


隨著近年來對石油需求量的不斷增大,水平井技術(shù)和側(cè)轉(zhuǎn)井技術(shù)不斷發(fā)展,割縫篩管作為油井機(jī)械防砂完井最重要的工具之一,其加工方式和制造方法也多種多樣[1]。防砂是出砂油氣藏開采中不可缺少的環(huán)節(jié)。機(jī)械防砂是當(dāng)今油田最常用的一種油井防砂方法,目前全世界約有80%的出砂油氣井采用這種防砂方法。
而防砂篩管是機(jī)械防砂技術(shù)的核心部件之一,對防砂的效果、成本和油井的產(chǎn)量等都有很大的影響。目前在勝利油田機(jī)械防砂工藝中篩管防砂規(guī)模占93.4%,其中燒絲與割縫篩管防砂工作量占88.9%。篩管縫寬度對石油的提取量影響很大,傳統(tǒng)的縫隙檢測方法[2-3],一般是由檢驗人員憑經(jīng)驗?zāi)繙y以后用塞尺抽檢篩管縫隙寬度,但這種方式在實(shí)際應(yīng)用中存在許多問題,無法保證精度。因此,本文基于這些問題,與天津帥超激光工程技術(shù)有限公司合作,研發(fā)出一套切縫自動檢測系統(tǒng),極大地提高了篩管的生產(chǎn)和檢測水平。
1 系統(tǒng)簡介
激光切縫機(jī)床的在線檢測示意圖如圖1所示。

割縫通過相機(jī)鏡頭成像到CCD上,其實(shí)際寬度W和L分別對應(yīng)圖像中的像素寬度為h和d,對相機(jī)進(jìn)行標(biāo)定(像素尺寸的標(biāo)定)之后,對應(yīng)關(guān)系為:W/h=L/d=N,其中N為像素的標(biāo)定值,即每個像素對應(yīng)的實(shí)際尺寸。根據(jù)如上關(guān)系式,可以通過視覺圖像處理得到割縫的實(shí)際寬度值。測量原理如圖2所示。
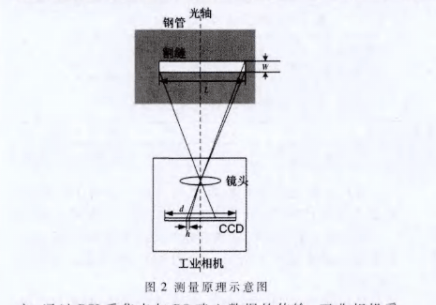
硬件系統(tǒng)包括1臺工業(yè)相機(jī)MTV-1881CB、1個PCI采集卡MV-600、相機(jī)固定機(jī)械裝置、PC和其他輔助設(shè)備。將相機(jī)通過一個機(jī)械固定結(jié)構(gòu)安裝在切頭主軸上方,通過PCI采集卡與PC建立數(shù)據(jù)的傳輸。工業(yè)相機(jī)采集圖像數(shù)據(jù),經(jīng)過采集卡傳輸?shù)絇C進(jìn)行圖像處理,提取切縫的寬度特征,主要步驟為:圖像預(yù)處理,即圖像濾波除噪聲;特征提取算法,包括割縫的邊緣檢測和圖像像素尺寸的亞像素級標(biāo)定;上位機(jī)軟件設(shè)計,包括圖像的顯示、存儲和相關(guān)計算等。
2 割縫篩管的指標(biāo)
目前篩管的割縫布置形式有:平行縫、插花縫和螺旋縫,工業(yè)上采用最多的是平行縫。割縫篩管篩縫寬度選擇的原則是縫隙必須擋住充填的所有砂礫,而且縫型斷面多為矩形或者梯形。外窄內(nèi)寬的梯形縫具有更強(qiáng)的自潔作用,沙礫進(jìn)入縫腔之后很容易被油沖走,不易形成砂堵,具有更好的防砂效果[4]。本文中檢測的篩管縫寬為0.45 mm,機(jī)床切割誤差為50 μm。
3 圖像處理算法
3.1圖像的預(yù)處理以及邊緣檢測
由于相機(jī)拍攝或者數(shù)據(jù)傳輸?shù)仍颍罱K獲取的圖像會包含各種各樣的噪聲及干擾,圖像濾波的本質(zhì)就是在保證圖像目標(biāo)特征區(qū)域完整保留的情況下,對其他噪聲和污染進(jìn)行抑制,其處理結(jié)果會直接影響后續(xù)特征提取過程的準(zhǔn)確性和可靠性[5-6]。常用的有平滑濾波、高斯濾波及中值濾波等。
由于割縫邊緣特征具有一定寬度的灰度漸變區(qū)域,因此直接對割縫采集圖像進(jìn)行二值化會對邊緣提取的精度帶來很大誤差。本文采用高斯濾波,形態(tài)學(xué)腐蝕結(jié)合Sobel邊緣檢測以及Canny邊緣提取算法來提取割縫的寬度特征。圖3所示為采集到的篩管割縫的原始圖。
由于相機(jī)的拍攝角度以及光照的反射問題[7],可以看出割縫的周圍有很多噪聲干擾。因此圖像處理算法實(shí)現(xiàn)步驟為:
(1) 為了凸顯出割縫寬度特征,通過Sobel邊緣檢測對圖像進(jìn)行二值化處理,得到比較清晰的割縫特征圖像,如圖4所示。
(2)從圖4中可以看出割縫的邊緣有一定的灰度相似范圍,若直接對圖像作二值化會對邊緣精確提取帶來很大誤差[8],所以針對Sobel處理后圖像進(jìn)行濾波腐蝕處理,提取出割縫邊緣的兩條精確位置,如圖5所示。
(3)通過高斯濾波以及腐蝕算法對特征圖像中的噪聲進(jìn)行去噪處理。可以看出割縫的整體邊界輪廓比較明顯,但是目標(biāo)特征周圍有很多干擾噪聲,經(jīng)過濾波腐蝕處理之后效果如圖6所示。可以看出割縫的邊緣特征被精確地提取,圖中兩條直線就是割縫的兩個邊界的位置。

(4) 從上一步處理的圖像可以看出邊緣雖然提取出來但是其特征不明顯,因此需再對其進(jìn)行Canny邊緣提取算法來獲得邊緣信息,如圖7所示。采用Canny邊緣算法能有效地抑制噪聲,并精確確定邊緣的位置,再對信噪比與定位乘積進(jìn)行測度,得到最優(yōu)化逼近算子。
實(shí)現(xiàn)步驟為:①用高斯濾波器平滑圖象;②用一階偏導(dǎo)的有限差分來計算梯度的幅值和方向;③對梯度幅值進(jìn)行非極大值抑制;④用雙閾值算法檢測和連接邊緣。
(5) 對Canny提取的邊緣圖像進(jìn)行直線擬合,可以看出,雖然邊緣特征被精確提取,但是特征不連續(xù)。由此采用動態(tài)閾值法來分別獲取兩條邊緣上的點(diǎn)集,進(jìn)而擬合出兩條邊緣的所在直線,如圖8所示。通過計算兩條直線之間的距離得到割縫的像素寬度值。

3.2 圖像像素尺寸的亞像素級標(biāo)定
本文分別計算出割縫寬度的像素寬度和圖像像素尺寸,然后相乘得到割縫寬度。由于在邊緣檢測提取出的割縫像素寬度較為確定,因此要想提高檢測的精確度,需提高圖像像素尺寸的標(biāo)定精度。采取亞像素級的像素標(biāo)定方法,該方法使用標(biāo)志圓來實(shí)現(xiàn)。
首先用灰度重心法初步確定標(biāo)定圓的圓心和半徑;其次基于初步確定的圓心和半徑,用圓邊緣檢測法在提取的待測圓邊緣上以60°角間隔,以確定6組待測圓邊緣點(diǎn)坐標(biāo);最后基于待測圓的邊緣點(diǎn),利用最小二乘法擬合圓邊緣,求圓心的位置和半徑,算法的理論精度可達(dá)0.01像素。通過這種亞像素級尺寸標(biāo)定得到圓半徑像素個數(shù),結(jié)合標(biāo)定圓的實(shí)際尺寸,計算出圖像中每個像素的實(shí)際尺寸。
4 實(shí)驗數(shù)據(jù)以及分析
提取出的割縫像素寬度數(shù)據(jù)如表1所示。可以看出針對圖像邊緣檢測的像素寬度提取較為精確,每次測量的個數(shù)誤差不超過一個像素大小,平均割縫寬度為12.75像素。亞像素級像素尺寸的標(biāo)定數(shù)據(jù)如表2所示。 由6個標(biāo)定點(diǎn)坐標(biāo)擬合得到圓的半徑為132.62像素,由此可以計算出每個像素對應(yīng)的實(shí)際尺寸為37.7 μm。
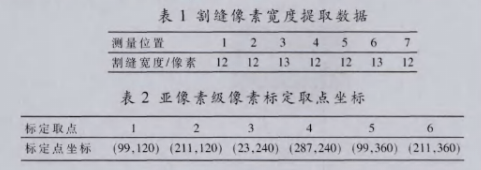
結(jié)合以上數(shù)據(jù)可以得到割縫的測量寬度為0.467 mm,參考理論割縫寬度0.45 mm,絕對誤差為17μm,具有較高的精度。
石油篩管的割縫寬度在線自動檢測系統(tǒng)具有廣闊的應(yīng)用前景,可以有效地減少生產(chǎn)工人的工作量,提高產(chǎn)品判定的精確度,極大地優(yōu)化生產(chǎn)效率。
系統(tǒng)具有安裝方便、穩(wěn)定性好以及數(shù)據(jù)可靠的優(yōu)點(diǎn)。應(yīng)用本系統(tǒng)實(shí)現(xiàn)針對篩管割縫的在線自動檢測,提高了工業(yè)中的加工效率和加工精度。
采用邊緣檢測結(jié)合圖像亞像素級像素尺寸標(biāo)定的方法進(jìn)行檢測,能夠?qū)崿F(xiàn)較高的精度,適用于工業(yè)及其他在線尺寸檢測的領(lǐng)域。
編輯:jq
-
CCD
+關(guān)注
關(guān)注
32文章
892瀏覽量
144692 -
圖像采集
+關(guān)注
關(guān)注
2文章
307瀏覽量
41659 -
噪聲
+關(guān)注
關(guān)注
13文章
1140瀏覽量
48186 -
邊緣檢測
+關(guān)注
關(guān)注
0文章
94瀏覽量
18432
發(fā)布評論請先 登錄



KMPHM在線監(jiān)測系統(tǒng) 讓設(shè)備故障無處遁形#在線監(jiān)測#振動在線監(jiān)測


KMPHM在線監(jiān)測平臺賦能設(shè)備管理升級#在線監(jiān)測#振動監(jiān)測

實(shí)現(xiàn)工廠效益最大化 KMPHM在線監(jiān)測高效代替人工巡檢#在線監(jiān)測 #振動監(jiān)測
智能測徑儀可以測量的石油套管種類
焊點(diǎn)質(zhì)量在線監(jiān)測技術(shù)進(jìn)展與應(yīng)用

微氣象在線監(jiān)測裝置氣象環(huán)境實(shí)時在線監(jiān)測數(shù)據(jù)穩(wěn)定可靠

KMPHM在線監(jiān)測平臺實(shí)現(xiàn)設(shè)備高效管理#在線監(jiān)測#振動監(jiān)測#振動在線監(jiān)測

快來KM振動在線監(jiān)測系統(tǒng)參與石化設(shè)備運(yùn)維大會的風(fēng)采吧!#振動在線監(jiān)測#振動監(jiān)測

KM振動在線監(jiān)測系統(tǒng)助力設(shè)備煥新升級#振動在線監(jiān)測#振動監(jiān)測#在線監(jiān)測






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論