 KUKA工具之CZ電伺服鉚鉗ECKOLD技術
KUKA工具之CZ電伺服鉚鉗ECKOLD技術
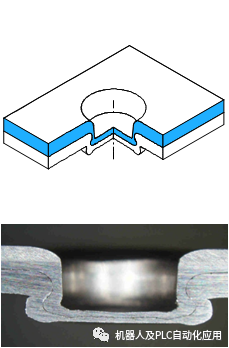
什么是鉚接
?鉚接是用鋼、鋁或不銹鋼制成的板材和型材的連接技術。?鉚接技術允許通過局部冷成型連接兩個或多個細金屬板。?這種接合方法的主要優點在于,正鉚接元件是由要連接的板的材料形成的。因此不需要輔助材料或部件,例如鉚釘或釬焊焊劑。
鉚接的主要特點
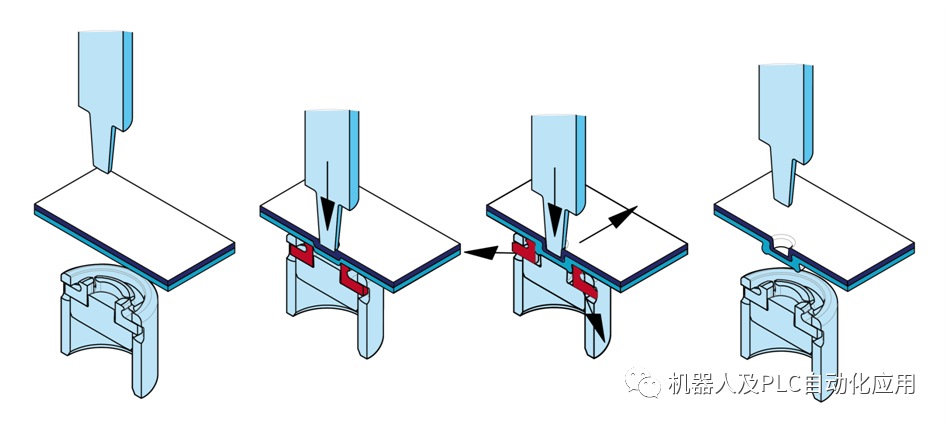
? 鉚接接頭是由工具的一次連續沖程產生的。
? 單程連接可以用具有單側驅動器的機器來實現。
? 各種鉚接工具的幾何形狀滿足單個機器中不同應用的范圍。
? 有或沒有切割的鉚接技術
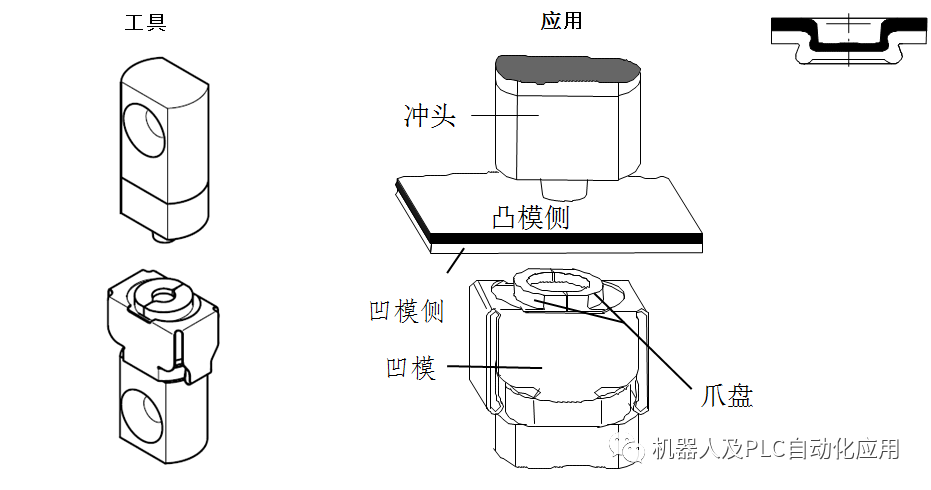
? 沖壓工具套件通常由沖頭和凹模組成(例外:F—DF)。

什么是ECKOLD技術


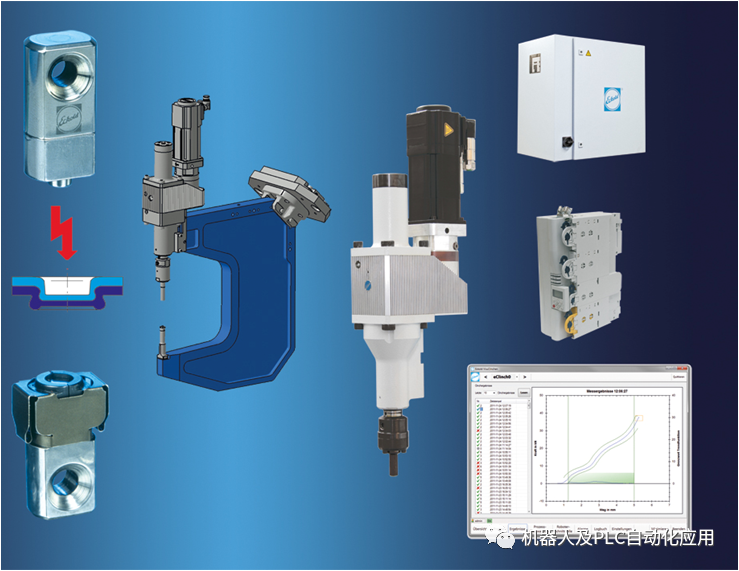
伺服電機驅動單元

安裝在鉚接框架中的驅動單元包括:
1伺服電機
2行星齒輪
3帶主軸的殼體
在驅動側的模具架不是驅動單元組件的一部分,而是形成一個單獨的組件。
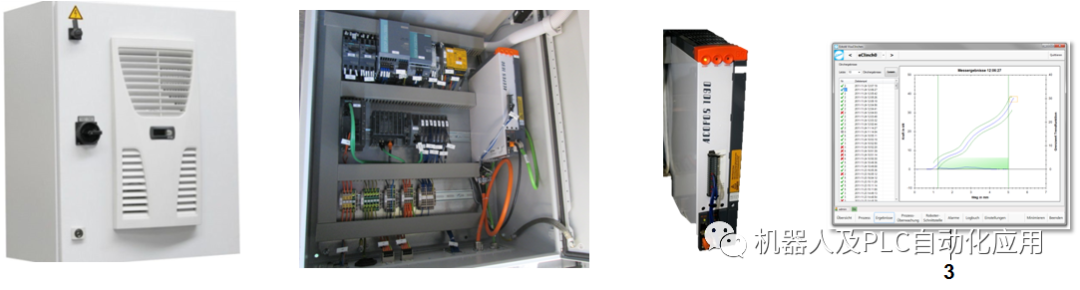
帶有伺服調節器和集成過程監控系統的控制柜,包括軟件:
1.控制柜
2.具有集成過程監控系統的伺服調節器
3.通過ECKOLD軟件(通過客戶提供的系統,在現有工業PC上)進行過程監視和控制的可視化.
過程監控系統
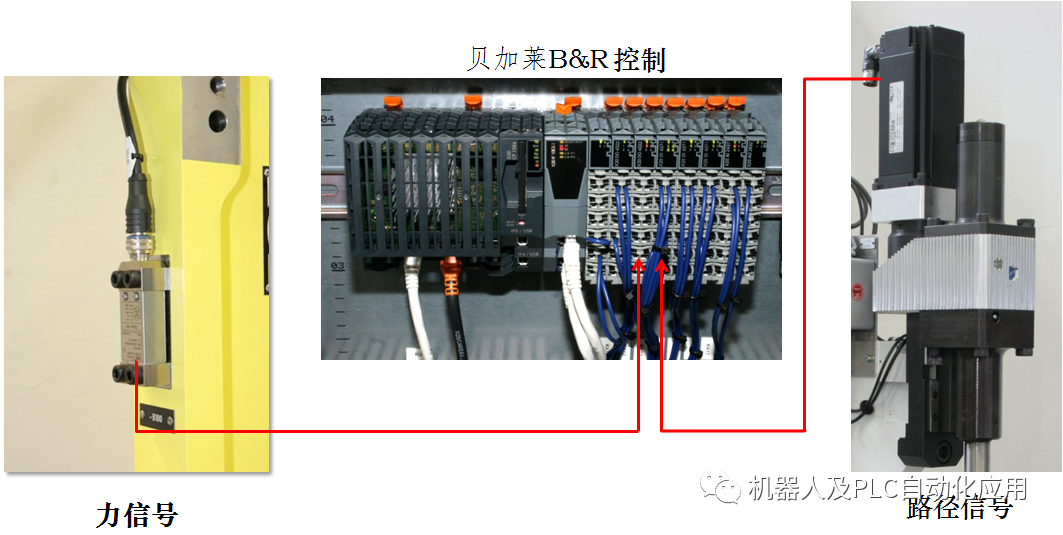
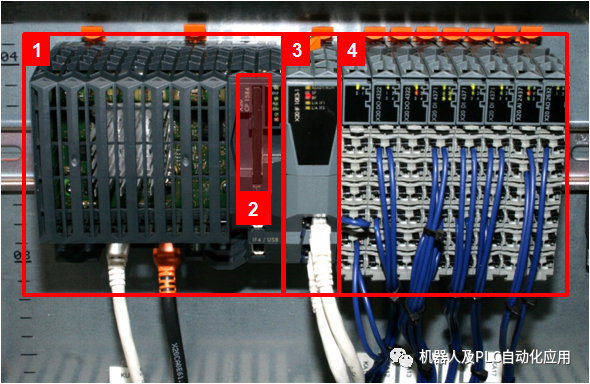
CPU,包括:
1?貝加萊X20 CPU
2?存儲卡
3?帶總線模塊的插槽
4?輸入輸出模塊
所有組件可以很容易地更換,因為他們是插槽式。
使用老CPU的存儲卡!數據不會丟失。
貝加萊ACOPOS伺服驅動器

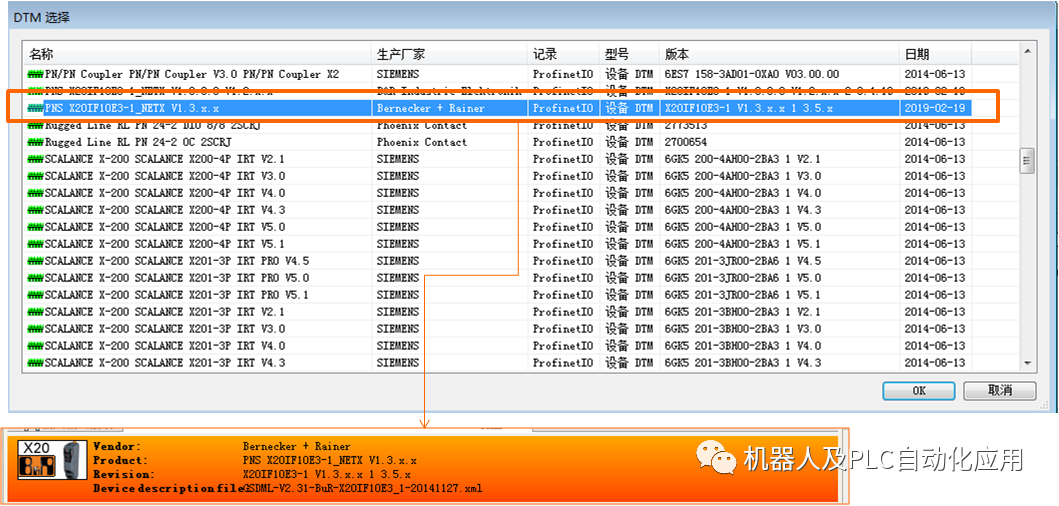
添加CZ鉚鉗的組態
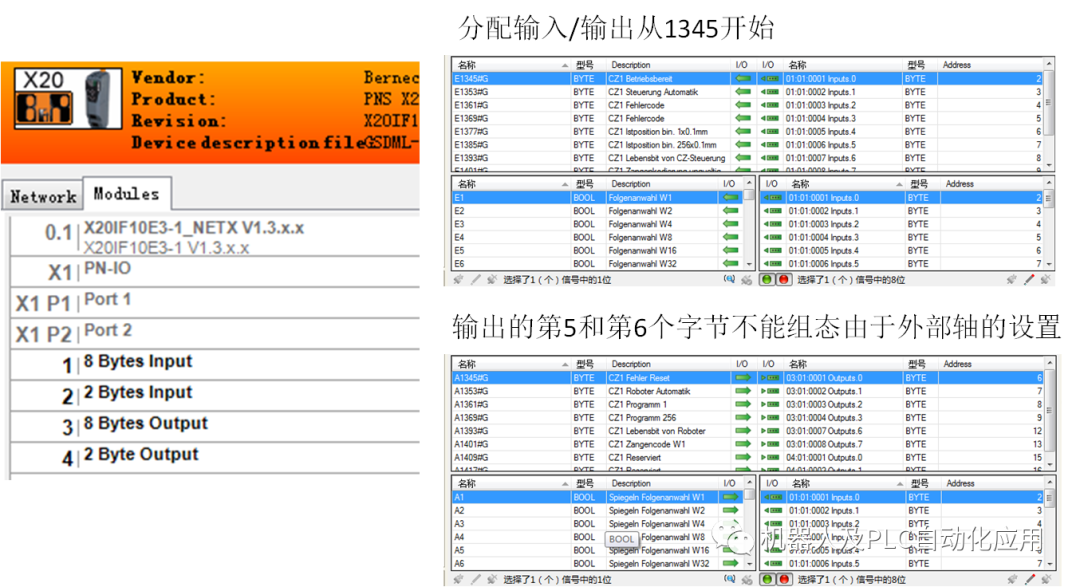
分配IO點
標準程序分析:
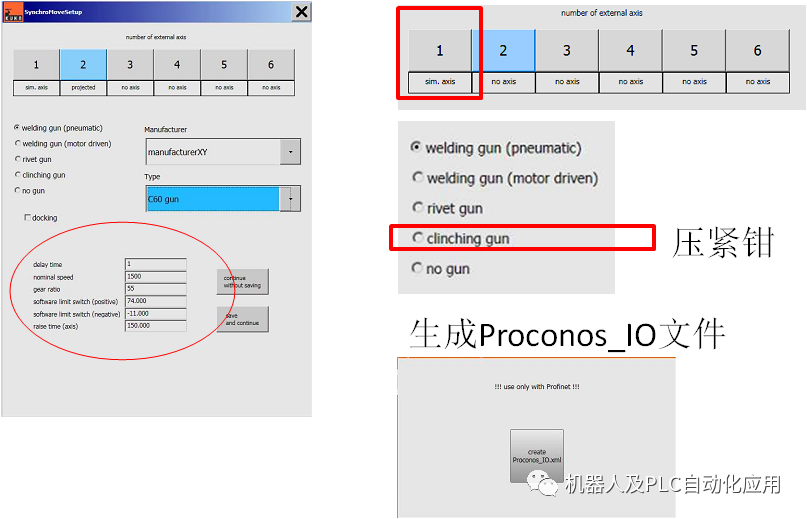
1.CZ 壓鉗需要配置外部軸。(基于8.2系統的大眾VASS05)
標準程序分析:
Makro280 壓接啟動
Makro281 尋找參考位
Makro282 監控開啟/關閉
F538 帶壓鉗
F458 帶噴壓接油 油量的E519報警和E518預警在S7CUP中使用
F454 用在機器人上
M116 = E1345 & !E1349 & E1353 & E1354 &(!E1355 + A1355) & !E1413 & !E1419 & A1356
E1345準備就緒!E1349節能模式已開啟 E1353自動控制 E1354鉗子在原位
!E1355定位有效A1355發布定位!E1413程序錯誤!E1419緊固i.O.
A1356目標位置有效
MAKRO280壓接啟動
A177 = EIN -----------給PLC控制開啟壓緊工作
t12 ( E15 ) = p26[1/10Sek]
WARTE BIS T12 + !E15空運轉時跳到最程序最下步
GOTO Label 1 = E15
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS E1345 & !E1349 + T10 E1345準備就緒 !E1349節能模式關閉
F453 = T10
WARTE BIS E1345 & !E1349
F453 = AUS
A1358 = AUS 關上鉗子
A1355 = EIN 發布定位
t10 ( EIN ) = -20[1/10Sek]
F489 = E1424 錯誤溫度電機
WARTE BIS !E1358 & !E1424 + T10 E1358實現了力量 --E1424錯誤溫度電機
F453 = T10
WARTE BIS !E1358 & !E1424
F453 = AUS
F489 = AUS
t10 ( EIN ) = -60[1/10Sek]
A1358 = EIN 關上鉗子
WARTE BIS E1358 & !E1414 + T10 E1358實現了力量E1414目標位置無效
F453 = T10
t10 ( EIN ) = -10[1/10Sek]
F447 = E1358 & !E1414 & !E1416 & !E1417& !E1420 & !E1421 & !E1422 & !E1424 F447壓接合格
E1358實現了力量 E1414目標位置無效 E1416鉗子運行困難 E1417壓力過低E1420拉拽故障E1421內部備份錯誤
E1422錯誤控制器 E1424錯誤溫度電機
F448 = E1414 + E1416 + E1417 + E1420 + E1421 + E1422 +E1424 -F448壓接不合格,有問題
A1358 = AUS 關閉壓接
WARTE BIS F447 & !F448 + T10 等待壓接合格不故障
F453 = T10
WARTE BIS F447 & !F448 + E27 + E28 -等待壓接不合格 –如果不合格 E27或E28可以跳過去
F453 = AUS
F449 = F448 & E28-F449有故障跳過了
t10 ( EIN ) = -20[1/10Sek]
A1357 = !E1357 -----E1357打開鉗子------ A1357打開鉗子—若果沒有打開鉗口就打開鉗口
WARTE BIS E1357 + T10等待鉗口打開
F453 = T10鉗口打開超時
WARTE BIS E1357等待鉗口打開
F453 = AUS
A1357 = AUS 關閉打開鉗口
A1355 = AUS 關閉接換定位
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS !E1355 + T10等待定位有效關閉
F453 = T10 等待定位有效關閉超時
WARTE BIS !E1355
F453 = AUS
Label 1
A177 = AUS
----------------------------
MAKRO281尋找參考位
A177 = EIN
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS !E1349 + T10 E1349節能模式已開啟
F453 = T10 節能模式關閉超時
WARTE BIS !E1349
F453 = AUS
A1355 = EIN 開啟定位
t10 ( EIN ) = -200[1/10Sek]
A1354 = EIN 尋參
WARTE BIS !E1354鉗沒有在原位
WARTE BIS E1345 & E1354 + T10 鉗子有準備就緒, 鉗子在原位
F453 = T10 校準超時
WARTE BIS E1345 & E1354
F453 = AUS
A1354 = AUS 關閉尋參
F489 = EIN
t10 ( EIN ) = -10[1/10Sek]
WARTE BIS E1345 + T10壓機有準備就緒
F453 = T10
WARTE BIS E1345壓機有準備就緒
F453 = AUS
F489 = AUS
t10 ( EIN ) = -2[1/10Sek]
WARTE BIS T10 & !A1345 關閉故障復位
A1355 = AUS 關閉定位
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS !E1355 + T10定位取消
F453 = T10
WARTE BIS !E1355
F453 = AUS
A177 = AUS
-------------------------------
USER程序分析:
Tech_ CZ Typ =Servo Zange = Nr1 ProgNr = 21 Offset = 40 [1/10 mm] Weg = 60 [1/10 mm]PktNr_SPS = 1 EIN
P1 1?伺服// 2?氣動
P2 = 1 ~CZ1 // 2~ CZ2
P3 = 程序號
P4 = 偏移量 默認可以是 30 (0-150)
P5 = 下模向下移動1 /10毫米(接合后下模自動返回,默認可以是 60)
P6 = 給PLC的進程點號
P7 = 啟動USER
電子壓機的開口限位的查找:
$SOFTP_END[7]=96.0
$SOFTN_END[7]=12.0
“Punkt schon geclincht”點已彎曲
IF(PAR6==$COUNT_I[I_Arbpkt_Nr]) AND NOT (PAR6==0)THEN
MLD(7,#QuitMsg); 點已彎曲
ENDIF
計數器32 與P6值不能重復
例,壓接點:
PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=5[1/100s]P 壓接點
1: FB PSPS = EIN
2: A23 = AUS
3: WARTE BIS !E16 & E23
4: Tech_ CZ Typ =Servo Zange = Nr1 ProgNr =21 Offset = 40 [1/10 mm] Weg = 60
[1/10 mm] PktNr_SPS = 1 EIN
使用鉗號1程序號21 Offset機器人定極臂壓接距離4mm
Weg壓接后離件6mm 進程號1
5: SPSMAKRO280 = E1348E1348使用 壓鉗開始鉚接
審核編輯 :李倩
-
驅動器
+關注
關注
52文章
8227瀏覽量
146259 -
伺服
+關注
關注
16文章
650瀏覽量
40952 -
KUKA
+關注
關注
3文章
217瀏覽量
16516
原文標題:KUKA工具之CZ電伺服鉚鉗ECKOLD技術
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
Multicomp Pro新款鉗型表MP760609介紹
激光焊接技術在焊接醫療熱活檢鉗的工藝應用

激光焊接機在焊接胃鏡活栓鉗的優點有哪些

伺服驅動器不上電是什么原因
M9航空插座4針需用專用型鉚壓磨具鉚壓嗎

貿澤開售Microchip Technology PIC32CZ CA MCU 保護工業和汽車應用安全
示波器電流鉗衰減比的設置方法及應用
激光焊接機在焊接活檢鉗的技術應用

使用示波器電流鉗的設置方法

伺服電缸和伺服壓機區別 伺服電缸能取代液壓油缸嗎






 工商網監
工商網監
評論