 一種聲表面波濾波器晶圓級封裝的新技術
一種聲表面波濾波器晶圓級封裝的新技術
摘要:通過對聲表面波濾波器晶圓級封裝結構的探討,針對在模組封裝時器件塌陷成因進行了有限元仿真模型研究,模擬了不同模壓量對器件中腔體最大的塌陷量位置。經過實驗驗證,提出了一種新的金屬加強結構,在3Mpa較高模壓量時塌陷量幾乎為0,解決了聲表面波濾波器晶圓級封裝芯片灌封壓力導致的塌陷問題,降低了器件及模組失效風險,是一種聲表面波濾波器晶圓級封裝的新技術。
0引言
聲表面波(SAW)濾波器作為一種無源的濾波器,廣泛用于無線通訊領域,隨著5G時代的到來,因通訊頻段的增加,故需在一個手機內放入大量的濾波器,芯片及封裝向著更小、更薄的方向發展。從傳統的打線表面貼裝(SMD)發展到金球倒裝焊接的芯片尺寸封裝(CSP),封裝面積比例從SMD(3mm × 3mm)的27%增加到CSP(1.1mm × 0.9mm)的48%。最新的晶圓級封裝(WLP)利用一種貼膜設備可以在晶圓表面貼上兩層A公司生產的聚酰亞胺膜,形成一個空腔,將工作區域保護起來,同時使用電鍍等工藝將芯片外圍的焊盤引出至器件的表面,從而完成器件的封裝。按此方式制作的SAW濾波器體積小,尺寸與芯片尺寸一致,封裝面積比在90%以上,適合模組的集成操作,且滿足移動終端對尺寸的要求。
WLP封裝工藝的成功應用,使SAW濾波器從單體濾波器組合逐步向模組集成方向發展。但由于SAW濾波器設計的原因,很多腔體的尺寸過大(達到300μm × 400μm)。在射頻前端模組封裝時,由于灌封時的高溫導致該封裝材料的機械強度下降,而無法抵御灌封時的高壓力;同時,SAW濾波器的芯片變形塌陷,SAW濾波器中的叉指換能器(IDT)接觸到頂膜材料,這樣整個SAW濾波器無法工作,從而導致整個模組失效。
1結構探討
1.1 WLP工藝制作流程
圖1為SAW濾波器WLP的工藝流程。
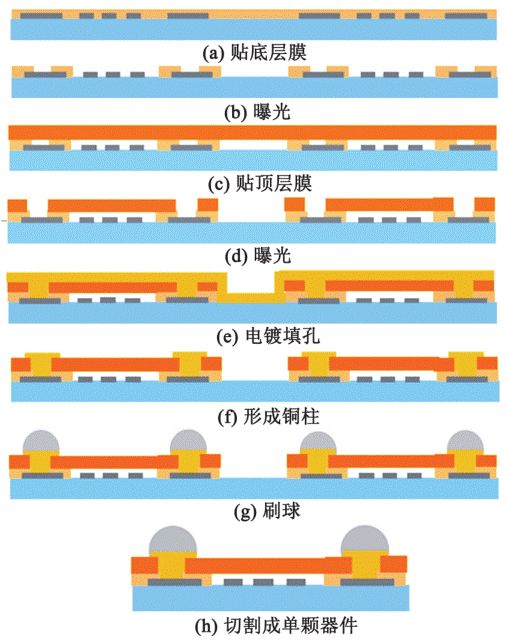
圖1 SAW濾波器的WLP制作流程
1.2塌陷的形成及有限元仿真
SAW濾波器的設計需遵循最基本的公式:

式中:v為材料聲速,一般為定值;λ為SAW波長;f為聲表濾波器頻率;a為金屬指條寬度。
由式(1) ~ (3)可知,f越低,a越寬。再加上通帶外抑制的需要,整個指條數量相對較多,這導致在低頻段的一些設計中不可避免地存在相對大的指條區域,則必須要大的空腔,其尺寸可達300μm × 400μm。
在一定壓力下,膜的變形量可按照如下的關系推理:

式中:m為形變量;p為灌封壓力;s為腔體接受壓力的面積;h為頂層材料的厚度;E為彈性模量。
在同一灌封壓力的前提下,為了提高膜的耐模壓能力,我們需要提高頂膜的厚度及其彈性模量,同時需要降低空腔面積。當然,我們也可在腔體中間加入起支撐作用的結構,如圖2所示。將左側的一個大腔體分為幾個小腔體,這樣能提高器件的抗模壓能力。
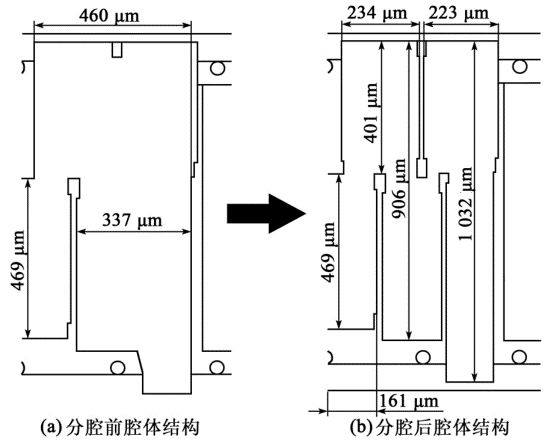
圖2 分腔示意圖
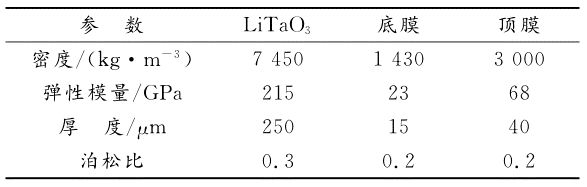
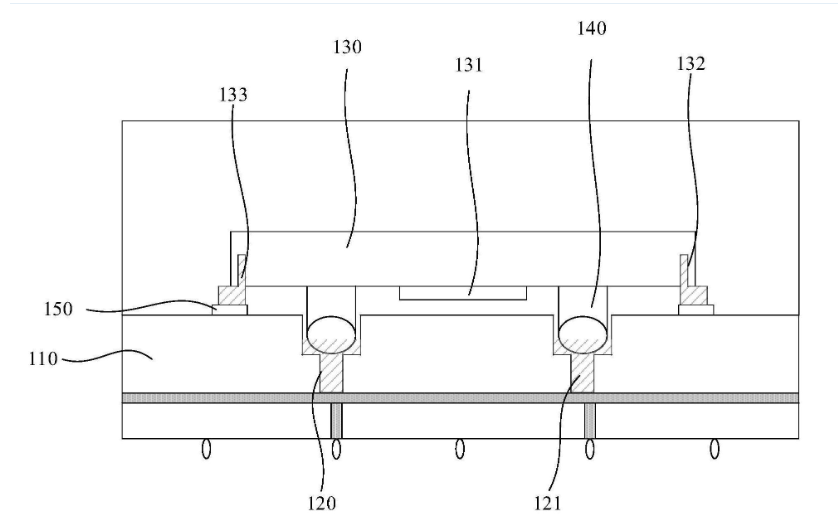
對于那些無法分腔的器件,只能采用其他辦法來保證腔體不塌陷。通過有限元分析軟件模擬這些灌封的形變,可從一個定性的角度來討論形變量的大小。為了對塌陷情況進行研究,我們采用的模型如圖3所示,其中一個腔體大小為297μm × 525μm。相關材料參數如表1所示,其中泊松比為廠家推薦值。
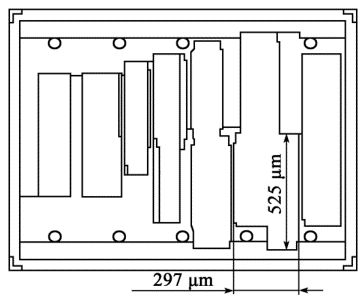
圖3 模壓試驗結構
表1 有限元仿真模擬量列表
按照3Mpa、5Mpa的正壓力(實際灌封壓力應小于該壓力)定性地進行模壓仿真分析,如圖4、5所示。
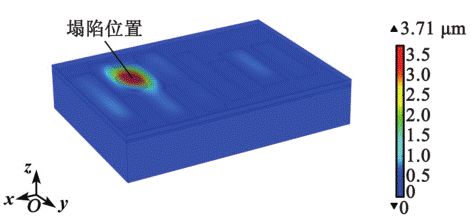
圖4 3Mpa下在最大腔體處出現了塌陷
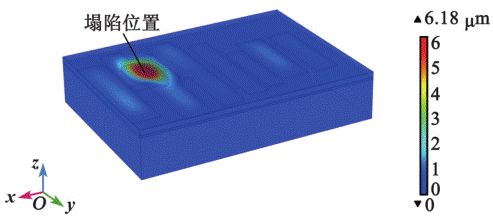
圖5 5Mpa灌封壓力下器件腔體的最大塌陷量
由圖4可見,最大的塌陷位置出現在一個約300μm × 400μm的腔體位置,塌陷量約為3.71μm,而空腔結構中空氣腔厚為10~15μm,并未塌陷到底部,器件可以正常工作。由圖5可見,器件中腔體最大的位置塌陷量為6.18μm。
2實驗結果及優化
根據模擬結果進行了實際器件的測試,整個器件的腔體設計與軟件模擬的各項尺寸一致。在實際模壓灌封時分為兩步:
1)采用3MPa壓力觀察塌陷情況,若無塌陷,則進行下一步。
2)繼續增加壓力至5MPa,觀察塌陷情況。
2.1實驗結果
當壓力為3MPa,溫度為180℃,時間為90s時,空腔剩余量為2.24μm,即塌陷量約為10μm,實測結果與仿真結果差距較大,如圖6所示。在實際灌封時還存在如基板翹曲、器件到灌封口的遠近等因素,這無法在仿真軟件中進行模擬,仿真結果僅作為方向性等。
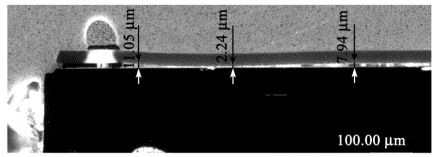
圖6 3MPa模壓下的實測結果
2.2優化方案
通過在最大腔體位置處增加一層金屬來加強該結構,從而保證腔體的完整性,如圖7所示。
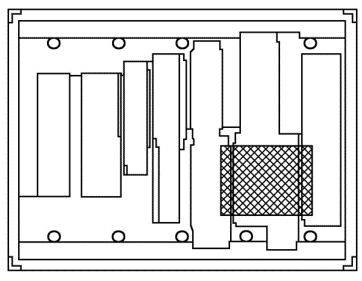
圖7 金屬加強層位置
設壓力為3MPa,溫度為180℃,時間為90s,對該結構的抗模壓能力進行有限元模擬,結果如圖8所示。
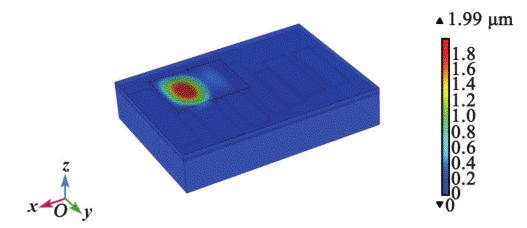
圖8 金屬加強層3MPa下塌陷量模擬結果
由圖8可見,金屬層可以減少模壓的塌陷量(由3.71μm 減少到約2μm)。我們對此器件的實物進行模壓灌封實驗,設壓力為3MPa,溫度為180℃,時間為90s,進行多個器件的模壓,再進行磨片分析。實物測試照片如圖9、10所示。
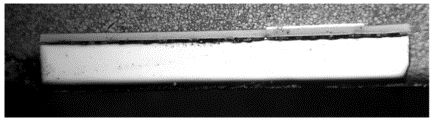
圖9 帶金屬加強層模壓實測結果(3MPa)
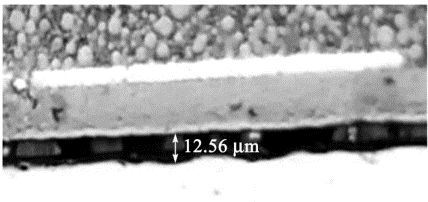
圖10 模壓實測細節
由圖9、10可知,金屬層結構起到了支撐作用,整個腔體幾乎無塌陷(約為1μm ),這樣的結構能滿足實際模組封裝的需要。
更進一步,我們將頂層膜的厚度從40μm降低到25μm,采用同樣的結構進行多次試驗均發現,整個腔體能夠抵御3MPa模壓的壓力,只出現了輕微變形,如圖11所示。

圖11 模壓實測結果
此加強結構對于采用一種最簡易的金屬材料,其加強的效果明顯,能夠很好地抵御模組封裝中的壓力,保證器件的正常工作。但該結構也有兩個地方需要進一步研究,即:
1)該結構對于性能是否有影響。
2)該結構金屬與灌封材料的粘附性如何。
3其他問題
3.1性能影響
由于該結構在聲表模組里使用,還需考慮此結構對于器件性能的影響,這種金屬結構在一定程度上成為了一個天線或電感的結構。為此,我們進行了相關的性能測試工作,按照這個結構中芯片的頻率,對有無金屬層器件在性能方面進行了實際的測試工作,如圖12所示。
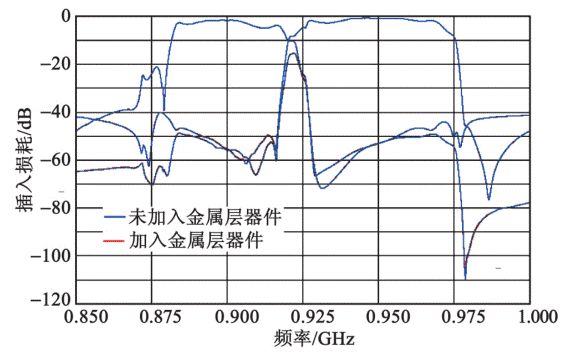
圖12 實測曲線
由圖12可知,在這個頻段上,加入金屬層與未加入金屬層的測試曲線基本重合,這說明金屬層的加入對器件性能的影響不大。
3.2模組可靠性
由于模組用灌封樹脂和金屬的結合力不及頂膜的結合力,因此考慮到整個模組的長期可靠性,設計了其他圖形結構,如圖13所示。
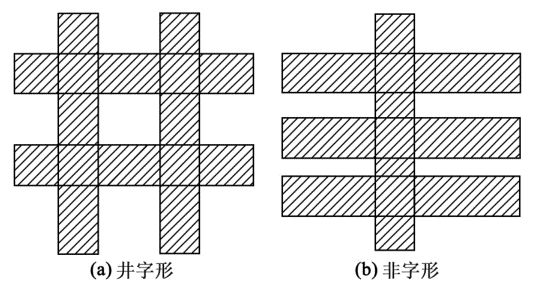
圖13 其他加強結構示意
4結束語
本文采用有限元仿真模型模擬3MPa、5MPa不同模壓量對器件中腔體最大的位置塌陷量。經試驗驗證及金屬加強結構的優化,獲得3MPa模壓量時仍能保持空腔高度的方法,解決了聲表面波濾波器晶圓級封裝芯片灌封壓力導致的塌陷問題,有利于降低器件及模組的失效風險。
責任編輯:lq
-
芯片
+關注
關注
455文章
50714瀏覽量
423155 -
濾波器
+關注
關注
161文章
7795瀏覽量
177996 -
封裝
+關注
關注
126文章
7873瀏覽量
142894 -
SAW
+關注
關注
11文章
145瀏覽量
27174
原文標題:SAW濾波器WLP封裝中腔體抗模壓塌陷研究
文章出處:【微信號:MEMSensor,微信公眾號:MEMS】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
emi濾波器是什么濾波器
聲表面波(SAW)濾波器和體聲波(BAW)濾波器詳細介紹
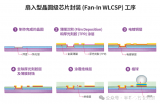
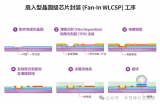
臺積電研發芯片封裝新技術:從晶圓級到面板級的革新
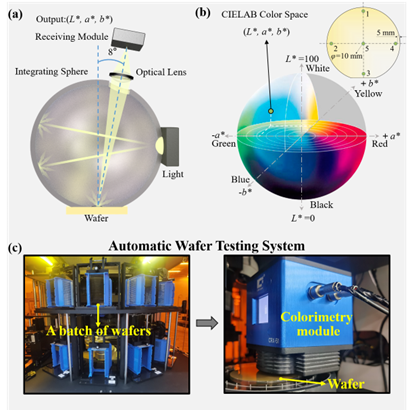
廈門大學聯合三安集成實現SAW濾波器在線光刻控頻技術新突破
SAW濾波器結構示意圖

SAW濾波器工藝流程及工作原理圖







 工商網監
工商網監
評論