") KSK線束總成分解
KSK線束總成分解
摘要
為了提高安全性和舒適性,現(xiàn)代的乘用車(chē)、休閑車(chē)和商用車(chē)都配備了大量的電子功能和部件。例如,空調(diào)系統(tǒng)、車(chē)載信息娛樂(lè)系統(tǒng) (IVI)、自動(dòng)化功能以及管理制動(dòng)、轉(zhuǎn)向和油門(mén)控制的電子控制單元 (ECU)。這些電氣和自動(dòng)化元素對(duì)車(chē)輛的價(jià)值有極大的影響力。此外,更高水平的自動(dòng)駕駛、ADAS 和電動(dòng)汽車(chē)的出現(xiàn)也增加了線束制造的復(fù)雜性。
汽車(chē)原始設(shè)備制造商 (OEM) 和線束制造商面臨的一個(gè)重大挑戰(zhàn)是,在從設(shè)計(jì)制造再到交付的過(guò)程中無(wú)法有效管理復(fù)雜線束。對(duì)此,理想的解決方案是起源于德國(guó)的 KSK 概念,翻譯過(guò)來(lái)就是 “客戶(hù)專(zhuān)用線束”。雖然這一概念已被業(yè)界認(rèn)可,但是隨著線束制造商的數(shù)字化轉(zhuǎn)型,傳統(tǒng)的 KSK 數(shù)據(jù)同化方法可能很快遭到市場(chǎng)淘汰
線束總成分解:
布線系統(tǒng)是一個(gè)復(fù)雜的總成,由連接車(chē)輛中所有電氣 / 電子部件的多個(gè)線束組成。布線系統(tǒng)在執(zhí)行器、傳感器和 ECU 之間傳輸動(dòng)力和信號(hào)。由于當(dāng)今車(chē)輛的定制化水平,現(xiàn)代布線系統(tǒng)的設(shè)計(jì)可以支持無(wú)數(shù)種配置。
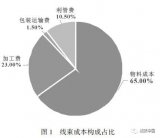
此外,隨著汽車(chē)制造商不斷增加越來(lái)越先進(jìn)的新型車(chē)輛功能,布線系統(tǒng)的復(fù)雜程度也日益增加。一個(gè)典型的布線系統(tǒng)可能包含 10,000 個(gè)單獨(dú)的零件編號(hào)(圖 1)。制造商必須考慮所有可能的車(chē)輛配置,這些配置可能由數(shù)百萬(wàn)種組合構(gòu)成。在制造這些復(fù)雜系統(tǒng)的同時(shí),企業(yè)還必須滿(mǎn)足緊迫的時(shí)間要求、遵循嚴(yán)格的質(zhì)量要求,并盡可能地降低線束的成本和減輕線束重量。
西門(mén)子先進(jìn)的電氣系統(tǒng)和線束工程解決方案可賦予企業(yè)強(qiáng)大的能力,有助于提高工業(yè)物聯(lián)網(wǎng)(IIoT) 時(shí)代的盈利能力。我們可以為 OEM 和線束制造商提供特定業(yè)務(wù)的解決方案和生產(chǎn)優(yōu)化。
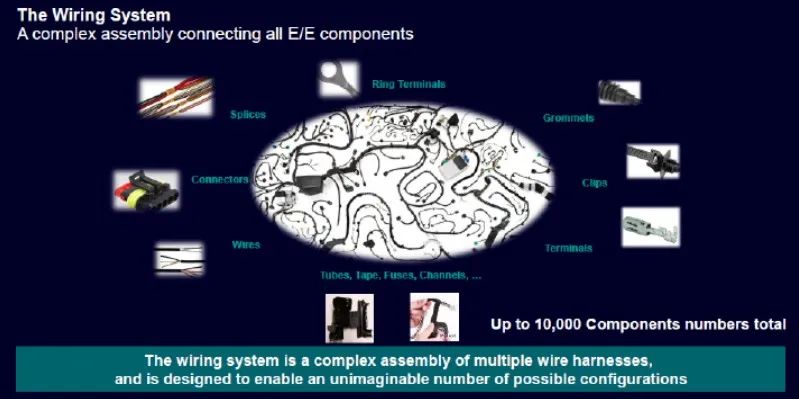
圖 1. 布線系統(tǒng)的組件
線束制造的方法主要有三種:
?KSK 法:根據(jù)單獨(dú)的模塊清單制造,并有單獨(dú)的零件編號(hào)
?變體法:每個(gè)線束類(lèi)型具有多個(gè)變體,并且每種類(lèi)型有多個(gè)零件編號(hào)
?標(biāo)準(zhǔn)法:每個(gè)線束類(lèi)型只有一個(gè)變體,并且每種類(lèi)型只有一個(gè)零件編號(hào)
以上每種方法都在內(nèi)容廢棄和復(fù)雜性方面進(jìn)行了取舍,內(nèi)容廢棄是指汽車(chē)中未使用的線束材料,而復(fù)雜性是指一個(gè)線束系列產(chǎn)生的變體數(shù)量。KSK 法的廢棄率為零,但復(fù)雜度高,變體法的廢棄率低,而標(biāo)準(zhǔn)法的廢棄率高但復(fù)雜度低。
在過(guò)去 25 年中,KSK 獲得了長(zhǎng)足發(fā)展,擴(kuò)展到了全球范圍內(nèi)所有汽車(chē)類(lèi)別和線束類(lèi)型。KSK制造方法的成功在于其高水平的效率和靈活性、可控的物流和規(guī)劃,并且能夠生產(chǎn)出獨(dú)一無(wú)二的產(chǎn)品。此外,該方法可謂零廢棄,不會(huì)造成材料浪費(fèi),從而提高了可持續(xù)性,即只生產(chǎn)必需品。KSK 法還引入了無(wú)限數(shù)量的變體、理想在制品 (WIP) 的受控物流、靈活的銷(xiāo)售策略、可修改的生產(chǎn)計(jì)劃和模塊化更改管理,并且最終客戶(hù)可以根據(jù)物流窗口更改汽車(chē)內(nèi)容。
但是,由于 KSK 十分復(fù)雜,因此要求從報(bào)價(jià)請(qǐng)求 (RFQ) 到生產(chǎn)的各個(gè)階段,各學(xué)科之間要有強(qiáng)有力的溝通、相互一致的數(shù)據(jù)和強(qiáng)大的數(shù)據(jù)流。這是該行業(yè)的關(guān)鍵成功因素,線束制造商必須設(shè)法消除所有重要業(yè)務(wù)部門(mén)之間的孤島,以建立成功的 KSK 制造模式 / 系統(tǒng)。
KSK工程
在KSK制造方法中,線束是利用模塊制造的。在KSK制造中有三類(lèi)模塊:
?基礎(chǔ)模塊:這些模塊在所有線束中都相同
?必備模塊:每個(gè)線束必須至少包含一個(gè)組
?可選模塊:這些模塊能夠?qū)崿F(xiàn)靈活的汽車(chē)配置
根據(jù) OEM 的策略,模塊化概念有多種。線束的模塊化概念和大小將決定功能模塊的數(shù)量。但是,每種車(chē)輛功能一般都有自己的功能模塊。其中重要的因素是要為每個(gè)獨(dú)特的線束模塊組合正確分配材料,組件不得重復(fù)或缺失。因此,準(zhǔn)確及時(shí)地配送原料是 KSK 制造中的一大難題。
圖 2 是日常線束生產(chǎn)示例。每個(gè)線束都是獨(dú)一無(wú)二的,圖中的數(shù)字是生產(chǎn)量和大約 200 條獨(dú)特束的組裝時(shí)間。OEM 可以生產(chǎn)幾輛相同的汽車(chē),但是如果三輛汽車(chē)有三個(gè)不同的生產(chǎn)編號(hào)、功能和生產(chǎn)時(shí)間,那么就有三個(gè)不同的線束。OEM也可能制造功能內(nèi)容相同、但生產(chǎn)時(shí)間和線束編號(hào)不同的同款汽車(chē)。此外,現(xiàn)代汽車(chē)包含多個(gè)線束系列,如車(chē)身線束、發(fā)動(dòng)機(jī)線束和車(chē)門(mén)線束,進(jìn)一步增加了生產(chǎn)和交付完整準(zhǔn)確線束的復(fù)雜性。KSK 概念最終會(huì)實(shí)現(xiàn)更高的產(chǎn)品靈活性,但是需要智能數(shù)據(jù)管理解決方案。
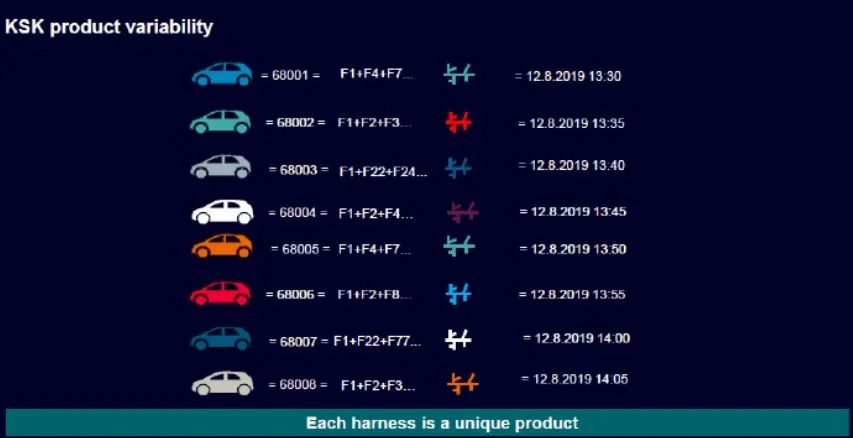
圖 2. 日常線束制造
數(shù)據(jù)驅(qū)動(dòng)的 KSK 生產(chǎn)設(shè)計(jì)
用于構(gòu)建線束的功能模塊通常大小不一,而且布線路徑可能復(fù)雜且很長(zhǎng)(圖 3)。因此,圍繞功能模塊組織線束生產(chǎn)并不是最佳選擇。線束制造商可以使用先進(jìn)的線束工程軟件實(shí)現(xiàn)生產(chǎn)模塊化、開(kāi)展設(shè)計(jì)規(guī)則檢查 (DRC)、價(jià)值分析和價(jià)值工程 (VAVE) 活動(dòng)等,以此創(chuàng)建生產(chǎn)模塊,從而解決這一問(wèn)題。這些生產(chǎn)模塊支持高效生產(chǎn),同時(shí)不會(huì)限制靈活性,并密切關(guān)注更改管理。制造軟件用于支持生產(chǎn)模塊、線束分析、流程清單 (BOP)、成形板準(zhǔn)備和裝配操作員的作業(yè)指導(dǎo)說(shuō)明等。
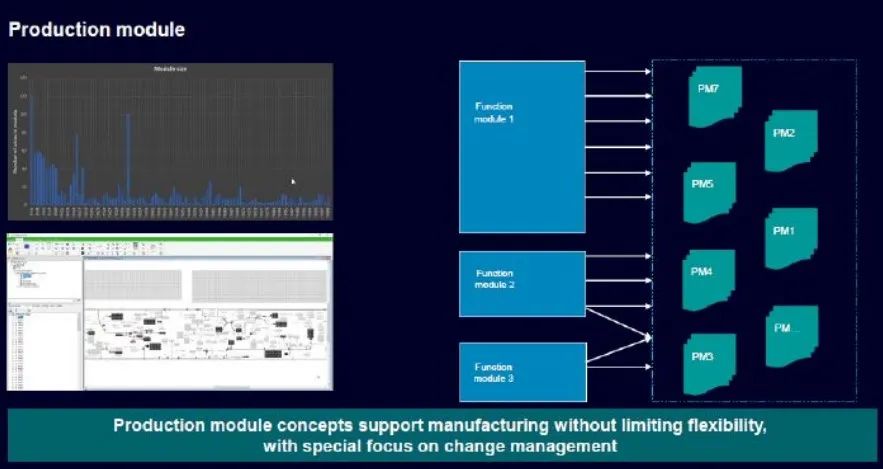
圖 3. 不同大小的 KSK 線束功能模塊
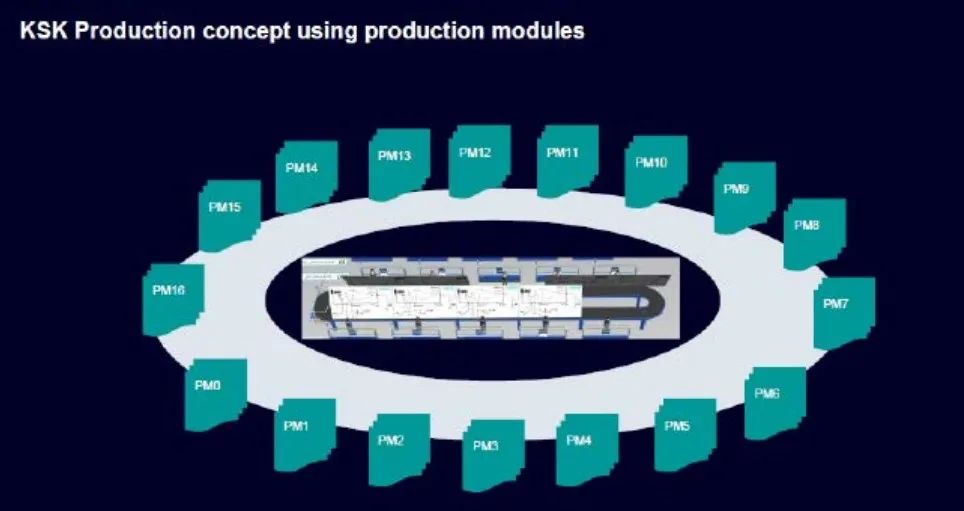
圖 4. 采用生產(chǎn)模塊的 KSK 生產(chǎn)線概念
生產(chǎn)線的概念在整個(gè)工作站上劃分到各個(gè)生產(chǎn)模塊,從而可以毫不延誤地開(kāi)始各個(gè)訂單的生產(chǎn)。系統(tǒng)可以顯示每個(gè)生產(chǎn)模塊所特有的數(shù)據(jù)和說(shuō)明,讓操作員根據(jù)您的生產(chǎn)方法逐步操作整個(gè)過(guò)程。生產(chǎn)線的末端將生產(chǎn)出一個(gè)獨(dú)特的標(biāo)簽以及與之相關(guān)的成品線束,該標(biāo)簽可隨時(shí)向下游傳遞。
這種生產(chǎn)線平衡過(guò)程固定了操作員在每個(gè)生產(chǎn)線工作站的工作量。因此,整條線束生產(chǎn)線可在指導(dǎo)下實(shí)現(xiàn)一目了然的任務(wù)平衡。制造工程師可以快速準(zhǔn)確地分配各個(gè)工作站的任務(wù),以分析多種假設(shè)場(chǎng)景。線束制造商通過(guò)該軟件實(shí)現(xiàn)過(guò)去手工和勞動(dòng)密集型流程的自動(dòng)化,從而盡可能地提高生產(chǎn)效率和降低成本。
工程師可以將 Line Balancer 和汽車(chē) E/E 系統(tǒng)的其余部分和線束工程流程相集成,創(chuàng)建一個(gè)數(shù)字線程,串聯(lián)起車(chē)輛定義、制造計(jì)劃和執(zhí)行。該軟件可用于從 BOP 中提取所需的裝配任務(wù),為工程師提供完整的新信息,助力工程師據(jù)此分配資源并規(guī)劃生產(chǎn)。當(dāng)工程師對(duì)平衡方案感到滿(mǎn)意時(shí),他們就可以將其推回到產(chǎn)品 BOP,BOP 會(huì)自動(dòng)更新任務(wù),實(shí)行工作站的正確分配。然后工程師可以使用這些 BOP 為制造車(chē)間生成特定工作站的作業(yè)指導(dǎo)說(shuō)明。
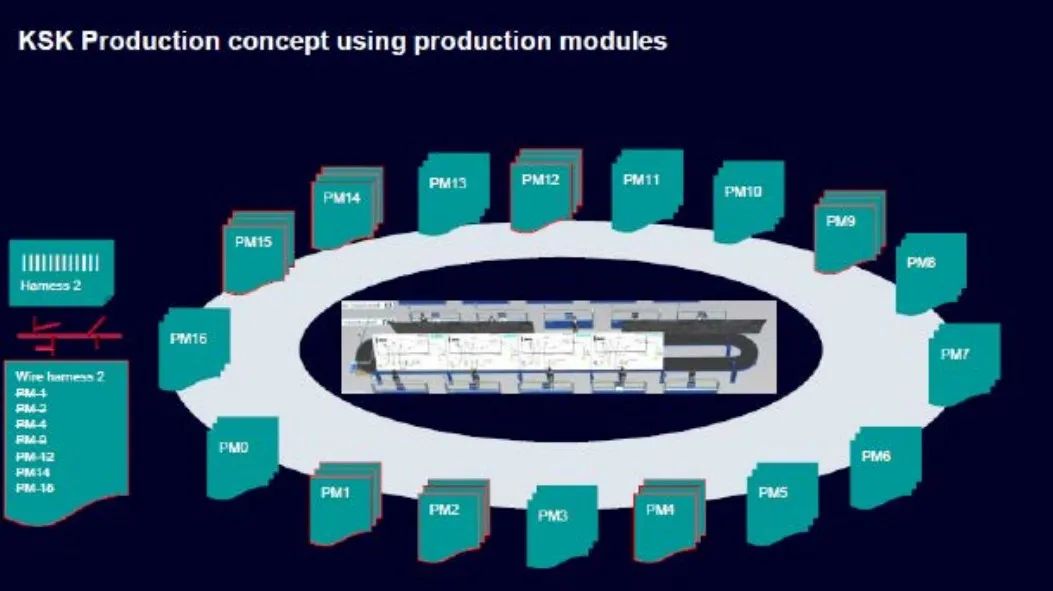
圖 5.KSK 生產(chǎn)線的末端
盡管十分復(fù)雜,但 KSK 生產(chǎn)方法可以支持任何數(shù)量的線束變體。這種生產(chǎn)靈活性是定義 KSK 生產(chǎn)概念時(shí)極為重要的元素。另外,KSK 方法可以靈活調(diào)整,以契合待支持的車(chē)輛項(xiàng)目的具體需求和情況。
KSK 可以使用的生產(chǎn)方法有:
? 只使用子裝配件
? 從小型連接器開(kāi)始
? 從大型連接器開(kāi)始
為了選擇優(yōu)質(zhì)方法,在確定生產(chǎn)概念時(shí)必須考慮到所有項(xiàng)目情況:
? 模塊化下的線束設(shè)計(jì)
? 取決于生產(chǎn)時(shí)間和產(chǎn)量的物流條件
? 生產(chǎn)地區(qū):線束制造約有 80% 是手工勞動(dòng),并非所有國(guó)家 / 地區(qū)都有相同的工作方式
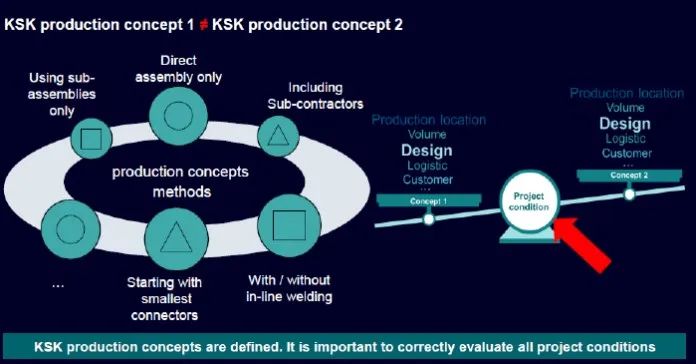
圖 6. 項(xiàng)目情況評(píng)估
由于 KSK 制造的復(fù)雜性,企業(yè)務(wù)必在生產(chǎn)系統(tǒng)的定義、設(shè)計(jì)、實(shí)施和監(jiān)測(cè)中收集和充分利用數(shù)據(jù)。這包括訂單量和組合、生產(chǎn)時(shí)間、原料配送等方面的預(yù)測(cè)數(shù)據(jù)。
物流:
一個(gè)最重要的規(guī)劃參數(shù)就是預(yù)測(cè)數(shù)據(jù)。根據(jù)功能模塊預(yù)測(cè)做出的預(yù)估生產(chǎn)計(jì)劃會(huì)提供給線束供應(yīng)商。線束供應(yīng)商利用這一數(shù)據(jù)訂購(gòu)原料和安排生產(chǎn)。圖7顯示,預(yù)測(cè)數(shù)據(jù)和最終訂單之間可能存在明顯偏差。可選模塊訂購(gòu)數(shù)量的偏差比基礎(chǔ)模塊的偏差更為明顯。
因此企業(yè)務(wù)必保證數(shù)據(jù)準(zhǔn)確,并定期監(jiān)控這些數(shù)據(jù)以便制定正確的生產(chǎn)計(jì)劃。企業(yè)可基于這些數(shù)據(jù)進(jìn)行投資額計(jì)算、資源利用、原料周轉(zhuǎn)、報(bào)價(jià)請(qǐng)求 (RFQ) 等方面的生產(chǎn)仿真;還可以評(píng)估各種場(chǎng)景以提高生產(chǎn)效率,下達(dá)正確的訂單并跟上原料配送進(jìn)度。
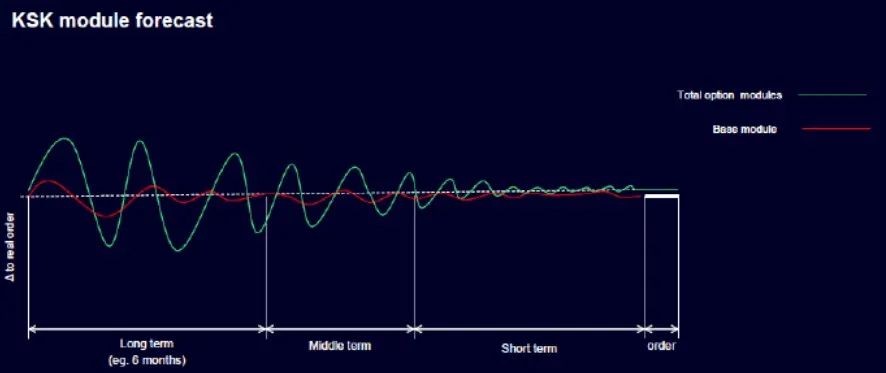
圖 7.KSK 模塊預(yù)測(cè)
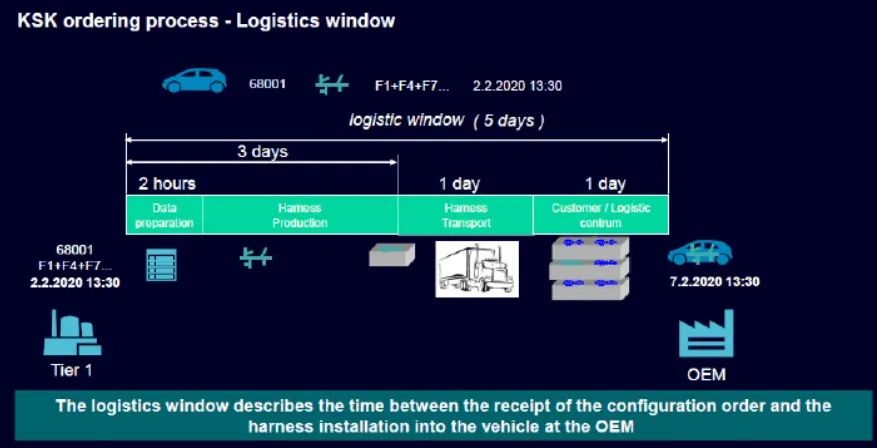
圖 8. 典型訂購(gòu)過(guò)程
圖 8 是汽車(chē) 68001 示例。下午 1:30,線束供應(yīng)商收到 OEM 的訂單數(shù)據(jù),線束生產(chǎn)過(guò)程隨即開(kāi)始。為了保持 OEM 的生產(chǎn)進(jìn)度,OEM 工廠或物流中心必須收到生產(chǎn)時(shí)間和運(yùn)輸時(shí)間,并在汽車(chē)生產(chǎn)開(kāi)始前 24 小時(shí)收到線束。從收到配置訂單到在 OEM 處安裝線束之間的時(shí)間間隔稱(chēng)為物流窗口時(shí)間。由于每個(gè)線束都是復(fù)雜制造流程中的一個(gè)獨(dú)特組件,所以不同線束的物流窗口時(shí)間可能存在很大差異。
所以,對(duì)線束供應(yīng)商而言,從嚴(yán)管理物流窗口時(shí)間以確保準(zhǔn)確和準(zhǔn)時(shí)交貨至關(guān)重要。即使只缺少一個(gè)部件也可能導(dǎo)致整條汽車(chē)生產(chǎn)線停工。線束必須按時(shí)并按正確的順序到達(dá)客戶(hù)的工廠,而且并不是所有的 OEM 都會(huì)要求相同的物流條件。因此,線束供應(yīng)商在設(shè)計(jì)其生產(chǎn)概念時(shí)必須考慮到每個(gè)客戶(hù)的具體條件,這一點(diǎn)十分重要。供應(yīng)商還應(yīng)與客戶(hù)溝通他們?cè)诰€束生產(chǎn)和物流方面的具體情況。例如,在實(shí)施重大工程更改過(guò)程中,供應(yīng)商應(yīng)與客戶(hù)確認(rèn)具體的物流條件。
IT 環(huán)境:
IT 環(huán)境是 KSK 項(xiàng)目的基礎(chǔ),也是項(xiàng)目成功的基礎(chǔ)。IT 是我們到目前為止所討論的所有內(nèi)容(設(shè)計(jì)、工程、生產(chǎn)、物流等)的基本支撐。對(duì)于線束制造商,IT 環(huán)境主要包含三類(lèi)數(shù)據(jù):
?項(xiàng)目數(shù)據(jù)— 例如,啟動(dòng)數(shù)據(jù)、生產(chǎn)量或線束設(shè)計(jì)數(shù)據(jù)
?標(biāo)準(zhǔn)數(shù)據(jù)— 生產(chǎn)方法或過(guò)程時(shí)間
?產(chǎn)出數(shù)據(jù)— 效率水平或日產(chǎn)量
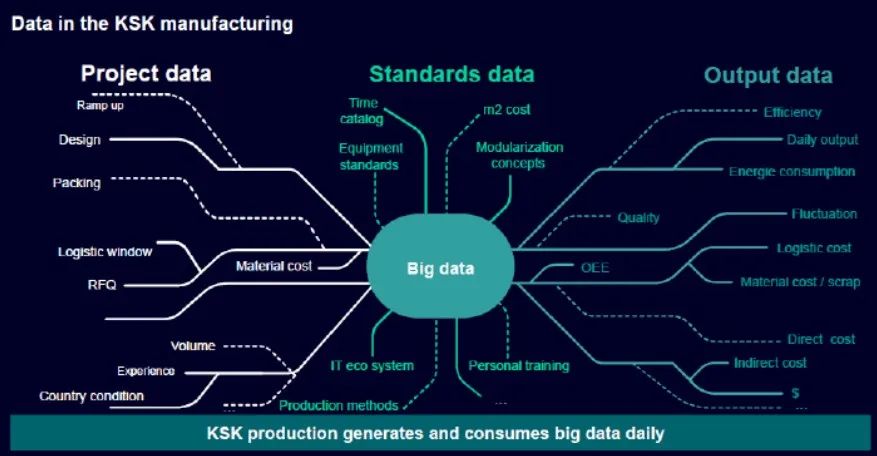
圖 9.KSK 生產(chǎn)中大數(shù)據(jù)的日常生成和使用
KSK 生產(chǎn)每天都會(huì)生成并使用大量數(shù)據(jù)。這些數(shù)據(jù)對(duì)于生產(chǎn)系統(tǒng)的有效運(yùn)行至關(guān)重要。但是,僅有數(shù)據(jù)還不夠。線束制造商必須能夠快速收集數(shù)據(jù)、分類(lèi)和篩選出基本數(shù)據(jù),加以分析以挖掘生產(chǎn)過(guò)程的洞察。
我們可以憑借西門(mén)子的專(zhuān)用軟件解決方案,如 CAPITAL 軟件,與 OEM 和線束制造商合作實(shí)現(xiàn)產(chǎn)品設(shè)計(jì)、產(chǎn)品和制造工程。該軟件是西門(mén)子旗下綜合性、集成式軟件和服務(wù) Xcelerator 產(chǎn)品組合的一部分。該軟件可用于模塊化、生產(chǎn)模塊準(zhǔn)備、裝配板優(yōu)化、時(shí)間計(jì)算、生產(chǎn)線平衡、更改管理、標(biāo)準(zhǔn)作業(yè)指令和生產(chǎn)報(bào)告等任務(wù)。Tecnomatix 產(chǎn)品組合可用于虛擬仿真、分析和可視化生產(chǎn)設(shè)計(jì)。借助該產(chǎn)品組合,制造商可在生產(chǎn)線建成之前就進(jìn)行生產(chǎn)系統(tǒng)優(yōu)化。這些仿真還能用于正在運(yùn)行的生產(chǎn)線而不中斷生產(chǎn),從而基于實(shí)際運(yùn)行數(shù)據(jù)推動(dòng)生產(chǎn)線或工廠的進(jìn)一步優(yōu)化。
此 外,Teamcenter 軟 件 等 產(chǎn) 品 生 命 周 期 管 理 (PLM) 解決方案可管理車(chē)輛配置及其相關(guān)的線束和線束模塊,從而在整個(gè)供應(yīng)鏈中實(shí)現(xiàn)連續(xù)的數(shù)字線程。PLM 環(huán)境還支持在系統(tǒng)、領(lǐng)域和合作伙伴組織之間進(jìn)行快速、準(zhǔn)確和安全的數(shù)據(jù)交換。
結(jié)語(yǔ)
為滿(mǎn)足當(dāng)今汽車(chē)行業(yè)對(duì)先進(jìn)電子功能、ADAS、自動(dòng)駕駛、電氣化和大規(guī)模定制的需求,高效優(yōu)化線束制造的解決方案必不可少。而 KSK 解決方案可以使制造商以高效率和高度適應(yīng)性來(lái)應(yīng)對(duì)這種復(fù)雜性。憑借 KSK 的靈活性、有序規(guī)劃和可持續(xù)性,制造商能夠滿(mǎn)足快速時(shí)間要求,同時(shí)優(yōu)先滿(mǎn)足質(zhì)量要求并盡可能地降低額外成本。
審核編輯 :李倩
-
布線系統(tǒng)
+關(guān)注
關(guān)注
0文章
37瀏覽量
10581 -
工業(yè)物聯(lián)網(wǎng)
+關(guān)注
關(guān)注
25文章
2375瀏覽量
64110
原文標(biāo)題:KSK線束制造法
文章出處:【微信號(hào):wiring-world,微信公眾號(hào):線束世界】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
使用總線別名(Bus Alias)實(shí)現(xiàn)信號(hào)線束的功能
線束綜合測(cè)試靈活高效解決方案


線束測(cè)試儀功能用途介紹

連接器和線束的關(guān)系

安波福淺談HXN5機(jī)車(chē)線束制造方法及關(guān)鍵工藝

6種線束設(shè)計(jì)階段降成本方案
汽車(chē)線束接插件進(jìn)水故障分析與改進(jìn)

線束端子鉚接過(guò)程的注意事項(xiàng)
汽車(chē)線束工廠mes解決方案
汽車(chē)輪線束折痕改進(jìn)措施匯總

線束卡扣的類(lèi)型及應(yīng)用舉例






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論