 剖分式滑動軸承(軸瓦)的刮研方法
剖分式滑動軸承(軸瓦)的刮研方法
隨著市場經濟的發展和國家能源政策的實施,礦山、水泥、鋼鐵和電力等行業的設備都朝著大型化方向發展,大型電機的需求也越來越多。大型電機軸承選用的大多是剖分式向心滑動軸承,其材料主要為巴氏合金。裝配時,一般都采用刮研的方法來達到其精度要求,保證其使用性能。
因此,刮研的質量對電機的正常運轉至關重要,并直接影響著電機的使用壽命。刮研質量不好,電機在試車時很容易在極短的時間內造成軸瓦由局部粘損發展到大部分粘損,直至抱軸燒瓦不能使用。所以在刮研軸瓦時都由技術經驗豐富的鉗工操作。
下面介紹剖分式滑動軸承(軸瓦)的刮研方法。
1軸瓦與軸承座和軸承蓋的配合要求
(1)下軸瓦的瓦背與軸承座的接觸面積應大于70%,而且分布均勻,其接觸范圍角應大于150°,其余允許有間隙部分的間隙不大于0.05mm。
(2)上軸瓦的瓦背與軸承蓋的接觸面積應大于60%,且分布均勻,其接觸范圍角應大于120°,允許有間隙部位的間隙應不大于0.05mm。
2軸瓦刮研的技術要求
2.1接觸角與接觸斑點要求
軸瓦的接觸角在60°~120°范圍內,輕載選小值,重載選大值;一般要求在60°(或120°)圓弧內,每平方厘米面積上均布的接觸點數,下軸瓦應有兩個以上,上軸瓦應有一個以上。
2.2油槽與瓦口油槽帶
(1)剖分式滑動軸承,油槽一般都開在受力較小的上瓦上。截面為半圓弧形,沿上瓦內周180°分布,由機械加工而成。由于上瓦有間隙量存在,潤滑油很容易進入上瓦面與軸之間,其主要作用是能將潤滑油暢通地注入軸瓦內側(徑向)的瓦口油槽帶。
(2)瓦口油槽帶分布在上、下軸瓦結合部位處(兩側)。油槽帶成圓弧楔形,瓦口結合面處向外側深度一般在1mm~3mm,油槽帶寬度一般為8m m~40m m,油槽帶單邊距軸瓦端面的尺寸一般為8mm~25mm。油槽帶的長度為軸瓦軸向長度的85%左右,是一個能存較大量的潤滑油的帶狀油槽,便于軸瓦與軸的潤滑與冷卻。
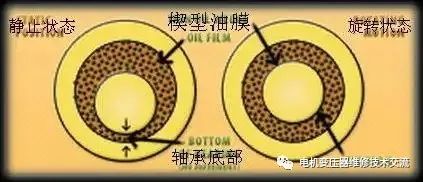
2.3潤滑油楔
潤滑油楔位于接觸角之內油槽帶與軸瓦的連接處,由手工刮研而成(俗稱刮瓦口)。其主要作用有兩個:一是存油冷卻軸瓦與軸;二是利用其圓弧楔角,在軸旋轉的帶動下,將潤滑油連接不斷地吸向承載部分,形成油膜,使軸瓦與軸得到充分的潤滑。潤滑油楔部分是由兩段不規則圓弧組成的一個圓弧楔角,它將油槽帶和軸瓦工作接觸面光滑地連接起來。刮研潤滑油楔,要在軸瓦精刮基本結束時進行,不宜提前刮研。
2.4軸瓦的頂間隙與側間隙
(1)軸瓦的頂間隙,在無特殊要求時,根據經驗可取軸直徑的1‰~2‰,應根據轉速、載荷和潤滑油粘度在這個范圍內選取。
(2)軸瓦的側間隙,在無特殊要求時,每側間隙為頂間隙的1/2;對于頂間隙較小者,每側間隙等于頂間隙。軸瓦的側間隙是根據需要由人工刮研出來的,側隙部位由瓦口的結合面處延伸到規定的工作接觸角度區,軸向地與油槽帶、潤滑楔角相接,此部位是不應與軸有接觸的,刮削時應注意這點。側隙與瓦口平面處的尖角應倒角,視軸瓦大小,一般為1×45°~3×45°。
3剖分式軸瓦的刮研過程
3.1瓦背的刮研
應以瓦座與瓦蓋為基準,用著色法,涂以紅鉛粉檢查上、下軸瓦接觸情況,用細銼銼削瓦背進行修研,直至達到要求為止。
3.2粗刮軸瓦
(1)把上、下軸瓦的機械加工刀痕輕刮一遍,要求瓦面應全部刮到,刮研均勻,將加工痕跡刮掉。
(2)在軸頸上涂一層薄薄的顯示劑(紅鉛粉或其它),與上、下軸瓦研點粗刮幾遍,待接觸面積與研點分布均勻后,可轉入細刮。粗刮時應注意,不可將瓦口部分刮虧了,要求180°范圍全面接觸。
3.3細刮軸瓦
細刮軸瓦時,上、下軸瓦應加墊(瓦口結合面),裝配后刮研兩端軸瓦,在瓦上涂紅鉛粉,用軸研點。開始壓緊裝配時,壓緊力應均勻,軸不要壓得過緊,能轉動即可,隨刮、隨撤墊,隨壓緊。此時,也應注意不要將瓦口刮虧了,經多次刮研后,軸瓦接觸面斑點較密的分布均勻即可。

3.4精刮軸瓦
精刮的目的是要將接觸斑點及接觸面積刮研到規定的技術要求。這時不用顯示劑,略加一點汽輪機油,研點方法與細刮相同,點子由大到小,由深到淺,由疏到密,大的點子在刮研過程中,可用刮刀破開變成密集的小點子,經過多次刮研,逐漸刮至符合要求為止。在精刮將要結束時,將潤滑油楔(開瓦口)側間隙刮研出來,使其達到軸瓦的使用性能,這一點非常重要。
審核編輯 :李倩
-
電機
+關注
關注
142文章
9002瀏覽量
145346 -
軸承
+關注
關注
4文章
2110瀏覽量
31154
原文標題:大型電機滑動軸承刮研的技術要求和方法
文章出處:【微信號:wwygzxcpj,微信公眾號:電機技術及應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
滑動變阻器的測試與調試方法
滑動變阻器的接線方法 滑動變阻器的常見故障與維修
分壓接法對滑動變阻器的要求有哪些
分壓式滑動變阻器的分類和使用方法
滑動變阻器的工作原理、結構特點及使用方法
滑動變阻器滑片位置的調整方法
滑動變阻器接線柱的連接方法






 工商網監
工商網監
評論