") 切削用量的選擇原則
切削用量的選擇原則
數(shù)控編程時,編程人員必須確定每道工序的切削用量,并以指令的形式寫入程序中。切削用量包括切削速度、背吃刀量及進(jìn)給速度等。對于不同的加工方法,需要選用不同的切削用量。
1、切削用量的選擇原則
粗加工時,一般以提高生產(chǎn)率為主,但也應(yīng)考慮經(jīng)濟(jì)性和加工成本;半精加工和精加工時,應(yīng)在保證加工質(zhì)量的前提下,兼顧切削效率、經(jīng)濟(jì)性和加工成本。具體數(shù)值應(yīng)根據(jù)機(jī)床說明書、切削用量手冊,并結(jié)合經(jīng)驗而定。
從刀具的耐用度出發(fā),切削用量的選擇順序是:先確定背吃刀量,其次確定進(jìn)給量,最后確定切削速度。
2、背吃刀量的確定
背吃刀量由機(jī)床、工件和刀具的剛度來決定,在剛度允許的條件下,應(yīng)盡可能使背吃刀量等于工件的加工余量,這樣可以減少走刀次數(shù),提高生產(chǎn)效率。
確定背吃刀量的原則:
1)在工件表面粗糙度值要求為Ra12.5μm~25μm時,如果數(shù)控加工的加工余量小于5mm~6mm,粗加工一次進(jìn)給就可以達(dá)到要求。但在余量較大,工藝系統(tǒng)剛性較差或機(jī)床動力不足時,可分多次進(jìn)給完成。
2)在工件表面粗糙度值要求為Ra3.2μm~12.5μm時,可分粗加工和半精加工兩步進(jìn)行。粗加工時的背吃刀量選取同前。粗加工后留0.5mm~1.0mm余量,在半精加工時切除。
3)在工件表面粗糙度值要求為Ra0.8μm~3.2μm時,可分粗加工、半精加工、精加工三步進(jìn)行。半精加工時的背吃刀量取1.5mm~2mm。精加工時背吃刀量取0.3mm~0.5mm。
3、進(jìn)給量的確定
進(jìn)給量主要根據(jù)零件的加工精度和表面粗糙度要求以及刀具、工件的材料選取。最大進(jìn)給速度受機(jī)床剛度和進(jìn)給系統(tǒng)的性能限制。
確定進(jìn)給速度的原則:
1)當(dāng)工件的質(zhì)量要求能夠得到保證時,為提高生產(chǎn)效率,可選擇較高的進(jìn)給速度。一般在100~200m/min范圍內(nèi)選取。
2)在切斷、加工深孔或用高速鋼刀具加工時,宜選擇較低的進(jìn)給速度,一般在20~50m/min范圍內(nèi)選取。
3)當(dāng)加工精度,表面粗糙度要求高時,進(jìn)給速度應(yīng)選小些,一般在20~50m/min范圍內(nèi)選取。
4)刀具空行程時,特別是遠(yuǎn)距離“回零”時,可以選擇該機(jī)床數(shù)控系統(tǒng)設(shè)定的最高進(jìn)給速度。
4、主軸轉(zhuǎn)速的確定
主軸轉(zhuǎn)速應(yīng)根據(jù)允許的切削速度和工件(或刀具)直徑來選擇。其計算公式為:
n=1000v/πD
v----切削速度,單位為m/min,由刀具的耐用度決定;
n-- -主軸轉(zhuǎn)速,單位為 r/min;
D----工件直徑或刀具直徑,單位為mm。
計算的主軸轉(zhuǎn)速n最后要根據(jù)機(jī)床說明書選取機(jī)床有的或較接近的轉(zhuǎn)速。
總之,切削用量的具體數(shù)值應(yīng)根據(jù)機(jī)床性能、相關(guān)的手冊并結(jié)合實際經(jīng)驗用類比方法確定。同時,使主軸轉(zhuǎn)速、切削深度及進(jìn)給速度三者能相互適應(yīng),以形成最佳切削用量。
參考公式:
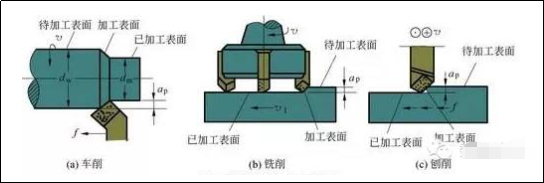
一)背吃刀量(切削深度)ap
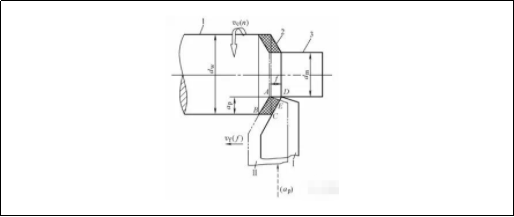
工件已加工表面與待加工表面間的垂直距離稱為背吃刀量。背吃刀量是通過切削刃基點(diǎn)并垂直于工作平面的方向上測量的吃刀量,是每次進(jìn)給時車刀切入工件的深度,故又稱為切削深度。根據(jù)此定義,如在縱向車外圓時,其背吃刀量可按下式計算:
a p = ( d w — d m ) /2
式中 a p——背吃刀量( mm );
d w ——工件待加工表面直徑( mm );
dm ——工件已加工表面直徑( mm )。
例一:已知工件待加工表面直徑為 Φ95mm;現(xiàn)一次進(jìn)給車至直徑為 Φ90mm,求背吃刀量。
解:a p = ( d w — d m ) /2= (95 —90) /2=2.5mm
二)進(jìn)給量 f
工件或刀具每轉(zhuǎn)一周時,刀具與工件在進(jìn)給運(yùn)動方向上的相對位移量。
根據(jù)進(jìn)給方向的不同,分為縱進(jìn)給量和橫進(jìn)給量,縱進(jìn)給量是指沿車床床身導(dǎo)軌方向的進(jìn)給量,橫進(jìn)給量是指垂直于車床床身導(dǎo)軌方向的進(jìn)給量。
注:進(jìn)給速度 v f 是指切削刃上選定點(diǎn)相對工件進(jìn)給運(yùn)動的瞬時速度。
v f=fn
式中 v f ——進(jìn)給速度( mm/s );
n ——主軸轉(zhuǎn)速( r/s );
f ——進(jìn)給量( mm /s)。
三)切削速度 v c
切削刃上選定點(diǎn)相對于工件的主運(yùn)動的瞬時速度。計算公式如下 :
v c=( π d w n )/1000
式中 v c ——切削速度 (m/min) ;
dw ——工件待加工表面直徑( mm );
n ——工件轉(zhuǎn)速( r/min)。
在計算時應(yīng)以最大的切削速度為準(zhǔn),如車削時以待加工表面直徑的數(shù)值進(jìn)行計算,因為此處速度最高,刀具磨損最快。
例二:車削直徑為Φ60mm的工件的外圓,選定的車床主軸轉(zhuǎn)速為600r/min,求vc.
解:v c=( π d w n )/1000 = 3.14x60x600/1000 = 113 m/min
在實際生產(chǎn)中,往往是已知工件直徑的,根據(jù)工件材料,刀具材料和加工要求等因素選定切削速度,再將切削速度換算成車床主軸轉(zhuǎn)速,以便調(diào)整車床,得到已下式子:
n=( 1000v c)/ π d w
例三:在CA6140型臥式車床上車削Φ260mm的帶輪外圓,選擇vc為90m/min,求n。
解:n=( 1000v c)/ π d w=(1000x90)/ (3.14x260) =110r/min
計算出車床主軸轉(zhuǎn)速后,應(yīng)選取與銘牌上接近的值,即選取n=100r/min作為車床的實際轉(zhuǎn)速。
三、小結(jié):
切削用量
1.背吃刀量ap(mm) ap= (dw - dm) / 2 (mm)
2.進(jìn)給量 f(mm/r)
3.切削速度vc(m/min) Vc=∏dn/1000(m/min)
n=1000vc/∏d(r/min)
審核編輯 :李倩
-
刀具
+關(guān)注
關(guān)注
0文章
46瀏覽量
9711 -
切削
+關(guān)注
關(guān)注
0文章
17瀏覽量
7770
原文標(biāo)題:切削速度,吃刀量,進(jìn)給速度三者關(guān)系及計算公式
文章出處:【微信號:AMTBBS,微信公眾號:世界先進(jìn)制造技術(shù)論壇】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
電壓放大器在超聲橢圓振動切削裝置穩(wěn)定性控制方法研究中的應(yīng)用
平衡電阻大小如何確定,平衡電阻阻值大小的選擇原則
數(shù)控車床加工工藝的技巧
數(shù)控車床加工的工藝技巧介紹
詳解SMT工藝的五球原則
提升切削車床實現(xiàn)遠(yuǎn)程運(yùn)維,提升生產(chǎn)管理水平
金屬切削機(jī)床數(shù)據(jù)采集遠(yuǎn)程監(jiān)控系統(tǒng)方案

差動保護(hù)動作電流整定原則
利用AI構(gòu)建實用量子計算應(yīng)用

電動機(jī)的基本選擇原則
分壓接法滑動變阻器選擇原則
ATA-1372A寬帶功率放大器在銑刀切削磨損測試中的應(yīng)用
數(shù)控加工工藝處理的原則和步驟是什么
ATA-2032:高壓放大器的選型原則是什么

- 設(shè)計技術(shù)
- 可編程邏輯
- 電源/新能源
- MEMS/傳感技術(shù)
- 測量儀表
- 嵌入式技術(shù)
- 制造/封裝
- 模擬技術(shù)
- RF/無線
- 接口/總線/驅(qū)動
- 處理器/DSP
- EDA/IC設(shè)計
- 存儲技術(shù)
- 光電顯示
- EMC/EMI設(shè)計
- 連接器
- 行業(yè)應(yīng)用
- LEDs
- 汽車電子
- 音視頻及家電
- 通信網(wǎng)絡(luò)
- 醫(yī)療電子
- 人工智能
- 虛擬現(xiàn)實
- 可穿戴設(shè)備
- 機(jī)器人
- 安全設(shè)備/系統(tǒng)
- 軍用/航空電子
- 移動通信
- 工業(yè)控制
- 便攜設(shè)備
- 觸控感測
- 物聯(lián)網(wǎng)
- 智能電網(wǎng)
- 區(qū)塊鏈
- 新科技
- 特色內(nèi)容
- 專欄推薦
- 學(xué)院
- 設(shè)計資源
- 設(shè)計技術(shù)
- 電子百科
- 電子視頻
- 元器件知識
- 工具箱
- VIP會員
- 最新技術(shù)文章
- 供應(yīng)鏈服務(wù)
- 硬件開發(fā)
- 華秋電路
- 華秋商城
- 華秋智造
- nextPCB
- BOM配單
- 媒體服務(wù)
- 網(wǎng)站廣告
- 在線研討會
- 活動策劃
- 新聞發(fā)布
- 新品發(fā)布
- 小測驗
- 設(shè)計大賽
- 華秋
- 關(guān)于我們
- 投資關(guān)系
- 新聞動態(tài)
- 加入我們
- 聯(lián)系我們
- 舉報投訴
- 社交網(wǎng)絡(luò)
- 微博
- 移動端
- 發(fā)燒友APP
- 硬聲APP
- WAP
- 聯(lián)系我們
- 廣告合作
- 王婉珠:wangwanzhu@elecfans.com
- 內(nèi)容合作
- 黃晶晶:huangjingjing@elecfans.com
- 內(nèi)容合作(海外)
- 張迎輝:mikezhang@elecfans.com
- 供應(yīng)鏈服務(wù) PCB/IC/PCBA
- 江良華:lanhu@huaqiu.com
- 投資合作
- 曾海銀:zenghaiyin@huaqiu.com
- 社區(qū)合作
- 劉勇:liuyong@huaqiu.com
-
關(guān)注我們的微信

-
下載發(fā)燒友APP

-
電子發(fā)燒友觀察



版權(quán)所有 ? 湖南華秋數(shù)字科技有限公司
長沙市望城經(jīng)濟(jì)技術(shù)開發(fā)區(qū)航空路6號手機(jī)智能終端產(chǎn)業(yè)園2號廠房3層(0731-88081133)
電子發(fā)燒友 (電路圖) 湘公網(wǎng)安備43011202000918 工商網(wǎng)監(jiān)
湘ICP備2023018690號-1
工商網(wǎng)監(jiān)
湘ICP備2023018690號-1
評論