 鉆孔的操作步驟_提高鉆孔精度的方法
鉆孔的操作步驟_提高鉆孔精度的方法
鉆孔是鉗工的一項重要的基本操作技能,而鉆孔精度的提高是難點。存在的主要問題是:劃線精度不夠,造成孔距超差;鉆頭刃磨質量較差,造成孔徑擴大、孔面粗糙;鉆孔時沒有找正或者找正不準,盲目落鉆,造成鉆頭中心線與孔中心線不重合;對刀時強行找正,使鉆頭(特別是小鉆頭)彎曲,孔軸心線傾斜;歪斜時強行借正,造成鉆頭折斷。如何才能避免以上問題發生,鉆出精準的孔呢?
一、鉆孔的基本概念
鉆孔是指用鉆頭在實體材料上加工孔的機械加工過程。一般情況下,在鉆床上對材料進行鉆孔加工時,鉆頭應同時完成兩個運動: ①主運動,即鉆頭繞軸線的旋轉運動(切削運動); ②輔助運動,即鉆頭沿著軸線方向對著工件的直線運動(進給運動)。 鉆孔時,由于鉆頭結構上存在的缺點,會在一定程度上影響工件加工質量,加工精度一般在IT10級以下,表面粗糙度為Ra12.5μm左右,屬于粗加工。
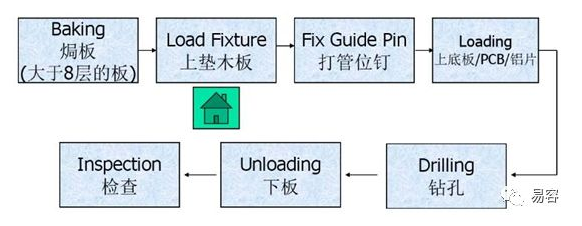
二、鉆孔的操作步驟
1.劃線:鉆孔前,應首先熟悉圖樣要求,按照鉆孔的位置尺寸要求,使用高度尺劃出孔位置的十字中心線,中心線鄙俗清晰準確,并且越細越好,劃完線以后要使用游標卡尺或鋼板尺進行檢驗。
2.劃檢驗方格或檢驗圓:劃完線并檢驗合格后,還應劃出以孔中心線為對稱中心的檢驗方格或檢驗圓,作為試鉆孔時的檢查線,以便鉆孔時檢查和糾正鉆孔位置。
3.打樣沖眼:劃出相應的檢驗方格或檢驗圓后應認真打樣沖眼。先打一小點,在十字中心線的不同方向仔細觀察,樣沖眼是否打在十字中心線的交叉點上,最后把樣沖眼用力打正打圓打大,以便準確落鉆定心。
4.裝夾:擦拭干凈機床臺面、夾具表表面、工件基準面,將工件夾緊,要求裝夾平整、牢靠,便于觀察和測量。應注意工件的裝夾方式,以防工件因裝夾而變形。
5.試鉆:鉆孔前必須先試鉆:使鉆頭橫刃對準孔中心樣沖眼鉆出一淺坑,然后目測該淺坑位置是否正確,并要不斷糾偏,使淺坑與檢驗圓同軸。如果偏離較小,可在起鉆的同時用力將工件向偏離的反方向推移,達到逐步校正。
6.鉆孔:鉗工鉆孔一般以手動進給操作為主,當試鉆達到鉆孔位置精度要求后,即可進行鉆孔。手動進給時,進給力量不應使鉆頭產生彎曲現象,以免孔軸線歪斜。
三、提高鉆孔精度的方法
1.刃磨好鉆頭是前提
鉆孔前應選擇好相應的鉆頭進行刃磨。刃磨的鉆頭除了保證頂角、后角、橫刃斜角準確,兩主切削刃長度相等且與鉆頭中心線對稱、兩主后刀面光滑外,為便于定心和減小孔壁的粗糙,還應對橫刃和主切削刃做適當修磨(最好先在砂輪機上粗磨,再在油石上精修)。
2.精確劃線是基礎
用高度尺精確劃線,首先應保證尺寸準確,劃線時使劃針角與工件劃線平面之間形成40°~60°的夾角(沿劃線方向),使劃出的線條清晰均勻。要注意劃線基準面的選擇,基準面要加工精確,要保證本身的平面度及與相鄰面的垂直度。孔位十字線劃出后,為保證鉆孔時便于找正,應用中心沖在十字線上沖出中心點(要求沖點要小,位置要準)。
3.正確裝夾是關鍵
通常情況下,對于直徑小于6mm以下的孔,若精度不高,可用手鉗夾緊工件進行鉆孔;對于6~10mm的孔,若工件規則平正,可用平口鉗夾持,但應使工件表面與鉆床主軸垂直。鉆直徑較大的孔時,必須將平口鉗用螺栓壓板固定;對較大工件且鉆孔直徑10mm以上時,應用壓板夾緊的方法進行鉆孔。
4.準確找正是重點
工件裝夾完畢,不要急于落鉆,應首先進行找正。找正有靜態找正和動態找正。所謂靜態找正,就是指在鉆床啟動之前進行找正,使鉆床主軸中心線與工件十字線交點對正,此種方法對于初學者安全方便,較為容易掌握,但是由于未考慮例如鉆床主軸的擺動等不確定因素,鉆孔精度較低。動態找正是在鉆床啟動后進行找正,在找正的同時,把一些不確定因素均考慮在內,精度相對較高。
5.認真檢測不可少
檢測能夠準確、及時地發現孔的精度,以便采取必要措施進行補救。對鉆削精度較高的孔,我們一般采取鉆孔、擴孔、鉸孔的加工工藝。在第一步鉆小孔后用卡尺檢測底孔的中心到基準面的誤差偏移量,經實測換算出底孔與理想中心的位置,若誤差量不大于0.10mm,可在擴孔時,適當加大鉆頭頂角、削弱自動定心作用,向借正方向適當推動工件,逐步加大鉆尖直徑的方法進行補救。若誤差量大于0.10mm時可用什錦圓銼刀對底孔兩側壁進行修整,修整部分應與底孔圓弧平滑過渡相接。
-
檢測
+關注
關注
5文章
4480瀏覽量
91443 -
鉆孔
+關注
關注
3文章
109瀏覽量
14260
原文標題:提高鉆孔精度的方法總結
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
毫米波雷達如何提高測距精度
PCB盲孔加工控制成本的方法
PCB上壓接孔和過孔的孔徑和公差要求相同,制造時有何影響
如何校準adc以提高精度
激光鉆孔技術在PCB行業的應用

PCB激光鉆孔:精準之舞,鑄就電子科技新高度
高轉速10萬轉PCB鉆孔機主軸的選型

半導體PEEK納米級鉆孔,用德國高精密主軸
鉆孔灌注樁設備數據采集遠程監控物聯網系統
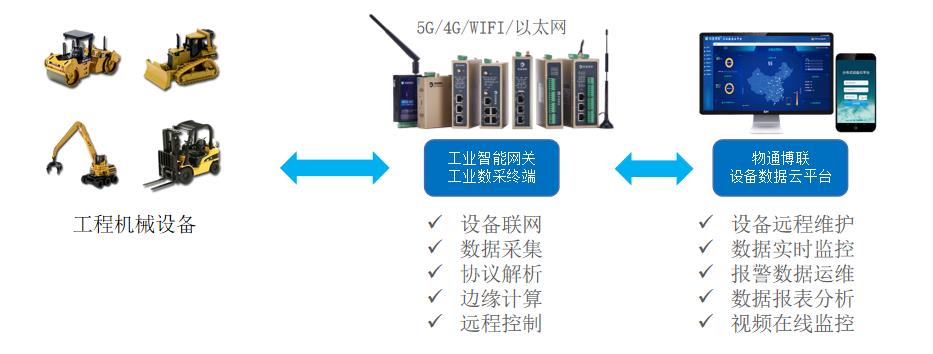
鉆孔機械物聯網監控運維管理系統

g73鉆孔循環指令格式
大功率大扭矩高速主軸鋁合金鉆孔加工
工業物聯網賦能鉆孔設備遠程監控,實現智能管理
PCB板鉆孔流程及工藝故障解決方法





 工商網監
工商網監
評論