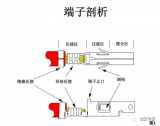
") 什么是壓接?壓接三要素
什么是壓接?壓接三要素
什么是壓接?
壓接是在導(dǎo)線和端子接觸區(qū)域施加壓力使其成型,實現(xiàn)緊密連接的工藝。
無焊連接技術(shù)最早源于AMP1941年提出。
壓接的要求
在壓接端子與導(dǎo)線之間提供不可分離的,長時間可靠的電氣和機械連接。
壓接應(yīng)便于生產(chǎn)加工。
壓接的優(yōu)勢:
1通過計算即可得出適合特定線徑范圍和料厚的壓接結(jié)構(gòu)
2僅調(diào)整壓接高度即可用于不同線徑壓接
3通過連續(xù)沖壓生產(chǎn)實現(xiàn)低成本
4壓接自動化
5苛刻環(huán)境下性能穩(wěn)定
壓接三要素
一.合格壓接的要求:
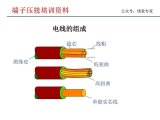
1.導(dǎo)線:
1)選用線徑符合壓接端子適用性要求
2)剝線符合要求(長度適合,不損鍍層,末端不
開裂分叉)
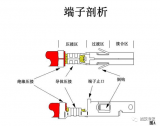
2.Terminal 端子
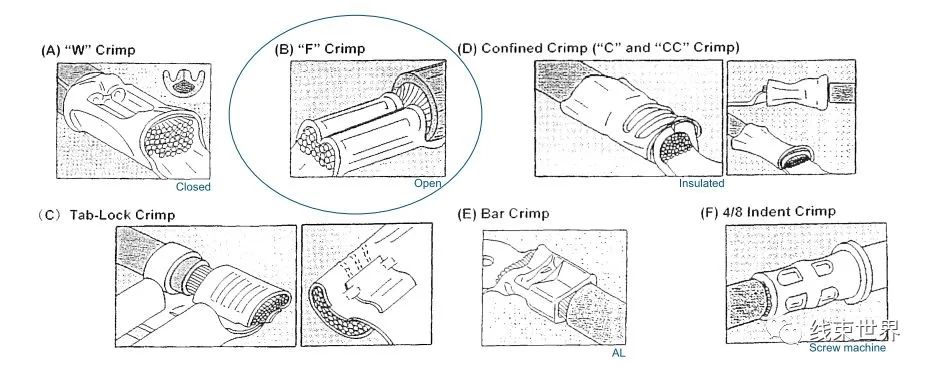
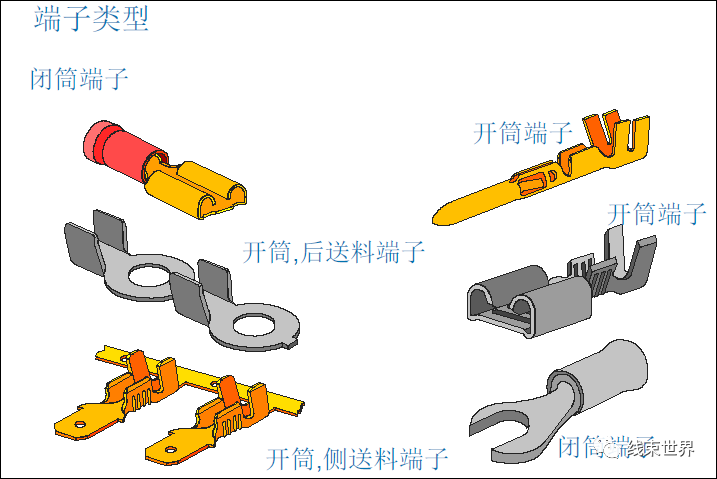
1)按形式不同,分為開筒式和閉筒式
2)按鍍層不同,分為鍍錫,鍍銀,鍍金,鍍鎳等
3)按是否含絕緣壓接或密封部分進行區(qū)分
3.壓接工具
二,壓接準備:端子選用
三.壓接準備:剝線要求
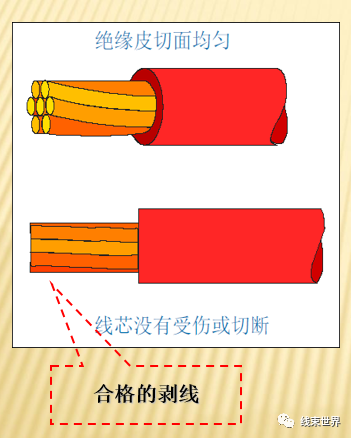
導(dǎo)線剝皮的應(yīng)注意下面常規(guī)的要求
1) 導(dǎo)線(0.5mm2及以下,且股數(shù)小于等于7芯線),不可被破壞或切割;
2) 導(dǎo)線(0.5mm2到6.0mm2,且股數(shù)大于7芯線),芯線被破壞或切割根數(shù)不大于6.25%;
3) 導(dǎo)線(6mm2以上),芯線被破壞或切割根數(shù)不大于10%;
4) 非剝線區(qū)域絕緣皮不允許有破損
5) 剝線區(qū)域不允許有殘留絕緣皮。
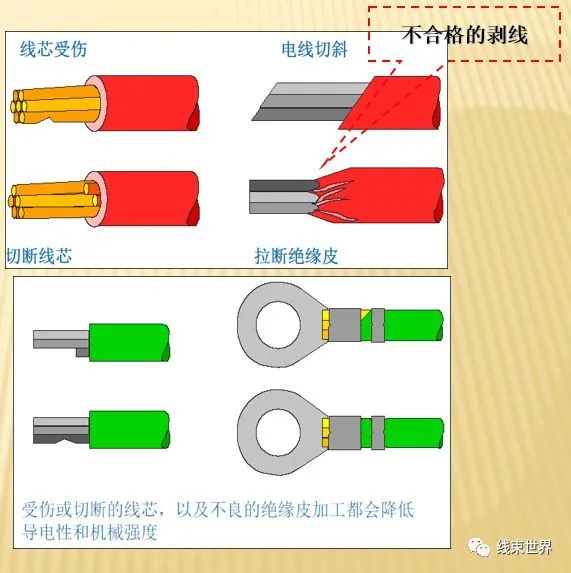
注意:當然很多端子壓接標準,比如VW60330最新標準, USCAR 21等等,都已經(jīng)不一樣一根股絲斷裂或者損傷
壓接模具和刀片

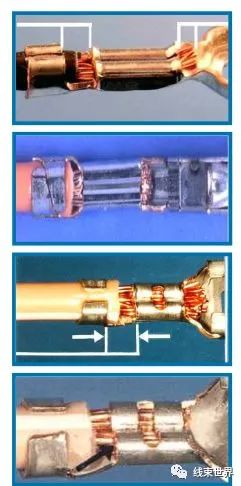
壓接產(chǎn)品
單線壓接
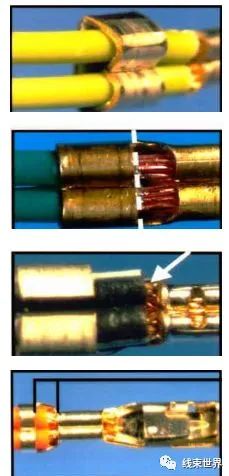
雙線壓接
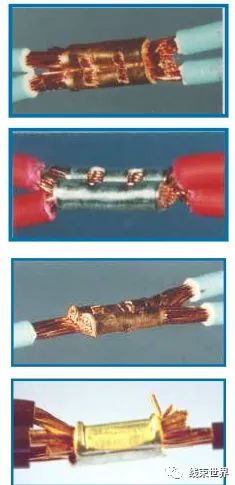
多線壓接
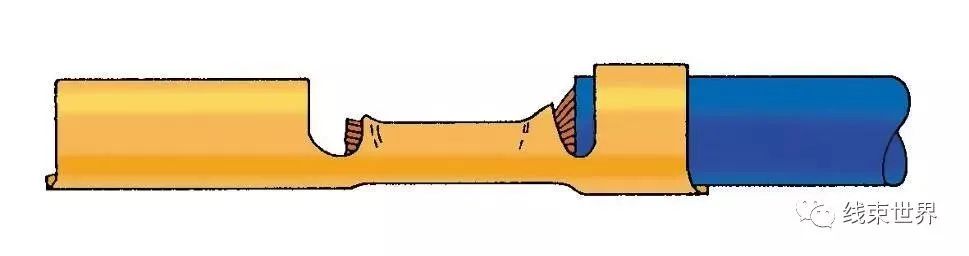
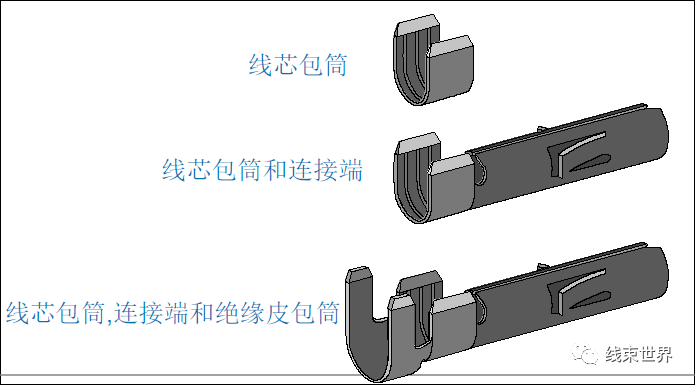
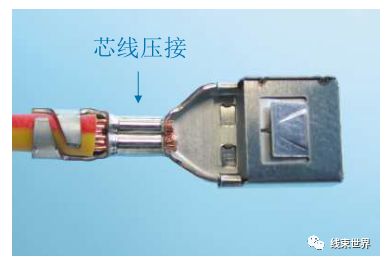
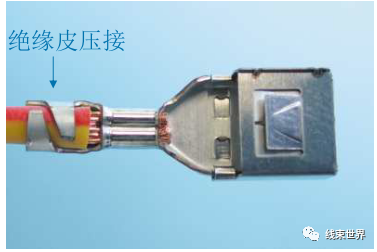
芯線壓接與絕緣皮壓接
1 芯線壓接與絕緣皮壓接有一定的區(qū)別:
2芯線壓接保證了端子與電線的良好連接
3絕緣皮壓接是為了減少震動以及移動對芯線壓接的影響
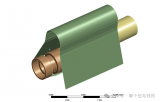
壓接過程
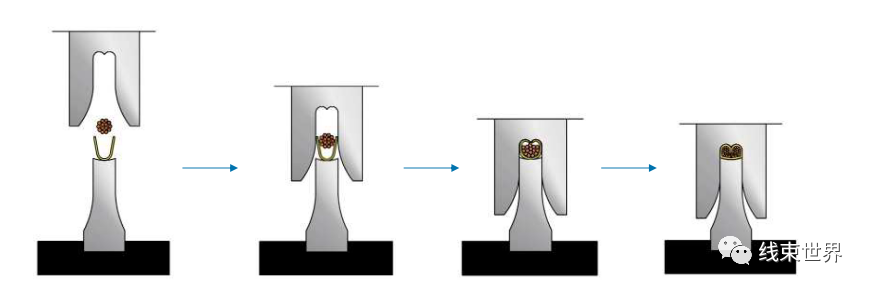
1 壓接刀具打開,端子放置在下刀上,導(dǎo)線由手或機械設(shè)備送至合適的位置。
2上刀向下移動,把導(dǎo)線壓入包筒
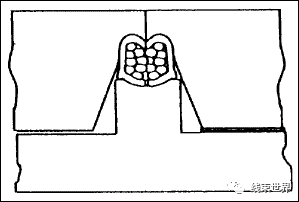
3包筒隨上刀折彎,壓接成型
4設(shè)定的壓接高度保證了壓接質(zhì)量
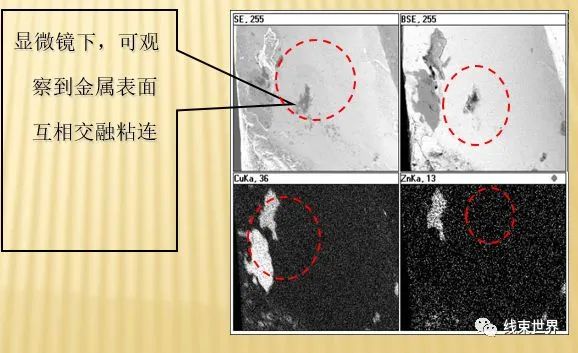
壓接原理
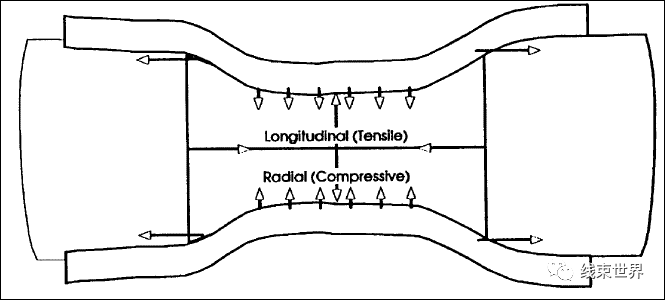
壓接過程中,導(dǎo)體受到套管的擠壓,在經(jīng)度和緯度兩個方向上均發(fā)生形變,形成冷焊:
? 導(dǎo)體與套管表面的原氧化膜變形破裂
? 導(dǎo)體與端子套管的純凈金屬表面充分緊密接觸
? 擠壓變形過程中的微運動
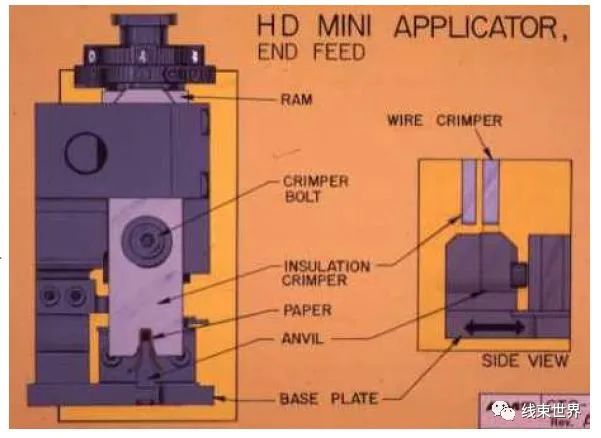
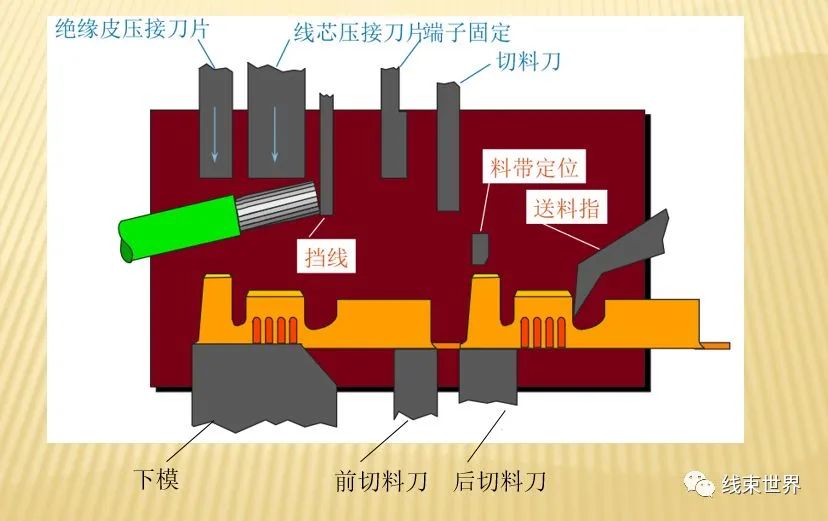
放線位置(后送料)
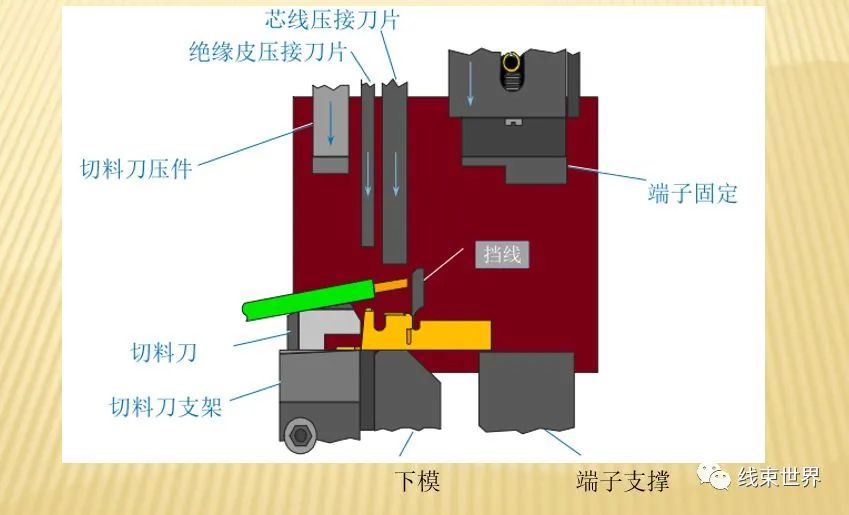
放線位置(側(cè)送料)
審核編輯 :李倩
-
端子
+關(guān)注
關(guān)注
2文章
537瀏覽量
29265 -
壓接技術(shù)
+關(guān)注
關(guān)注
1文章
46瀏覽量
6918
原文標題:端子壓接原理簡介
文章出處:【微信號:wiring-world,微信公眾號:線束世界】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
航空插頭的靈活舞者——壓接款的優(yōu)勢與應(yīng)用

壓接式N頭連接器安裝方便嗎

旗型端子的壓接目標與缺陷
壓接式N頭對設(shè)備連接的重要性

壓接式N頭防震嗎
F型母頭壓接時為什么會出現(xiàn)不良

5pinM8公頭壓接工具有何講究

六邊形壓接 VS B型壓接

線束制造中的B壓接與六角壓接技術(shù)解析

壓接3芯M9插座時需注意壓接深度嗎

Molex端子壓接工藝技術(shù)標準
電線壓接銅鼻子規(guī)范操作與技巧解析

一文解析Molex端子壓接工藝技術(shù)標準
探索壓接設(shè)計仿真技術(shù)





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論