 金屬3D打印模具工藝為何是模具行業必備技術
金屬3D打印模具工藝為何是模具行業必備技術
受疫情及國外大環境的影響,華南、華東等地客戶新產品的迭代速度和頻率也遭遇影響。我們3D打印主要致力于模具的應用,模具的應用是來自于新的產品,如果有新產品的迭代,我們會開發更多新的模具。現在大環境還不是很樂觀,金屬3D打印落地模具的應用也銳減不少。在這樣的危機中,我們醞釀新機更要通過增材制造,通過金屬3D打印去提高我們模具的整體制造水平,縮短我們的成型周期,提高我們的產品質量,加快我們新產品開發速度。
近日,制造探囊第13期“金屬3D打印模具工藝”由廣東模科激光公司楊建京主講,一個18年老兵的模具經驗,帶我們充分了解金屬3D打印在模具領域的助推作用。

金屬3D打印模具工藝為何是模具行業必備技術,所謂的模具行業必備技術,我有兩層意思。第一,目前階段不是說我們所有模具一定要采用金屬3D打印來做,我們更需要把它當作一個備選工藝方案去賦能我們的模具。第二,后續隨著金屬3D打印行業的快速發展,成本及技術成熟度更加深入落地,那就是模具行業加工工藝的必備技術了。
我們講金屬3D打印模具的應用,目前了解更多的是隨型水路。但是,金屬3D打印模具僅僅只有隨型水路的應用還很難成為模具加工細分工藝的新秀,除了隨形水路,我們還有沒有其它可以開發的?需要我們從業者、客戶一起攜手開拓。
關于金屬3D打印,我們從2010年開始對接市場, 對于我們接觸3D打印的硬度以及切削效果,包括常規的全打印以及嫁接打印等,如何來定性?我相信35%的老板并還并不是很了解。當然,對于一些長期使用,產品質量得到快速,注塑周期大幅縮短已嘗到了金屬3D打印模具帶來的經濟效益,得到他們客戶好評的一些模塑企業老板們;他們使用的經驗以及對工藝了解的深度,甚至比我們一些同行的銷售了解的還更多。
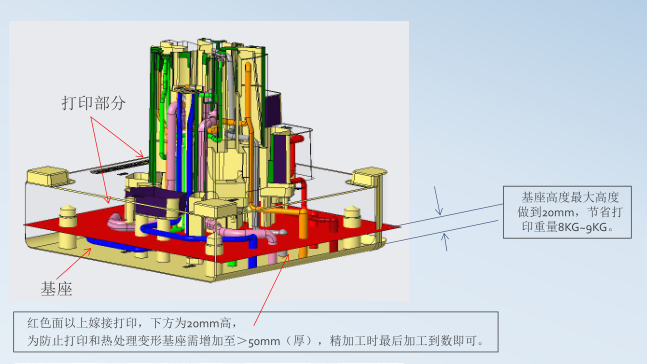
案例【汽車塑件模具鑲件】四邊平整中凸深腔工件,對于基座的厚度是有一定要求的。如果基座偏薄,這個工件打印下來,一般情況下都有可能會出現變形,導致精加過切等問題。比如有一個案例,四角它只有一個虎口,其它長寬四面平整,中間膠位高度大概在80mm,整體沒有任何的骨位結構,也相當于是平板式的,在模仁中間拔地而起一棟“高樓”(膠位結構)。這個工件我們在打印以及熱處理過程中,基座出現變形的風險是完全存在的,因為基座的厚度只有20mm,所以這個件我們特別要注意,在圖示紅色位置進行嫁接,下方基座高度要預先做到40mm,如此可以預防大變形吃掉預留的加工余量。
金屬3D打印模具隨形水路,我們是可以根據產品的形狀進水路設計,水路內壁到膠位面的壁厚是多少,這個安全距離很重要,我們最小厚度設計過0.8mm;有效的縮短注塑過程中的冷卻時間,加快脫模速率,使整個成型周期加快,生產效率得到大幅提高;但是因產品結構而異安全壁厚不能一概而論,壁厚過薄容易出現破壁風險需要就產品項目綜合考慮。
有人說,3D打印是錦上添花之事,它不是我們加工的剛需;我也有和很多模塑老板探討過,3D打印也可以變為加工剛需。我們近3年最多了解的PCTG的材料,特別是在電子煙上面的應用,這種產品這款材料沒有3D打印技術,也許是朝著另外一個方向發展。但是生產效率,產品的單價以及我們生產工廠的整理、整頓精益生產都會做得很痛苦。我們的剛需也許和我們采用的塑膠材料以及我們產品模具本身的結構受限有關,有了3D打印就可以賦能傳統。所以說3D打印可以成為模具行業的必備技術,是解決傳統不能解決的。
案例【汽車油路功能件模具鑲件】解決塑件表面粗糙度的問題。這個件底部紅色是加工假體部分,我們是用P20就可以,上面部分我們采用1.2709或者CX材料都可以進行打印,底部紅色的加工裝夾假體最后加工完我們是要割掉的。這個水路的直徑以及進出水位置是可以不變的,我們更多的是解決尼龍加纖材料,在注塑生產過程中容易出現浮纖問題,因為浮纖會導致最終客戶在裝O形圈的情況下出現有摩擦破損而滲水、漏水問題;這個案例采用3D打印技術連同我們的注塑周期長的問題也解決了。相同的產品,不同的水路設計,我司的設計根據大量實際的經驗案例+科學分析讓打印的模具工件注塑周期可以降低到最大化。
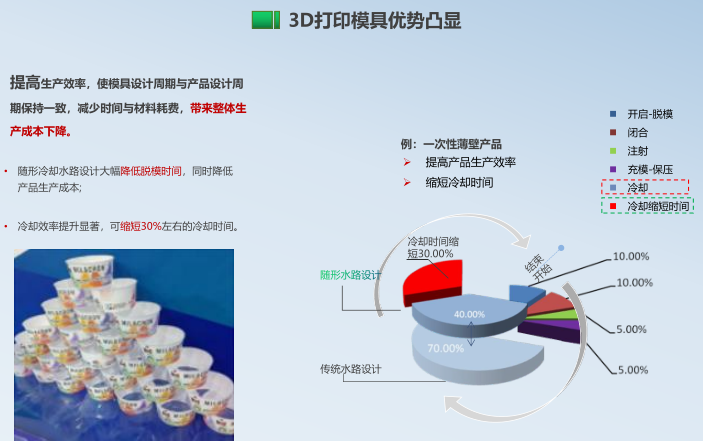
比如注塑的過程中,一個周期中最長的是冷卻時間,隨形水路要解決的就是把冷卻時間解決掉。對射膠以及保壓時間它占的比重很少,如圖我們紅色的冷卻時間30%,傳統70%,中間可以壓縮40%的空間,那是很可觀的。
為什么要選擇隨型水路,選擇增材制造來做模具。傳統水路的周期監測畫面是 21.73秒,隨形水路恒定在17秒,相差4~5秒。時間縮短了,注塑成本也節約了11萬。所以說增材制造模具,對于規模創新、技術創新以及管理創新,其實歸根結底是深耕于質量效率跟成本。
金屬3D打印模具工藝之前是中大型企業才會采用,如今中小模具廠也會使用,這個技術應用普遍將會是趨勢。特別是對于模具要求高,交期急這兩點,更能促進模具3D打印工藝的發展。
來源:霍爾榜
審核編輯 黃昊宇
-
工藝
+關注
關注
4文章
596瀏覽量
28834 -
模具
+關注
關注
1文章
173瀏覽量
18380 -
3D打印
+關注
關注
26文章
3552瀏覽量
109238
發布評論請先 登錄
相關推薦
3D打印技術,推動手板打樣從概念到成品的高效轉化

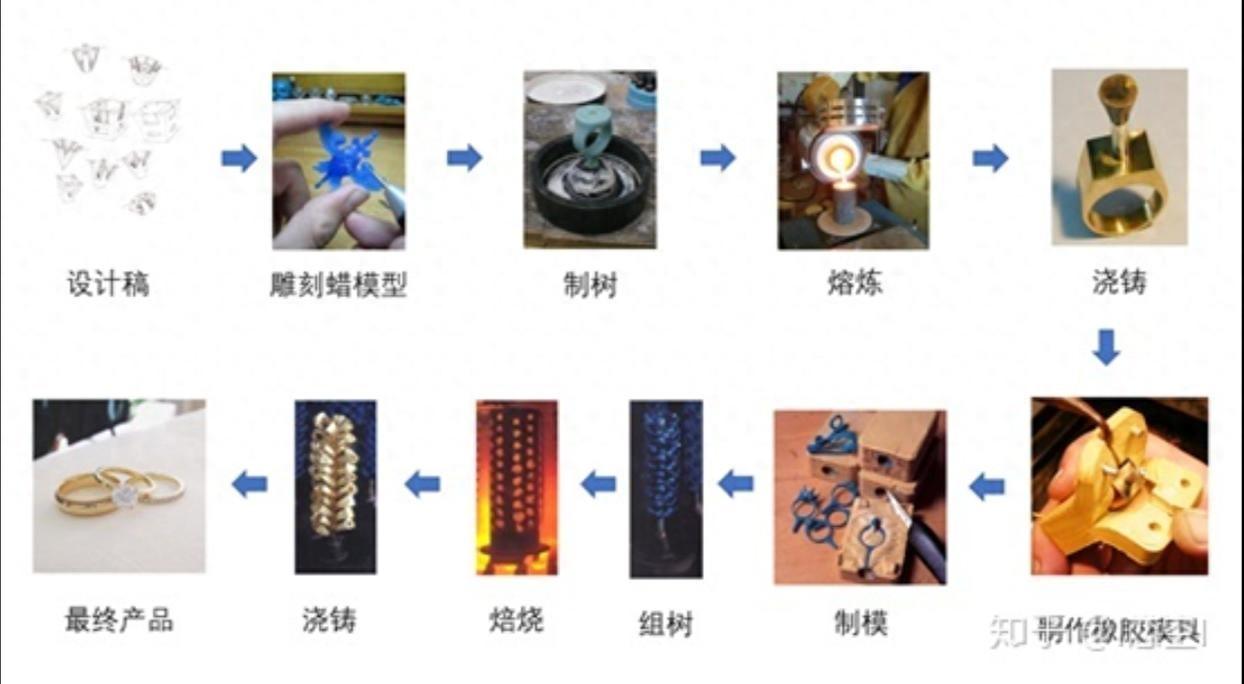
3D打印在珠寶行業的設計和制造應用-CASAIM
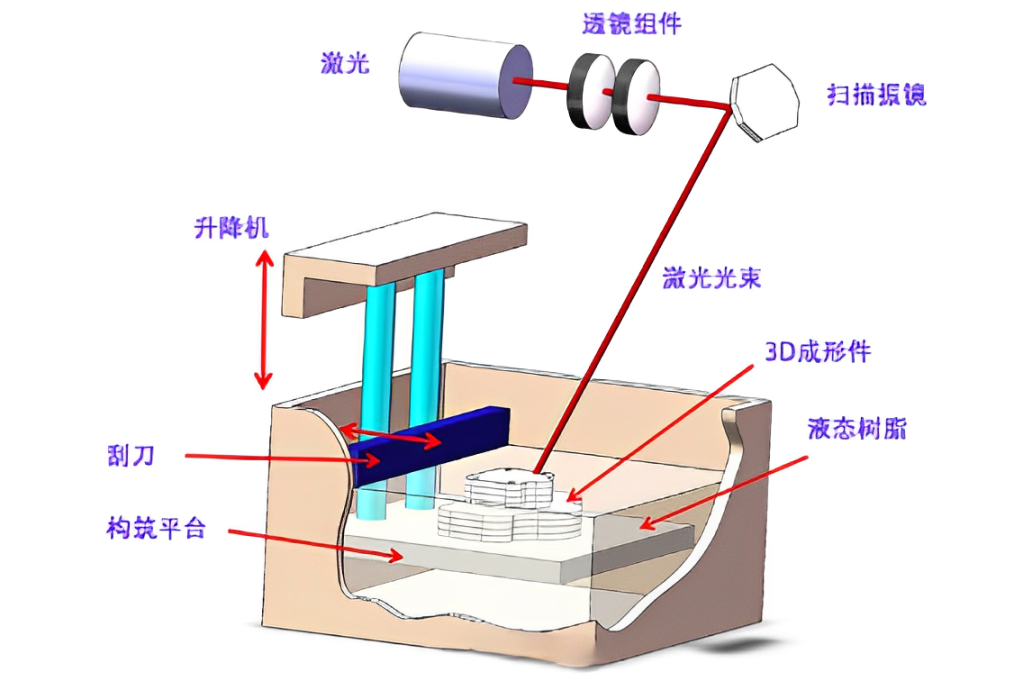
UV光固化技術在3D打印中的應用
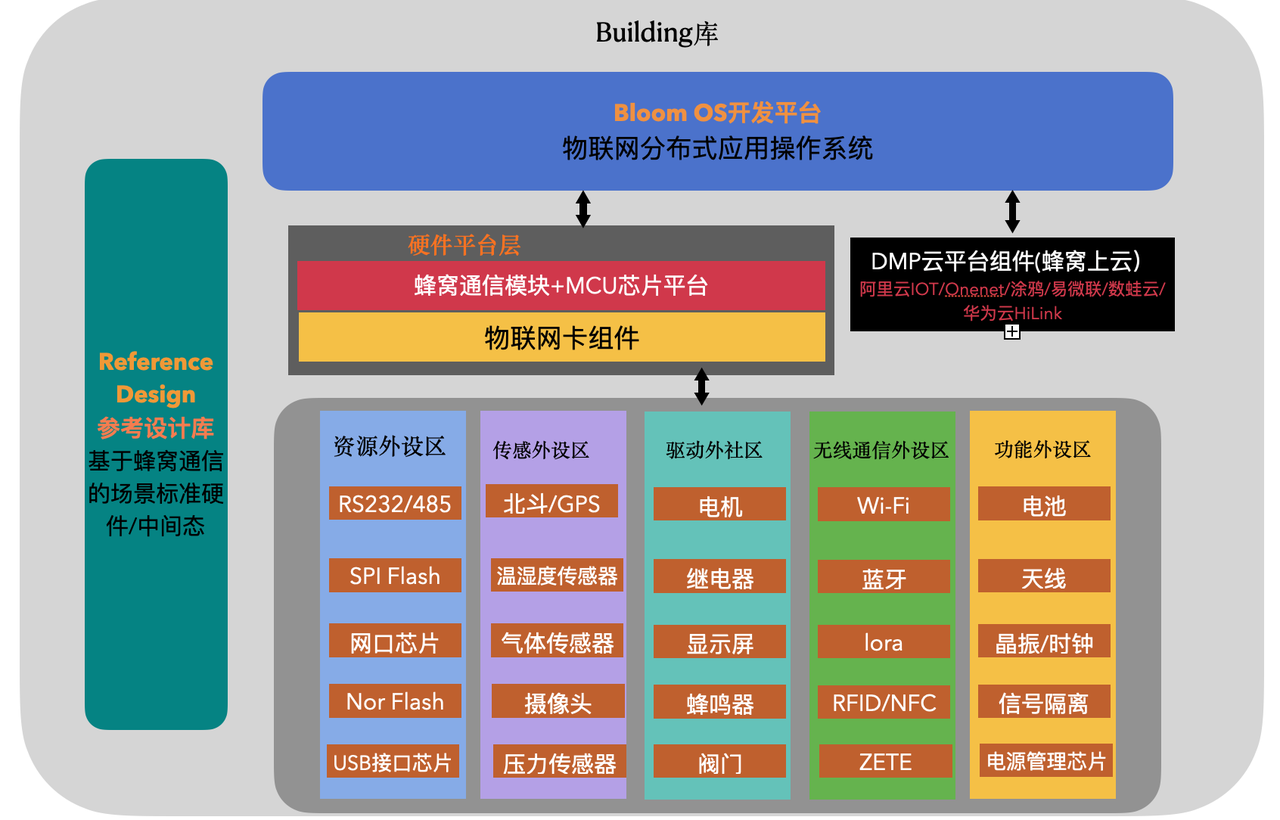
物聯網行業中的模具定制方案_3D打印技術分享

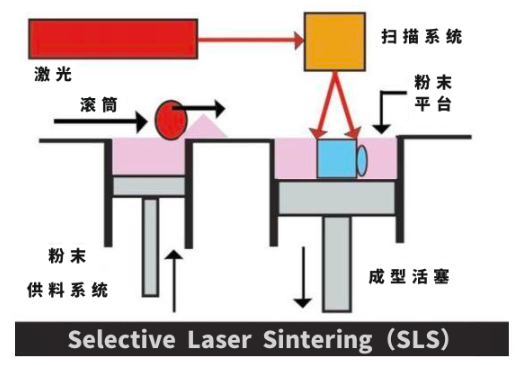
物聯網行業中3D打印工藝——SLS(選擇性激光燒結)工藝
物聯網行業中3D打印工藝——FDM(熔融沉積成型技術)工藝
應用在3D打印機的BD系列金屬連接器
3D打印汽車零部件建模設計3D打印服務

思看科技3D掃描儀丨10分鐘完成汽車鑄鋁件模具檢測!
泰來三維| 高精度工業3D掃描助力模具檢測和逆向設計“數字化”發展







 工商網監
工商網監
評論