 SMD鋁電解電容220UF6.3V 6.3*4.5的優點介紹
SMD鋁電解電容220UF6.3V 6.3*4.5的優點介紹
貼片電解電容HS系列4.5mm超薄的優點
A、工作溫度范圍寬(-40℃~+85℃),85℃標準品
B、適用于高密度組裝
C、性能穩定、可靠性高
1電路設計
(1)首先,請確定電容器的使用和安裝條件必須符合樣本所供選擇的產品規格中所規定的條件;
(2)工作溫度和施加的紋波電流必須符合規范中的要求。①電容器使用時的環境溫度不能超過產品規格中的工作溫度,②施加的紋波電流不得超過允許值
(3)在設計電路時,必須選擇符合其使用壽命要求的合適的電容器
(4)鋁電解電容器是有極性的,因此要確保不對電容器施加反向電壓或交流電壓,在可能會出現反向電壓的場合,建議使用雙極性電容器。注意:即使是雙極性電容器,也不能應用在交流電壓的場合。
(5)對于需要反復充放電的電路而言,那就必須使用能承受這種工作環境的合適電容器。電焊機、閃光燈等設備就是如此。此外,在伺服電機等控制電路中,也會出現反復的快速充放電,電路中的電壓波動很大。如果需選擇具有快速充放電要求的電容器,請與我們聯系。
(6)確保電容器不能在過壓狀態下工作(即高于額定電壓)①請注意峰值電壓,即由直流電壓疊加紋波電流的電壓, 不能超過額定電壓;②在要串聯使用2個以上電容器的場合,施加在每一個電容器上的電壓要低于額定電壓,并用均衡電阻與每個電容器并聯,使電壓平均地施加到每個電容器上。
(7)電容器外面的套管不能保證做絕緣之用,所以在需要將其作為電絕緣的應用場合,這些電容器不能使用一般標準的套管。假如你的應用場合需要特殊絕緣的話,請與我們聯系了解詳細情況。
(8)在下列條件下使用的電容器很可能會導致失效
①環境條件,a.接觸水,高溫高濕度氣候,或易產生冷凝水的地方;b.接觸油,或充滿油氣的地方;c.接觸鹽水,或充滿鹽塵的地方;d.含有有毒氣體的場合(如鹽酸、硫酸、硝酸、氯、溴、甲基溴、氨等);e.直接暴露在有陽光、臭氧、紫外線或輻射的環境中;f.接觸酸堿溶液。
②在震動或機械沖擊超過指標規定范圍的那些惡劣環境下
(9)在設計印刷線路板時,請注意下列事項:
①電路板上的開孔間距必須與電容器引線的間距相匹配;②在電容器的防爆閥上方,不應有任何電路走線圖形或導線;③除非另有規定,否則防爆上方應留出下列間隙:
④如果防爆閥是朝著印刷線路板方向的(例如防爆閥在蓋板上電容器),則要在線路板上相應的開一個孔,可使閥打開后的氣體排出。這個孔必須對準電容器防爆的位置。
⑤安裝螺絲終端電容器時,必須將裝蓋板的面朝上。當水平方向安裝螺絲終端電容器時,必須將正極終端放在上面。
(10)電解液中使用的化學溶液和電容器中的電解紙都是易燃品,而且電解液是導電的,一旦它與電路板接觸,就有可能會造成電路板上的走線圖形腐蝕,或走線圖形之間的短路,終導致冒煙或起火。因此,不要在電容器密封位置下方布置任何線路圖案。
(11)在設計線路板時,不要將發熱元件布置在靠近電解電容器的地方,也不要在線路板反面電容器的位置安裝發熱元件;
(12)溫度和頻率變化時,電容器的電性能也會變化,所以在設計電路時請考慮這些變化因素;
(13)當在雙面線路板上安裝電容器時,不要安裝在電路圖案上,否則可能會造出線路板的短路;
(14)施加在終端螺絲或支架的力矩應符合規格書上規定的值;
(15)當你并聯安裝2個以上電容器時,要考慮流經電容器的電流的平衡,特別是當并聯固體聚合物鋁電解電容器和標準的鋁電解電容器時,要給予這方面特別的考慮;
2安裝
(1)一旦電容器裝上機器,并接通電源,即使電容器已放過電,但是在兩個終端之間仍存在一個電位差(再生電壓);
(2)正極和負極之間的電位差也可能是由返回的電動勢所造成的,所以一定要用一只1K電阻實施放電;
(3)在把電容器裝上電路板之前請首先確認一下其額定值;
(4)在把電容器裝上電路板前,請對極性進行確認;
(5)不要讓電容器掉落在地板上,也不能使用掉到地板上的電容器;
(6)安裝時千萬不能損壞電容器;
(7)安裝之前確認一下電容器引線間距是否與線路板的孔距相匹配;
(8)焊片是電容器要緊靠線路板安裝(電容器的底部和線路板之間不留間隙);
(9)當用自動插件機安裝和固定電容器時,請注意夾持力不能太大;
(10)請注意有自動插件機或產品檢查儀或中心定位機所產生的振動對電容器的影響;
(11)手工焊接
①焊接條件必須符合規范的要求;②如果由于引線間距和線路板上的孔距不匹配需要引線成型的話,則必須在焊接前彎好引線,而不能對電容施加太多的應力;③如需要拆下焊好的電容器,則要讓焊錫充分熔化,使引線不受任何應力;④請注意不能讓烙鐵接觸電容器本體;
(12)波峰焊
①電容器本體不能浸入錫缸,鋁電解電容器必須裝在線路板的上面,只允許線路板的反面與焊錫接觸;②焊接條件必須符合規格書規定的指標值:焊錫溫度小于260±5℃,引線浸沒時間小于10±1秒,線路板厚度不小于1.6mm③除了終端外,其他部分均不能沾上助焊劑④要防止電容器與其他元器件接觸
(13)回流焊
①焊接條件必須符合規格書規定的指標值:預熱:小于150℃,多90秒;回流焊過程中電容器頂部的高溫度為230℃,在電容器頂部超過200℃的時間多為20秒;從預熱溫度到回流焊峰值溫度的時間隨峰值溫度的改變而變化。
②表面貼裝用鋁電解電容器能承受的回流焊次數是一次,如果這種電容器一定要進行第二次回流焊的話,那么在次和第二次回流焊之間要有足夠的冷卻時間(至少30分鐘以上),不能連續進行回流。如有問題請以我們連續。
(14)焊錫、助焊劑,有些類型的無鹵焊劑,其中不含離子鹵化物,但存在非離子的鹵化物,這種非離子的鹵化物滲入電容器內部會發生與使用清洗劑一樣有害的化學反應。因此,請使用不含任何鹵化物的焊劑。
(15)電容器焊到線路板上之后,不要將電容器傾倒或扭曲。
(16)拿線路板時,不要抓住焊好電容器。
(17)不要讓焊好的電容器碰到其他任何東西。如果要將線路板堆放儲存的話,要確保線路板或其他元件不要碰到電容器。電容器不能受焊好的線路板或其他焊好的元器件的熱輻射影響。
3設備中
(1)不要用手直接接觸電容器的終端
(2)不要用導體在兩個終端之間進行短路,也不能把諸如酸堿溶液等導電液體潑近或潑到電容器上。
(3)要確保安裝設備的環境條件要遠離水、油、陽光的直接照射,紫外線、輻射、有毒氣體、振動或機械沖擊。
4保養檢查
請定期檢查安裝在工業設備中的鋁電解電容器必須檢查下列內容
①外觀:是否有明先異常,如防爆閥打開、漏液等
②電性能:容量,tgδ、漏電流和規范中規定的項目
5在緊急情況下
(1)如果你看到防爆閥打開后冒出的煙霧,請立即關掉電源,將插頭從插座上拔下。
(2)當防爆閥打開時,不要將了、臉湊近電容器,因為從里面散發出來的氣體溫度可達100℃以上,如果氣體沖進你眼睛的話,請立即用純水沖洗眼睛。
如果吸入這種氣體的話,請馬上用水清洗眼睛和喉嚨。請不要咽下電解液,如果皮膚接觸到了電解液,請用水和肥皂將它洗凈。
6儲存
(1)建議將電容器儲存在5℃~35℃和相對濕度小于75%的環境中。(2)長期儲存后電解電容器的漏電流會趨于上升,因此電容器儲存超過1年后使用時建議再次確認其漏電流。必要時可用1kΩ的電阻對其進行電壓處理來降低漏電流。(3)確認儲存環境中不會出現下列情況:
①電容器可能接觸到水、鹽或油污的環境;②氣中含有毒酸氣(如硫化氫、硫酸、亞硝酸、氯、溴、甲基溴等)③容器暴露于紫外線或放射性射線環境中。
fqj
-
SMD
+關注
關注
4文章
573瀏覽量
48528 -
鋁電解電容
+關注
關注
1文章
81瀏覽量
13417
發布評論請先 登錄
相關推薦
直插鋁電解電容與貼片電容的區別
立隆貼片電解電容220uF 25V
貼片鋁電解電容的封裝材質型號有哪些?
昂洋科技分享鋁電解電容的分類以及應用
詳解電解電容
電解電容和普通電容的區別是什么
貼片電解電容正負極判斷方法
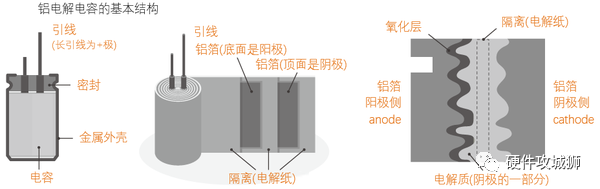
鋁電解電容器主要由些什么構成 鋁電解電容器的生產工序
怎樣選擇合適的貼片電解電容?
什么是固態電容 固態電容的作用以及優點 固態電容與電解電容的區別
車規鋁電解電容器的選型技巧

電解電容的工藝步驟有哪些





 工商網監
工商網監
評論