 AMF零點定位系統
AMF零點定位系統
早在上世紀80年代,零點定位系統就已經在德國出現,但是國內真正開始重視這類產品是在近兩三年,特別是工業4.0等自動化概念提出之后越來越多的工廠開始使用。

▲ 圖1 AMF零點定位系統
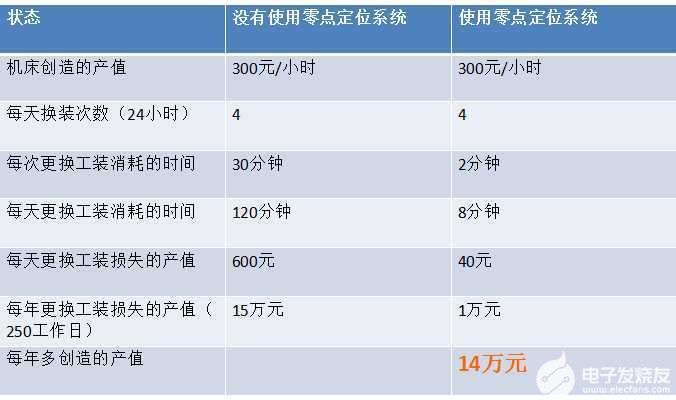
零點定位系統最早被用于降低工人更換工裝夾具的時間,如下圖所示,如果每次更換夾具需要半個小時,一天更換4次夾具的話,使用零點定位系統一天可以為工廠節省112分鐘,同時,還不需要技術水平高的工人,工人只需要負責夾具的搬運。也是因為這一點,在現在自動化項目中,零點定位系統越來越重要。
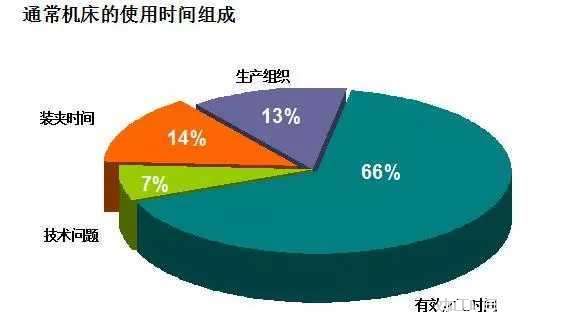
▲ 圖2 未使用零點定位系統時間組成
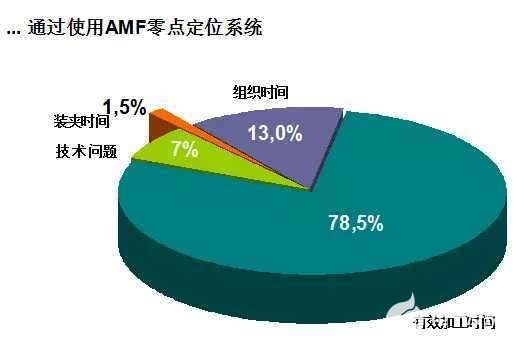
▲ 圖3 使用零點定位系統后時間組成
原理
零點定位系統屬于常鎖機構,通氣打開,斷氣鎖死。當給零點定位系統通液壓或者氣壓時,壓力會通過活塞壓縮下面的彈簧,鋼珠會往兩側散開,這時公接頭就可取出。當把動力源切斷時,彈簧會往上頂活塞,活塞把鋼珠向中間收,從而夾緊鋼珠。
應用
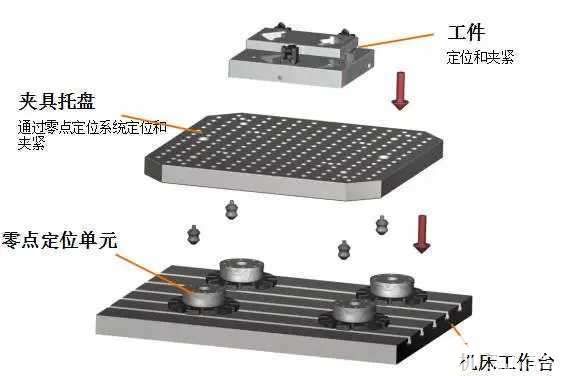
▲ 圖4
零點定位系統安裝在機床的工作臺,零點定位銷安裝在夾具底面,或者夾具托盤底面,重復定位精度主要通過定位孔保證在0.005mm。裝在夾具底面的零點定位接頭有三種。一般剛開始使用零點定位系統存在一個誤區“用四個銷子會不會過定位”。然而,使用多個零點定位接頭是不會過定位的。
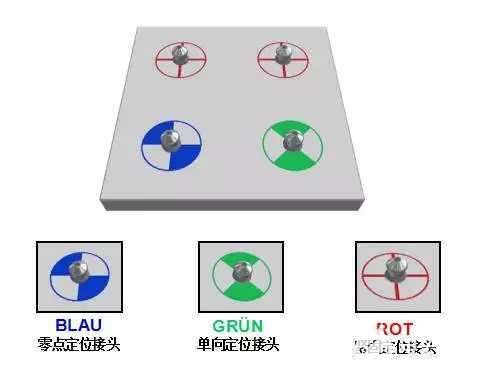
▲ 圖5 零點定位系統接頭

▲ 圖6 臥加上使用零點定位系統
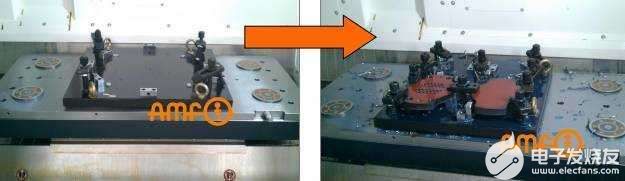
如圖6,一個立式方箱上面裝了多工位虎鉗,裝這么復雜的夾具首先要對方箱進行找正,通過中間的銷子進行預定位,拉平方箱平面,調整垂直度。這個操作對工人要求極高,而且很浪費時間,大概需要三四十分鐘,但是用零點定位系統后只需使用吊裝工具把夾具吊入機床,放正即可。
▲ 圖7
如圖7,客戶有40多種零件,但只有一臺加工中心,為了實現這種多品種小批量的生產,他們給客戶配備了零點定位系統。更換夾具的時間只有2分鐘(包含吊裝,運輸)。

▲ 圖8 配備了零點定位接頭的夾具庫

▲ 圖9 四種規格產品的液壓夾具

▲ 圖 10 客戶機床工作臺
如圖9、10,為了能方便的切換液壓夾具,客戶在機床上使用了零點定位系統,液壓夾具可以通過零點定位快速高精度的安裝在機床上。

▲ 圖 11 四軸上的應用
自動化類應用
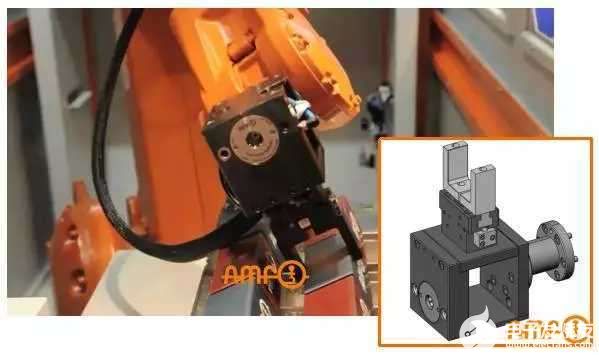
▲ 圖12 機械手末端安裝零點定位系統

▲ 圖13 夾具庫

▲ 圖 14
機械手末端使用零點定位系統,用于夾具的抓取和更換,每個夾具都安裝有零點定位接頭,側面的接頭是用于被機械手抓取。因為不需要對夾具進行定位和夾緊,所以機械手可以勝任這個工作。

▲ 圖15
圖15是一個柔性自動化生產線,標配機器人,夾具庫,和零點定位系統。說到自動化,大家肯定都會關心吹屑、氣密檢測和夾緊松開檢測。再好,精度再高的產品,如果無法方便的清理鐵屑,是肯定無法在實際生產中使用的,特別是金屬切削。

▲ 圖16中心密封渦輪吹屑
自動收縮防塵蓋+渦輪吹屑,這款產品可以徹底杜絕灰塵鐵屑對自動化的影響,該產品同時還具有,夾緊信號檢測,松開信號檢測以及氣密檢測。
審核編輯 黃昊宇
-
AMF
+關注
關注
0文章
15瀏覽量
7047 -
工業4.0
+關注
關注
48文章
2012瀏覽量
118605
發布評論請先 登錄
相關推薦
LMP91000內部零點和輸出電壓的關系是怎樣的?
ADS131E08數據轉換在零點附近出現多個零點值是怎么回事?
TLV320AIC10采集數據出現零點漂移現象怎么解決?
放大器零點漂移主要原因_放大器零點漂移怎么調
交流放大器存在零點漂移嗎

OPA842放大器的零點漂移怎么解決?
有什么方法可以解決TLV6002的負零點飄移?
濾波器的零點和極點與s參數有關嗎
放大器級數越多零點漂移越嚴重嗎
編碼器零點位置怎么看 | 編碼器零位怎樣確定






 工商網監
工商網監
評論