") 過程能力分析01—不要忽略“穩(wěn)定”
過程能力分析01—不要忽略“穩(wěn)定”
問題背景:
電纜制造商在電纜的外面涂上一層涂層,以保持電纜的強度和耐久性。涂層厚度的下限(LSL)為39密爾,上限(USL)為43密爾。工程師評估涂層工藝的能力,以確保它能滿足客戶的要求。
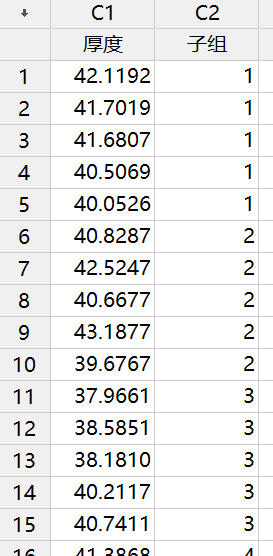
數(shù)據(jù)收集:
操作人員定期隨機抽取5根電纜樣本。這些樣品充分地反映了當(dāng)時工藝的內(nèi)在變化。操作人員記錄每根電纜樣品的外涂層厚度。
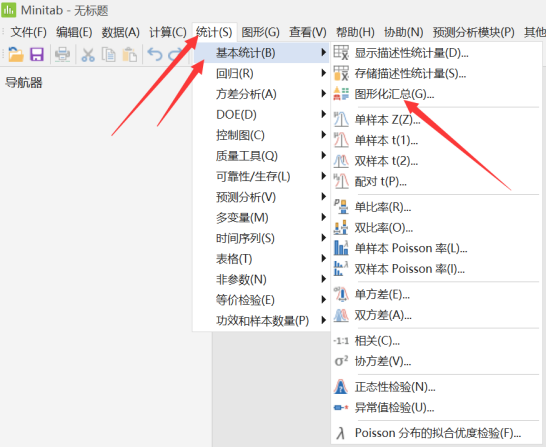
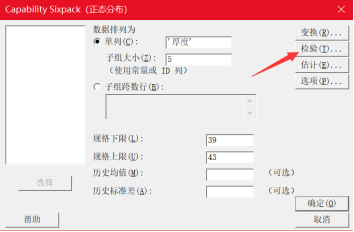
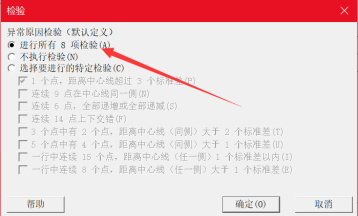
Minitab操作步驟:
1.正態(tài)性檢驗
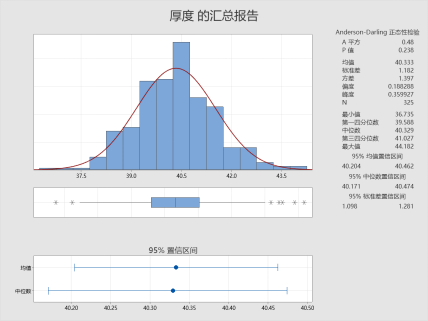
從上圖中可以看出,正態(tài)性檢驗P值大于0.05,即厚度數(shù)據(jù)服從正態(tài)分布。
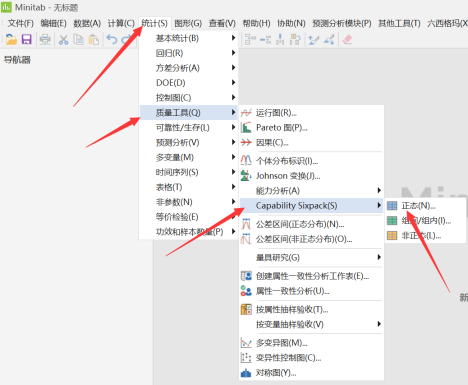
2.正態(tài)數(shù)據(jù)能力分析-六合一圖
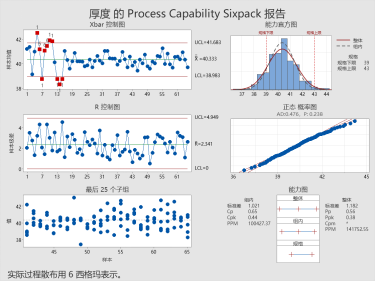
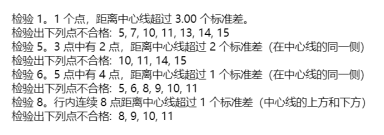
Xbar 控制圖表明過程不受控制,前15個子組表現(xiàn)出極端的子組間變異。但是,R 控制圖表明子組內(nèi)極差是穩(wěn)定的,因為數(shù)據(jù)都在其控制限內(nèi)。
生產(chǎn)日志表明涂層溫度的調(diào)整是造成數(shù)據(jù)早期平均厚度偏移的原因。 這些調(diào)整在子組15之后結(jié)束。控制圖表明該過程在那之后是穩(wěn)定的。檢查子組15之后收集的數(shù)據(jù)的穩(wěn)定性和正態(tài)性假設(shè)。
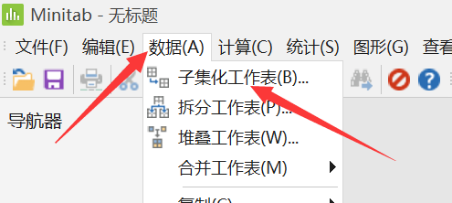
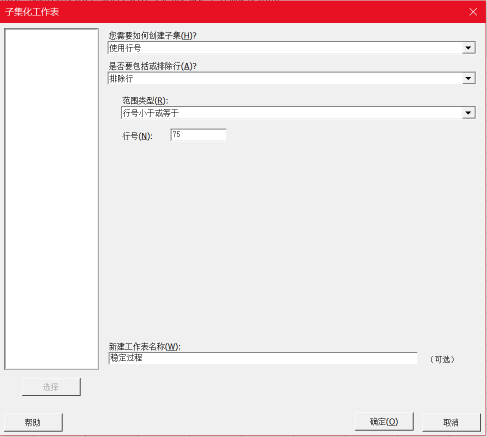
之前的 Capability Sixpack 分析結(jié)果發(fā)現(xiàn)子組 15 之后收集的數(shù)據(jù)處于控制之中。 既然這些數(shù)據(jù)是單獨工作表中的子集,請使用 Capability Sixpack 評估子集數(shù)據(jù)的能力分析假設(shè)。
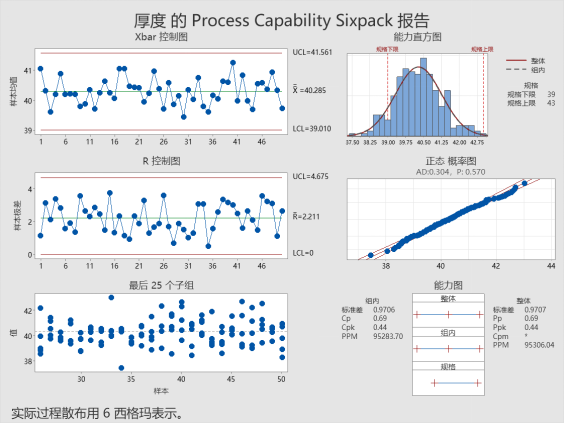
Xbar 和 R 控制圖顯示所有點都通過了特殊原因的檢驗并且在控制限內(nèi),這表明過程是穩(wěn)定的。 因此,過程均值和標(biāo)準(zhǔn)差在研究過程中似乎是恒定的,您可以使用它們的估計來計算能力指數(shù)。
結(jié)果解釋:
該過程看起來很穩(wěn)定,盡管許多測量值超出了規(guī)格限制。
即使過程平均值位于規(guī)格限之間,但它也沒有居中,并且大約10% 的電纜樣品顯示出超出這些限制的厚度值,其中大部分部件低于規(guī)格下限。
需要調(diào)整過程均值并減少變異以滿足客戶要求。
寫在最后:
在過程能力分析之前,先做正態(tài)性檢驗,對于這一點我相信很多朋友已經(jīng)有這個意識了,這很不錯,但要注意這只是前提條件之一。其實要是想算Cp和Cpk,需要滿足4個前提:數(shù)據(jù)正態(tài)、過程穩(wěn)定、數(shù)據(jù)獨立、MSA合格,當(dāng)然如果只是想算Pp和Ppk,滿足最后兩個條件即可。所以說,以上分析看似沒有問題,其實更好的方法是在執(zhí)行過程能力分析之前去驗證這些前提,包括這個案例中的“過程穩(wěn)定”,不然強行算出來的Cpk也意義不大。
審核編輯:符乾江
-
Minitab
+關(guān)注
關(guān)注
0文章
177瀏覽量
11709 -
數(shù)據(jù)分析
+關(guān)注
關(guān)注
2文章
1452瀏覽量
34077
發(fā)布評論請先 登錄
相關(guān)推薦
TRCX:摻雜過程分析
運放電路輸出波形發(fā)生振蕩怎么辦?不要慌,教你一步步分析問題所在

熱重分析儀如何測材料的熱穩(wěn)定性和成分
buck電路的穩(wěn)定性分析方法
云深處科技DR01人形機器人卓越穩(wěn)定性與智能融合引領(lǐng)行業(yè)變革
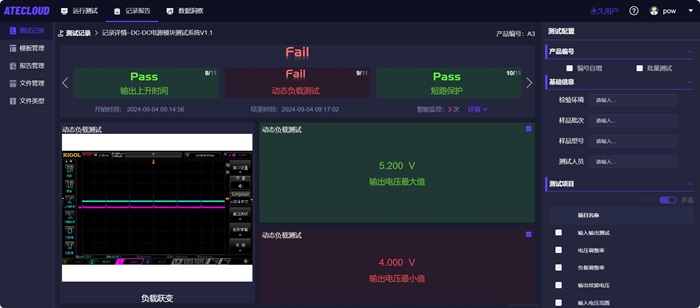
怎么判斷電源的最大負載能力?帶載測試方式助您準(zhǔn)確評估
使用TINA進行穩(wěn)定性分析時用幾種不同方式出現(xiàn)了較大的相位裕度差異,為什么?
IGBT關(guān)斷過程分析
IGBT開關(guān)過程分析
暫態(tài)穩(wěn)定和靜態(tài)穩(wěn)定的區(qū)別是什么
信號分析的過程主要包括哪些
BOSHIDA 模塊電源的應(yīng)用領(lǐng)域分析 穩(wěn)定電源供電 提高設(shè)備的可靠性和穩(wěn)定性
ZR執(zhí)行器的抗干擾能力:穩(wěn)定運行的關(guān)鍵

焊接過程分析系統(tǒng)






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論