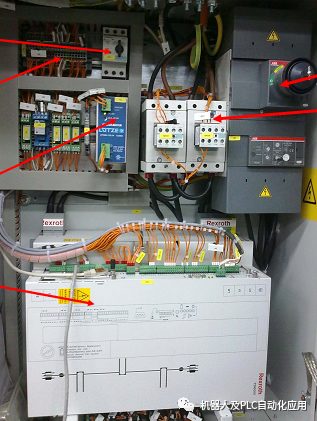
 關于BOSCH中頻焊接控制器的控制
關于BOSCH中頻焊接控制器的控制
電極維修(銑削)

當控制器發出修磨請求時,除了可以在操作面板上進行復位還可以直接從焊鉗按鈕進行復位.

當控制器發出修磨請求時,選中修磨程序并同時按下啟動按鈕,執行完修磨程序以后,修磨請求信號會自動復位。
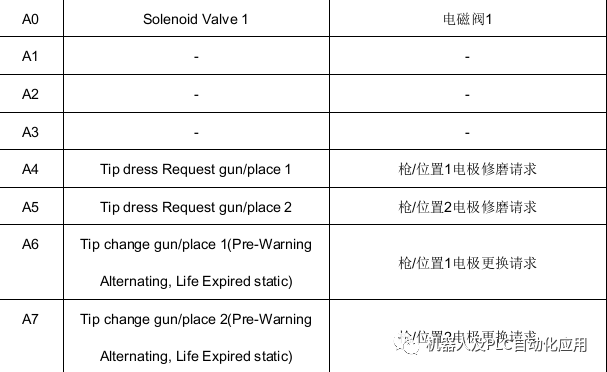
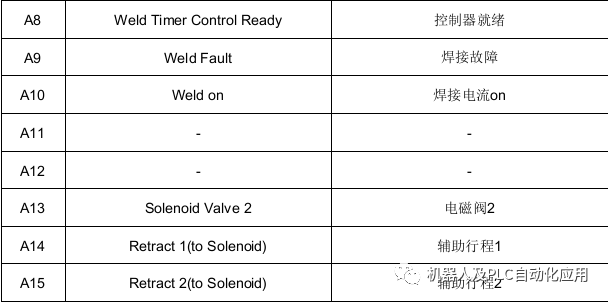
槍1槍2有獨立的狀態輸出信號。
當焊鉗處于壽命預警狀態,輸出信號“焊鉗電極更換“輸出發出脈沖信號 .
當焊鉗處于壽命到達狀態,輸出信號“焊鉗電極更換“輸出保持高電平.
當焊鉗處于修磨預警狀態,輸出信號“焊鉗修磨請求“輸出保持高電平 .
輸入信號“焊鉗1電極已修磨”與“焊鉗1電極已更換”關聯到當前焊鉗1代碼所指向的電極號.
輸入信號“焊鉗2電極已修磨”與“焊鉗2電極已更換”關聯到當前焊鉗2代碼所指向的電極號.
“電極已修磨“,”電極已更換“ 均有對應的輸入信號.
程序代碼1-4所指向的電極均適用于以上規則。
電極分配
默認電極分配如下:
程序1-4,11-14,21-24,31-34,5使用1號電極 .
程序6-9,16-19,26-29,36-39,10使用2號電極 .
風扇
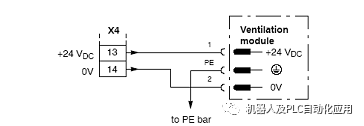
風扇電源由X4/13-14供給
當散熱片溫度大于等于55度時,風扇運轉
當散熱片溫度小于等于55度時,風扇停轉
風扇正常位于面板的后面,強制冷卻的風冷卻散熱片,最大輸出功率為2A。
閥的工作狀態

復位: 輸出“電磁閥X”為低電平,輸出“輔助行程X”為低電平 .
在“啟動X”發出后,程序執行過程中,輸出“電磁閥X”為高電平,輸出“輔助行程X”為高電平 .
此時更改“輔助行程X”狀態不影響程序執行.
在程序執行完成后,輸入“輔助行程X”為高電平時,輸出“輔助行程X”也為高電平 .
輸入“輔助行程X”為低電平時,輸出“輔助行程X”也為低電平.
當“輔助行程X”為低電平時,“啟動X”無法被執行。
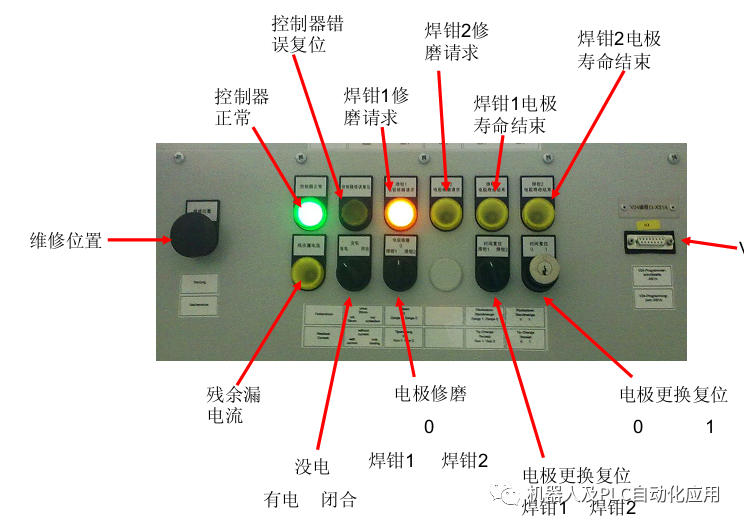
維修位置

當輸入“維修位置”為高電平,焊鉗會處于大開狀態并無法動作。
當焊鉗處于焊接狀態,該輸入變為高電平會使焊接中止
當焊鉗處于非焊接狀態,該輸入為高電平,輸入信號“輔助行程”與“啟動”將會無效。
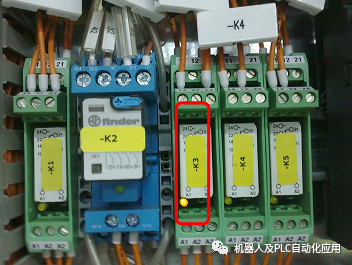
維修位置按鈕拔出,此時控制柜處于正常狀態,在輸入端口E03=1 。當需要維修位置功能時,按下維修位置按鈕,E03=0 ,控制柜中的K3繼電器上的燈滅,焊鉗進入大張口狀態,輔助行程氣缸電磁閥失電。此時無論是輔助行程按鈕還是啟動按鈕都不起任何作用。
審核編輯 :李倩
-
控制器
+關注
關注
112文章
16356瀏覽量
178001 -
焊接
+關注
關注
38文章
3134瀏覽量
59752
原文標題:BOSCH中頻焊接控制器的控制
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
自適應電流焊接控制器:精準調控,高效焊接
智能自動點焊控制器:提升焊接效率與精度的新方案

恒功率脈沖焊接控制器的創新應用與優勢分析
精密逆變焊接控制器的創新應用與未來發展
多頻點焊控制器的創新應用與優勢分析
恒流恒壓焊接控制器的精準應用與優勢分析
直流變頻焊接控制器:先進技術在焊接領域的革新應用探索
電容儲能焊接技術的先進控制器:實現高效精密焊接的新突破
逆變直流焊接控制器:創新技術在焊接行業的高效應用探索
智能化多通道焊接控制器:實現高效精準的焊接工藝控制技術解析
電機控制器原理是什么?類型有哪些?






 工商網監
工商網監
評論