1。測量速度非常緩慢,因為一次測量涉及到很多次的樣品移動
2。他們只能用于厚度超過物鏡焦深的涂層,否則,涂層和基材的界面不能被分開
3。必須知道材料的折射率才能通過計算Z軸方向的光程差來得到涂層的實際厚度。
這些技術并不能提供任何有關折射率的信息,因此必須通過其它技術的測量值進行假定,通常采用體樣品的測量結果。

圖3:光入射到涂層表面的一般行為。
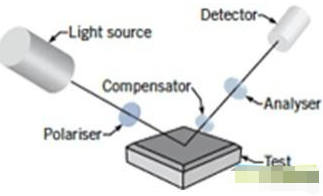
一個替代的方法是有意地將來自這兩個界面的反射光進行混合,并觀察反射光的干涉效應。如圖3所示,總的表面反射由入射光的波長、涂層厚度和光相對表面的入射角度決定。它同時也受涂層和基底材料的折射率以及光偏振的影響。對反射光進行分析時,通常是保持以上大多數因素不變,而以一定的方式控制一個或最多兩個因素進行改變。在分光光度法和橢圓偏光度法中,對表面用白光以一恒定角度入射,反射系數通過波長的函數進行測量。在前一種情況下(圖4),采用正常入射,分析反射光的強度。后一種情況(圖5),采用大角度入射的方式,對光強度和光相位進行分析。即便如此,對于醫療設備的涂層而言,這些技術面臨著兩個重大問題。第一個問題是:因為依賴恒定角度入射的假設,對于復雜表面形狀的樣品調整是非常困難的,因為復雜表面的表面方向是變化的,因此入射角也是變化的。這是誤差的主要來源。
圖4:正入射分光光度法測量反射系數,這里反射系數是波長的函數。

第二個問題是,雖然這些技術具有測量涂層折射率的能力,但受到光色散現象的限制,即折射率隨波長變化而變化的現象。因此,他們不能只測量一個值,而是要測量不同波長下的折射率。。這使得它不可能做出確定性的測量結果,因為需要的參數測量個數經常超過可以得到的獨立數據點的數量。
與后面這些技術相同,光束剖面反射儀(BPR)通過分析從涂層表面折射回來的光進行工作。然而,不同的是,它采用不同的方法,保持波長固定(使用激光),把反射系數作為角度的函數進行測量。
光束剖面反射儀
Therma-Wave Inc于1992年首次推出BPR技術用于測量硅芯片上的薄膜。在推出BPR之前,將反射系數作為角度的函數來測量,會要涉及復雜且昂貴的硬件組合,這樣每選定一個新的測量角度就需要移動光源和檢測器。
圖5:在入射角固定的情況下,使用光譜橢圓光度法將反射系數作為波長和偏振的函數來進行測量。
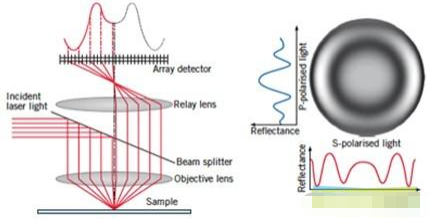
如圖6所示,BPR使用高倍率鏡頭形成一個銳聚焦來克服這一限制。在聚焦點,通常焦點的跨距小于1微米,射到樣品上的光在鏡頭的作用下,可以在全入射角度范圍內進行聚焦。在光受到反射后,鏡頭對反射光進行準直,準直光束所對應的反射光線的物理位置和表面反射光線的角度之間是一一對應的。因此,采用沒有移動部件的儀器,用較短的數據獲取時間,在一個很寬的角度范圍內(典型地對于100×的鏡頭,角度范圍為0到60度)可以將反射系數作為入射角度的函數進行測量。
在觀察經涂層表面反射后所形成的光束剖面時,我們會看到一個典形牛眼模圖,這是由光束的形狀和由于前面圖3所示的光束之間的干涉所形成的明暗條紋引起的。該條紋的幅度僅取決于在堆疊薄膜材料的折射率。條紋的周期由涂層厚度決定。因此,可以分離厚度和折射系數,從而分別地測量這兩種參數。
從圖6中還可以看出,光束剖面會根據水平方向或垂直方向看光束的橫截斷面而略有不同。這是由于樣品反射系數取決于入射光的偏振:S和P這兩類偏振的反射系數略有不同,其中‘入射面’分別垂直和平行于偏振。對于無張力的薄膜,S和P信號包含基本相同的數據;若是帶張力的薄膜(通常為聚合物或鉆石類碳薄膜),則S和P信號存在差別。這是因為張力誘導雙折射會導致P-偏振光的折射率和S-偏振光的折射率稍有所不同。因為BPR分別對S和P偏振分量進行測量,所以它可以量化這一折射率差,從而測量涂層中的張力以及其它參數。
圖6: 光束剖面反射儀系統原理示意圖
因為所有測量都是在單一波長下進行,而波長由所用激光源決定,因此沒有必要去考慮色散。這意味著,對于疊式薄膜中的每類材料,只能測得一個折射率(或最多兩個折射率,就雙折射薄膜來講),但在原始數據中有幾百個獨立的數據點。與光譜技術相比,這一數據的多少可實現對折射率直接的、確定的測量,而光譜技術必須依靠模型和假設以便考慮到色散效應。
在圖6所示的簡單案例中,樣本是平坦的并以合適的角度對準鏡頭軸線,形成圖6中所示的簡單且對稱的條紋圖形。然而,如果樣品相對鏡頭軸線非準直,那么條紋圖案會顯示出特性失真,使得偏移(misalignment)被識別和量化。可對這一失真條紋圖形建模,并充分考慮這一偏移,從而能測量出樣品的朝向角度以及涂層的屬性。
圖7:在英國國家物理實驗室對彎曲樣品進行評估所取得的結果
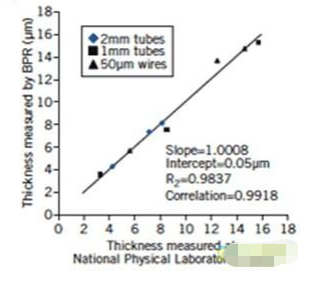
當表面不僅不為準直而且存在彎曲的情況下,還需要考慮其它效應,而BPR對此特別地敏感。更詳細的分析內容參見其它文章,但圖7給出了BPR的最終性能,通過展示對一系列具有不同渡層厚度和彎曲角度的樣品所測得的結果,最厚的是直徑為50微米的線,其薄膜沉積(涂層)為15微米。相比破壞性測量,由英國國家物理實驗室通過BPR獲得了非常高的相關性(大于99%)。
在醫療技術制造中的應用
若能在生產環境中測量實際設備的涂層厚度、折射率和應力,會帶來許多好處,特別是美國FDA的過程分析技術(PAT)計劃旨在推動在線和在設備的過程質量控制。對器件涂層的定性分析,到目前為止側重于量測其厚度,并且是基于對大量樣品的線下測量來假定涂層材料的折射率。然而,因為(涂層)沉積條件或涂層成份會有變化的原因,設備涂層的折射率可能存在很大差別。例如,金屬涂層的折射率主要取決于其密度;藥物洗脫聚合物涂層的折射率取決于嵌入式藥物的濃度。如果不能測量折射率,就不能發現這些工藝條件中發生的變化,或被誤斷為僅僅只是涂層的厚度發生了變化。BPR所具備的能測量厚度和折射率的能力,有助于確保能對多個不同類型的過程偏移做標記(當發生這種情況的時候),然后作出正確的診斷。
半導體產業已率先采用在線過程控制技術來最大限度地提高大批量生產時的產出和生產效率。而醫療器械行業則在這一領域有所滯后。若實行和半導體行業相同的做法以及采用BPR這類技術,應該能大大提高醫療設備的產出和工廠生產力。這反過來能增加醫療設備制造商的盈利能力。
責任編輯:gt
-
醫療
+關注
關注
8文章
1822瀏覽量
58739 -
測量
+關注
關注
10文章
4854瀏覽量
111248
發布評論請先 登錄
相關推薦
2017中國國際醫療器械博覽會暨北京秋季醫療器械展
醫療器械行業展會醫療耗材展會2018上海國際醫療器械展
2018深圳醫療器械展覽會
中國醫療器械較之國外的不足與優勢
2019深圳國際醫療器械設計制造展覽會
2019深圳國際醫療器械展覽會-國內大型醫療器械展會
2020上海醫療器械展覽會、2020年上海醫療器械展會
國際醫療器械展、2020上海國際醫療器械展覽會
2020年不能錯過的醫療行業盛會、上海國際醫療器械展覽會
2019年不能錯過的醫療行業盛會、深圳國際醫療器械展覽會
醫療器械超聲波電機的應用
近期醫療器械展會-2022深圳國際醫療器械展覽會
政策推動醫療器械行業蓬勃發展 高端醫療器械部分仍需進口






 工商網監
工商網監
評論