

鋰離子電池極片剝離強度是指極片活性物質與集流體粘附在一起的牢固程度,是涂層機械性能的重要指標之一。對負極極片剝離強度的測試,可評估黏結劑丁苯橡膠 (SBR)的使用是否合理,以及涂布工序的質量。此外,負極片涂層與集流體之間的剝離強度,會影響以石墨體系為負極的鋰離子電池的循環性能和內阻。
目前,極片涂層剝離強度主要采用劃格法和鋼針法等進行定性檢測,無法定量衡量。即使采用拉開法定量測試,也缺乏測試參數對結果影響的研究,因此,研究相關測試參數對鋰離子動力電池負極極片剝離強度的影響,尤為重要。
本文作者利用強力雙面膠帶180°剝離法,對鋰離子動力電池負極片涂層與集流體之間的剝離強度進行定量測試,通過研究極片寬度、數據處理范圍、極片拉伸速度和輥壓次數對極片剝離強度測試結果的影響,確定最優測試參數。
1 實驗
1.1 實驗樣品的制備先用平板切紙刀將石墨負極片裁剪成長度為170mm,寬度分別為20mm、25mm、30mm和 35mm的長條狀;再用脫脂紗布將無刻度鋼板尺擦拭干凈,不留污漬和灰塵;然后將寬60mm的透明膠帶橫貼在晾干后的無刻度鋼板尺底部,端面平齊;接著,將寬25mm的雙面膠貼在透明膠帶上,長度與透明膠帶的寬度相同,位置居中;最后,將測試樣粘貼在雙面膠上,端面平齊,用直徑84mm、高45mm的壓輪(2kg)在極片表面來回輥壓。
1.2 實驗方法將實驗樣品中負極片自由端翻折180°后,夾在AG—X plus電子萬能材料實驗機的上夾持器上,無刻度鋼板尺央在下夾持器上,在22~28℃、濕度小于25%的條件下, 制取若干30mm寬的負極片,極片拉伸速度為50mm/min、100mm/min和200mm/min,測試取拉伸25~80mm的平均值,對負極極片進行剝離,待極片集流體和涂層完全分離時,讀取極片涂層剝離強度的測試結果。
采用單一變量法,分別研究極片寬度、拉伸距離數據范圍、極片拉伸速度及壓輪輥壓次數對測試結果的影 響。
2 結果與討論
2.1 極片寬度對剝離強度的影響分別制取若干寬度為20mm、25mm、30mm和35mm的負極極片,其他測試參數不變,研究負極極片寬度對剝離強度的影響,結果見圖1。
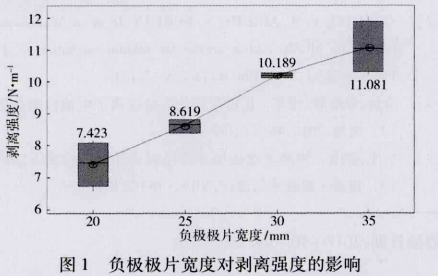
從圖1可知,當極片寬度為20-35mm時 ,隨著負極極片寬度的增加,剝離強度逐漸上升,主要原因是所用的雙面膠為25mm寬,當極片寬度為20mm、25mm時,剝離過程會導致極片邊緣與雙面膠接觸,極片雙面膠與負極涂覆區接觸的面積變小,黏結強度隨膠粘劑與被粘表面接觸面積的增大而增加;
當極片寬度大于25mm時,不同寬度極片在剝離過程的重心不同,當極片寬度為35mm時,極片重心達到最佳位置,測試值趨于穩定。夾持極片的十字頭端面寬度為35mm,且極片寬度為30mm時,測試結果的相對標準偏差最小,僅為0.96%。綜上所述,確定制取的極片寬度選取30mm。
2.2 拉伸距離數據范圍對剝離強度的影響分析剝離強度測試曲線,研究拉伸距離數據范圍對剝離強度的影響,結果見圖2。
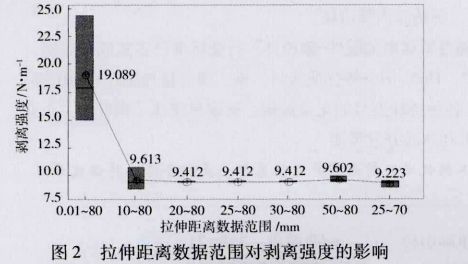
從圖2可知,拉伸距離數據范圍很重要,且對剝離強度的影響相當大。因為測試剝離強度時,測試曲線開始段有波峰,末尾段有波谷,所以應該取曲線平穩的一段數據的平均值作為極片剝離強度。為防止剝離過程出現異常,可在剝離前將極片與雙面膠輕輕剝開1mm,再進行測試,拉伸距離數據范圍仍選取25~80mm,并保證這段范圍內極片測試曲線平穩。若測試曲線仍不穩定,則需重新取樣測試。
2.3 極片拉伸速度對剝離強度的影響極片拉伸速度分別設置為50mm/min、100mm/min和200mm/min,其他測試參數不變,研究不同極片拉伸速度對剝離強度的影響,結果見圖3。
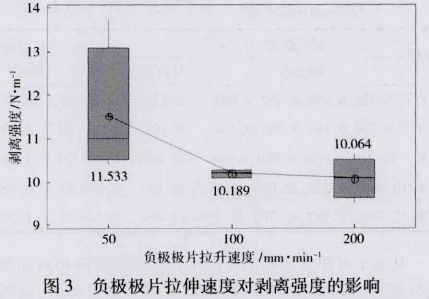
從圖3可知,極片拉伸速度為50~200mm/min時,隨著拉伸速度的增大,剝離強度先下降、再趨于平穩,但從測試的數據穩定性來看,拉伸速度為100mm/min時,測試結果的標準偏差最小,而50mm/min時,測試的結果穩定性最差。這主要是因為當拉伸速度太慢時,雙面膠和極片接觸的時間長,所需的剝離強度大,且測試的曲線穩定性差。綜上所述, 從數據準確性、時間成本和測試穩定性等方面考慮,選擇極片拉伸速度為100mm/min。
2.4 輥壓次數對剝離強度的影響改變壓輪在極片表面自由來回輥壓的次數,其他測試參數不變,研究輥壓次數對剝離強度的影響,結果見圖 4。
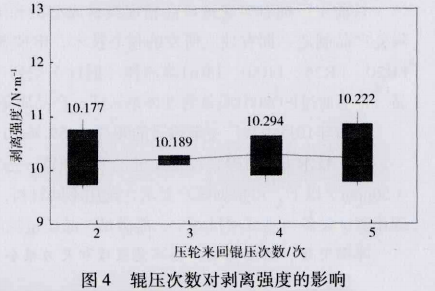
在輥壓機上承受的大壓力,已使活性物質和集流體緊密結合,測試所用的壓輪壓力很小,只起到將極片粘結在雙面膠上的作用,并不會改變涂層的剝離強度。從測試的數據穩定性來看,當輥壓次數為3次時,相對標準偏差最小,僅為0.96%,因此選擇壓輪在極片表面輥壓的次數為3次。
2.5 重復性研究研究不同極卷的極片在該測試條件下的重復性,測試結果如表1所示。
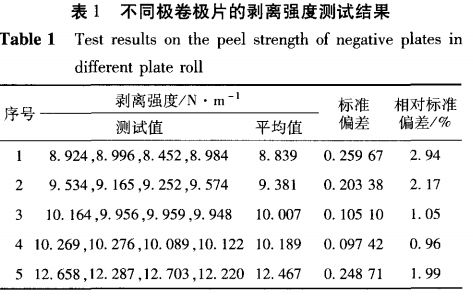
從表1可知,5組樣品4次平行測試所得的相對標準偏差分別為2.94%、2.17%、1.05%、0.96%和1.99%,說明在該測試條件下,測試的精確度比較高,重復性比較好。
3 結論在實驗機上測試鋰離子電池負極片的剝離強度,極片寬度取30mm,極片拉伸速度設置為100mm/min,有效拉伸距離為100mm,極片粘結在雙面膠上后,用壓輪在極片表面自由來回輥壓3次,測試數據處理范圍取25—80mm的平均值時,實驗數據的精確度高且測試的穩定性好。重復性測試結果表明:利用上述條件可定量測試負極極片的剝離強度,測試方法簡單,測試結果重復性較好,準確程度較高,相對偏差小于3%。
作者:霍首星;王偉;白玲玲;葉志國
編輯:jq
-
鋰離子電池
+關注
關注
85文章
3313瀏覽量
78683 -
負極
+關注
關注
0文章
68瀏覽量
9645 -
夾持器
+關注
關注
0文章
23瀏覽量
4804
原文標題:負極片剝離強度測試影響因素
文章出處:【微信號:Recycle-Li-Battery,微信公眾號:鋰電聯盟會長】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄












太陽能電池 | 三點與四點彎曲試驗對比分析






 工商網監
工商網監

評論