 FESTO焊鉗故障報警分析
FESTO焊鉗故障報警分析
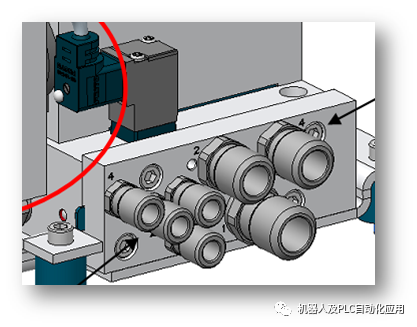
這次焊鉗的氣管接錯,沒有造成焊鉗故障報警,但是在焊鉗進行夾緊時出現卡頓現象.在作機器人E1軸移動時報拉拽故障.下面讓我們分析一下氣路.
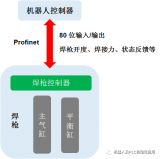
伺服焊的第七軸(MQB)隨動:
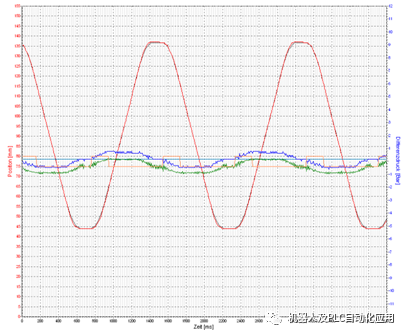
機器人運動過程中焊槍可以定位速度可在5% 到100 %之間變化機器人監控運動過程.
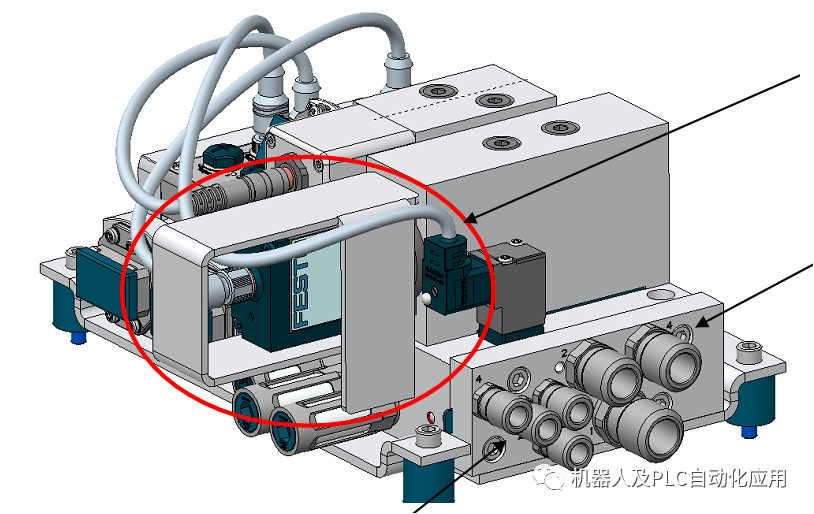
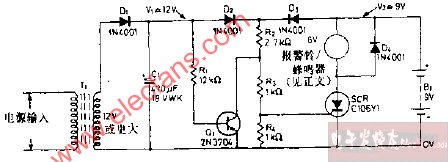
(FESTO伺服焊鉗控制器)
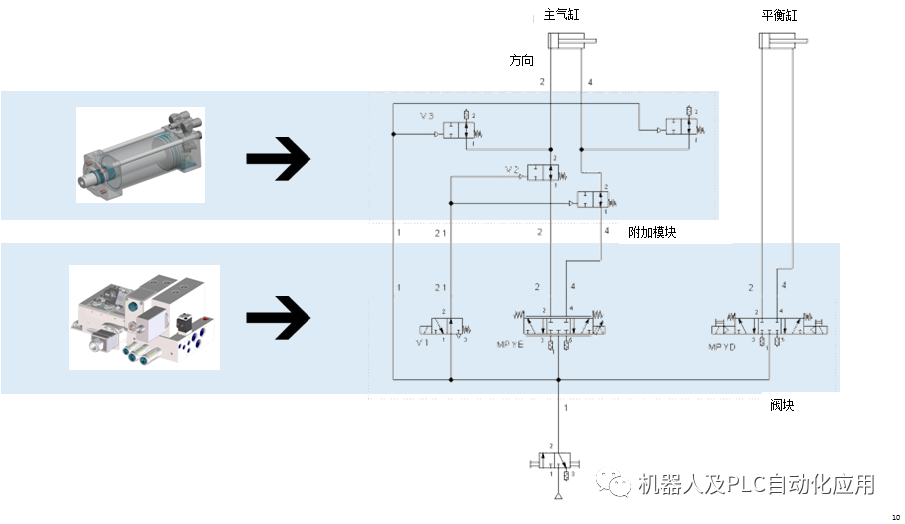
(氣伺服焊鉗氣路圖, 圖中的MSEB閥與實際工作原理相反)
主氣缸(C50)氣管連接說明圖:
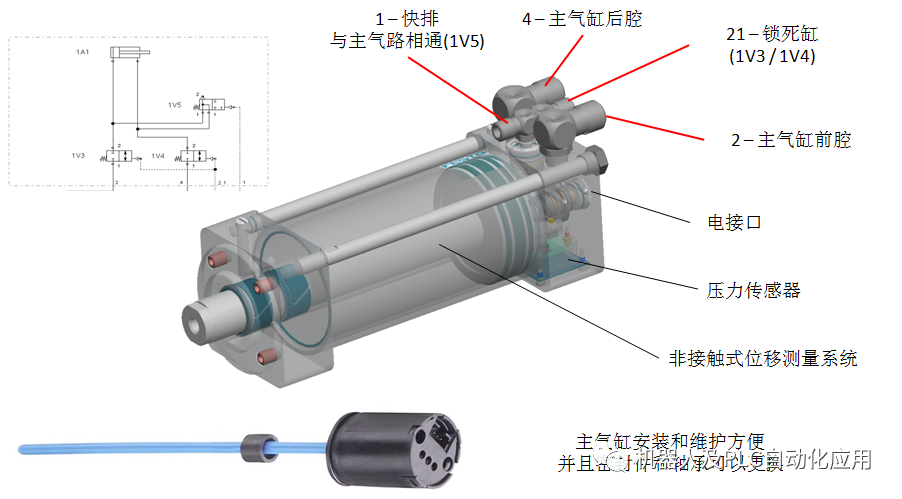
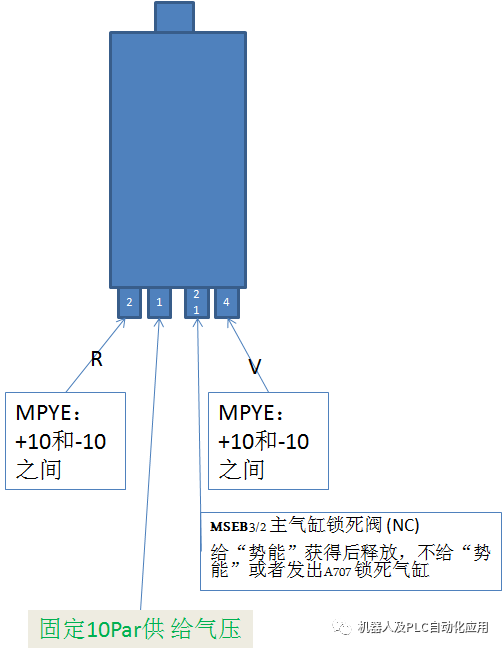
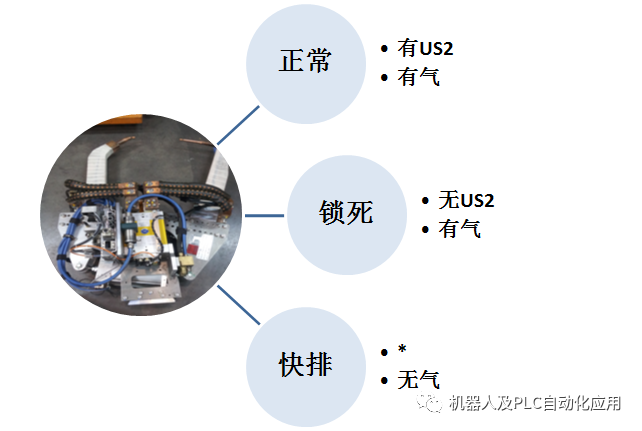
MSEB:控制鎖死閥,給主氣缸21的解鎖壓力不大
注意:閥座出氣口的標號1/21是接到主氣缸上的1/21的.
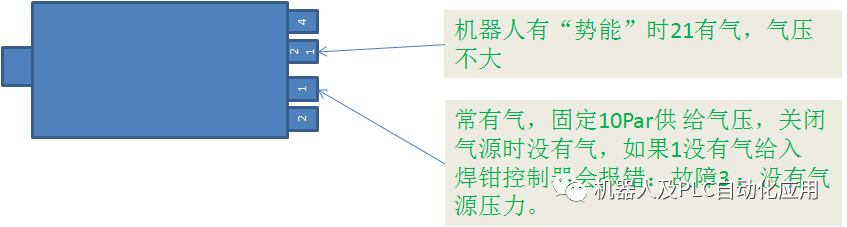
1.機器人有“勢能”時21有氣,氣壓不大(由MSEB閥控制).
2.主氣缸1號管是常有氣,氣壓很大,為10PAR氣源的壓力.
故障3 :沒有氣源壓力。
主氣缸氣壓連續4秒內小于1bar(注意:氣源供給沒有監控)。如果兩邊氣腔內氣壓大于3bar,則該錯誤將自動消除。
沒有E705焊鉗準備就緒,E783壓力過低, E784普通故障.
1.檢查氣源供給。檢查氣管連接。
2.檢查主氣缸附加塊(隔斷閥)。
審核編輯:彭靜
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
機器人
+關注
關注
211文章
28380瀏覽量
206918 -
伺服
+關注
關注
16文章
650瀏覽量
40951 -
festo
+關注
關注
0文章
22瀏覽量
5214
原文標題:FESTO氣伺服焊鉗氣管接錯后故障分析
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
電焊鉗有什么類型?
電焊鉗的設計具有舒適、輕便、美觀的特點,正符合人體工程學原理;另外,其夾持體采用具有優異導電性和導熱性的銅合金鍛壓,不易發熱,耐用;再是其握把采用耐沖擊、耐高溫、高阻燃性復合材料制成,以絕緣套保護的強力彈簧確保電焊條夾持穩固可防止滑落。
發表于 11-04 09:12
UPS電源故障燈亮蜂鳴器長鳴報警怎么辦
報警,旁路輸出正常。UPS電源故障分析與維修:根據故障現象,初步認為控制電路部分工作正常,因為按ON鍵,經延時1~2秒后,能自動跳轉到逆變器工作狀態,但
發表于 11-15 07:02
汽車防盜報警器故障分析及處理
汽車防盜報警系統的使用,是借助汽車電源和汽車本身的一些電路來實現,防盜器一旦出現故障,會影響車輛的正常使用。本文分析一些常見故障的原因并介紹處理方法
發表于 06-27 14:15
?1184次閱讀
汽車防盜報警器常見故障原因分析
汽車防盜報警系統的使用,是借助汽車電源和汽車本身的一些電路來實現,防盜器一旦出現故障,會影響車輛的正常使用。本文分析一些常見故障的原因并介紹處理方法,其中大部分
發表于 11-30 11:19
?0次下載
KUKA根據伺服焊提示報警信息,尋找故障源.
機器人在執行焊接夾緊時出現故障,采用手動移動E1外部軸報錯:“EMZ: Freigabe gesetzt”,焊鉗不能移動,那是為什么呢?

電伺服焊鉗銑削分析:用戶銑削
TRIGGERWHEN DISTANCE=1 DELAY=-50 DO SPS_TRIG(6) PRIO=-1 執行伺服焊鉗user程序后的SPS程序


KUKAC4大眾版機器人報"伺服焊鉗的滯后故障分析"如何解決
SchleppfehlerimProgrammbetrieb, Quittierung in Single-Step erforderlich !"–拉拽故障需要單步復位- . . . . . .在出現焊鉗不控制,切超出拉拽監控最大值
氣伺服焊鉗為什么會發出鉗E1超出軟件限制報警
大家在調試氣伺服焊鉗時,可能經常遇到這個故障"Zange E1 ausserhalb Softwaregrenze",鉗E1超出軟件限制.
氣伺服焊鉗的力超時故障分析
焊鉗的壓力比例為4.0左右,即主氣缸輸出4000N左右壓力,能使電極帽壓力達到1000N左右.這個比例值過大,使得在使用大的焊接壓力值時,MPYE產生的壓力無法達到焊接壓力.
發表于 04-24 09:40
?623次閱讀





 工商網監
工商網監
評論