 塑膠件表面處理工藝
塑膠件表面處理工藝
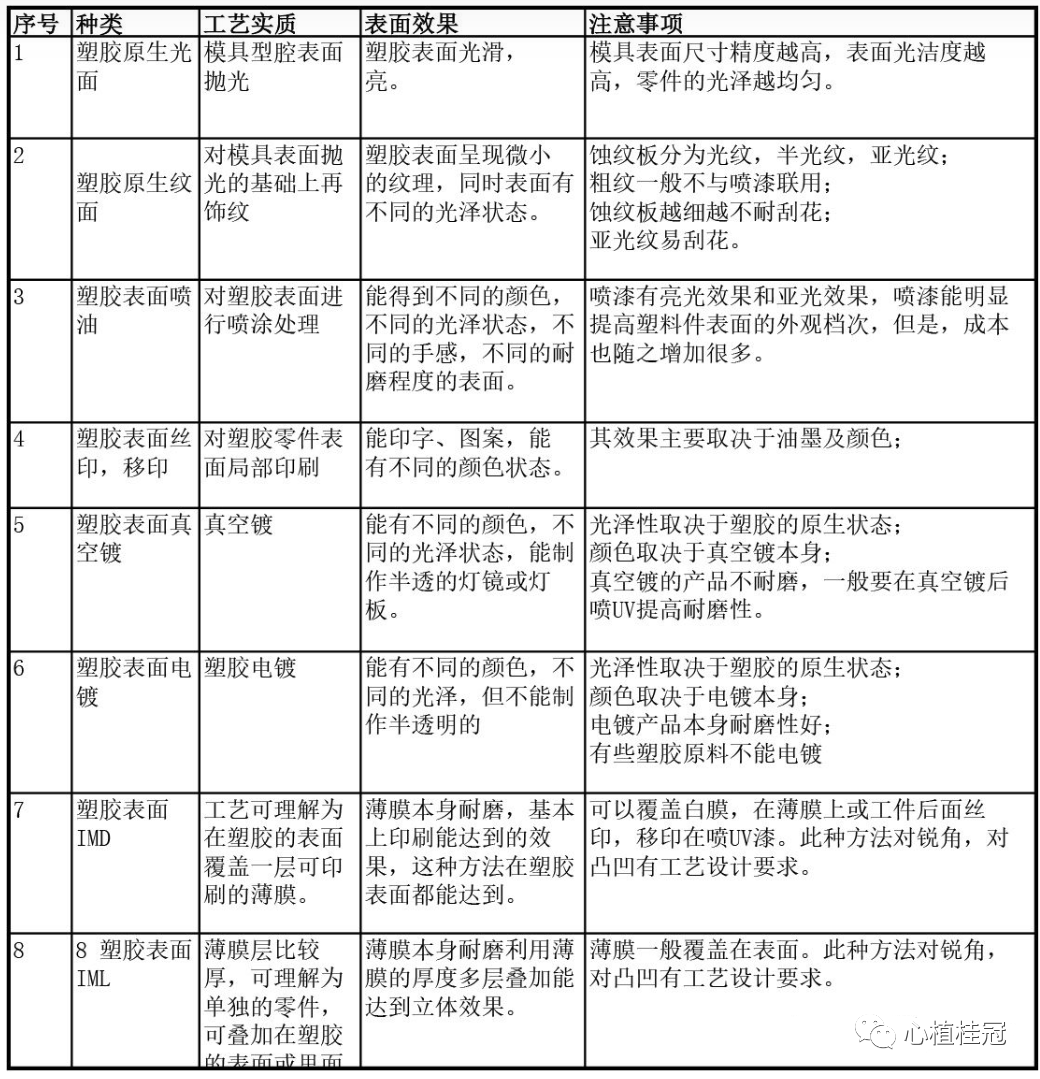
表面處理即是通過物理或化學的方法在材料表面形成一層具有某種或多種特殊性質的表層。通過表面處理可以提升產品外觀、質感、功能等多個方面的性能。
外觀:顏色、圖案、logo、光澤線條(3D、2D)、識別碼;
質感:手感、粗糙度、壽命(品質)、流線型等等;
功能:硬化、抗指紋、抗劃傷,增進塑料零件的外觀質感 ,使產品呈現多變化或全新的設計;改善產品的外觀不良。

01
電鍍
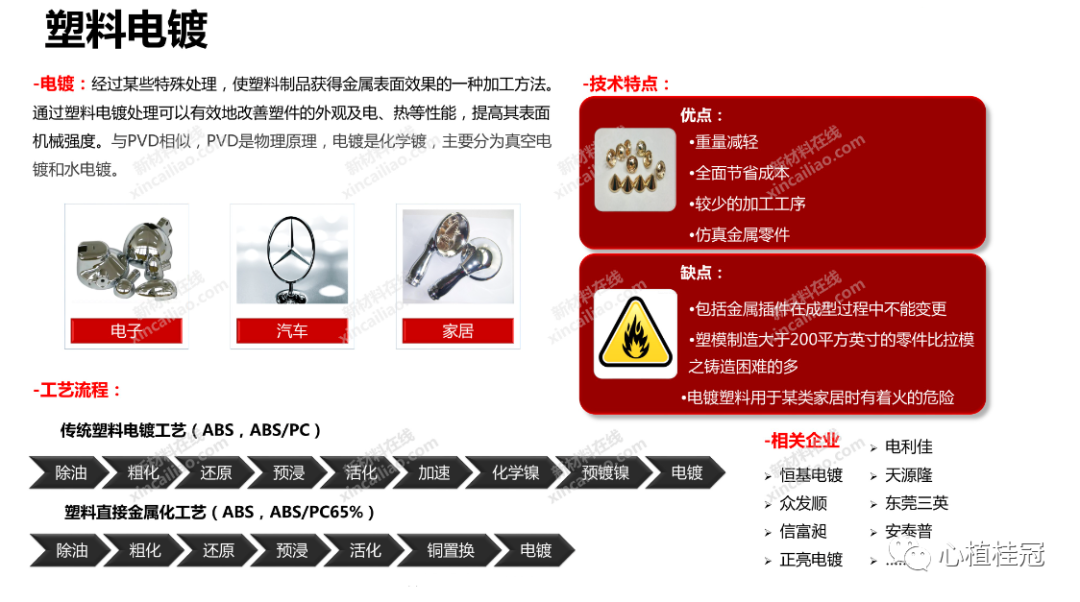
就塑膠件而言,我們常見的塑膠包括熱塑性和熱固性的塑料均可以進行電鍍,但需要作不同的活化處理,同時后期的表面質量也有較大差異,我們一般只電鍍ABS材質的塑件;
有時也利用不同塑膠料對電鍍活化要求的不同先進行雙色注塑,之后進行電鍍處理,這樣由于一種塑膠料可以活化,另一種無法活化導致局部塑料有電鍍效果,達到設計師的一些設計要求。
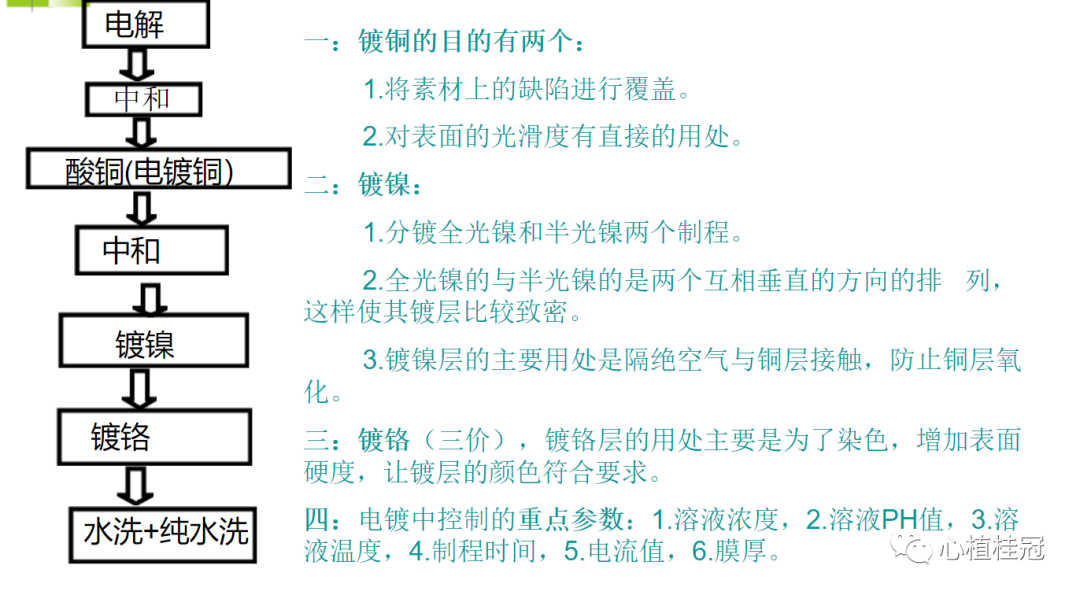
塑膠件電鍍后制程:
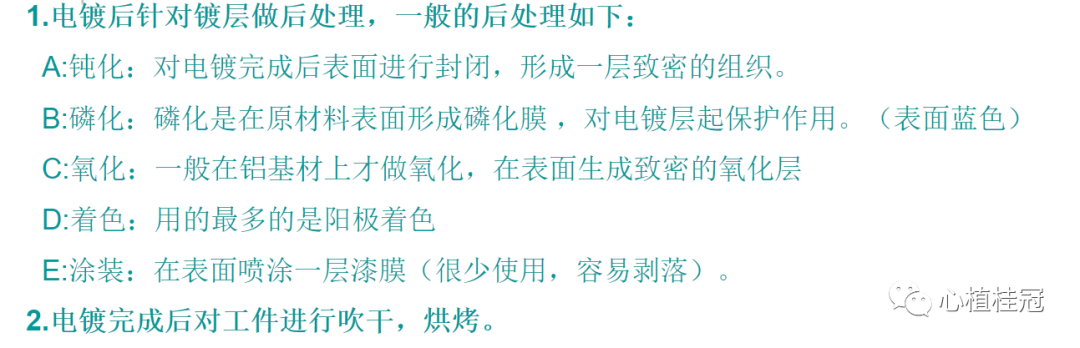
電鍍完成后處理:
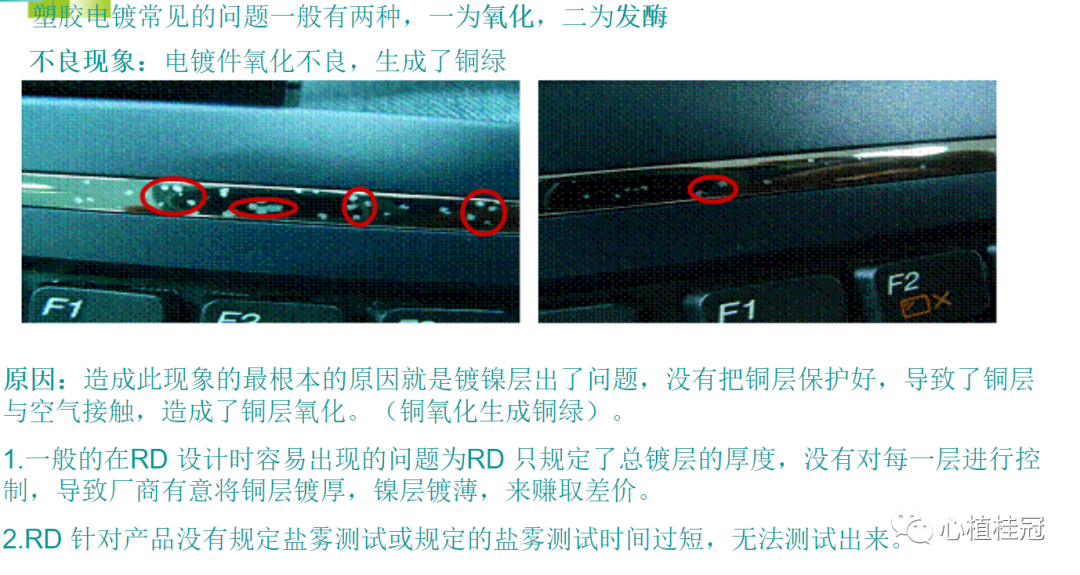
塑膠件電鍍常見問題點:
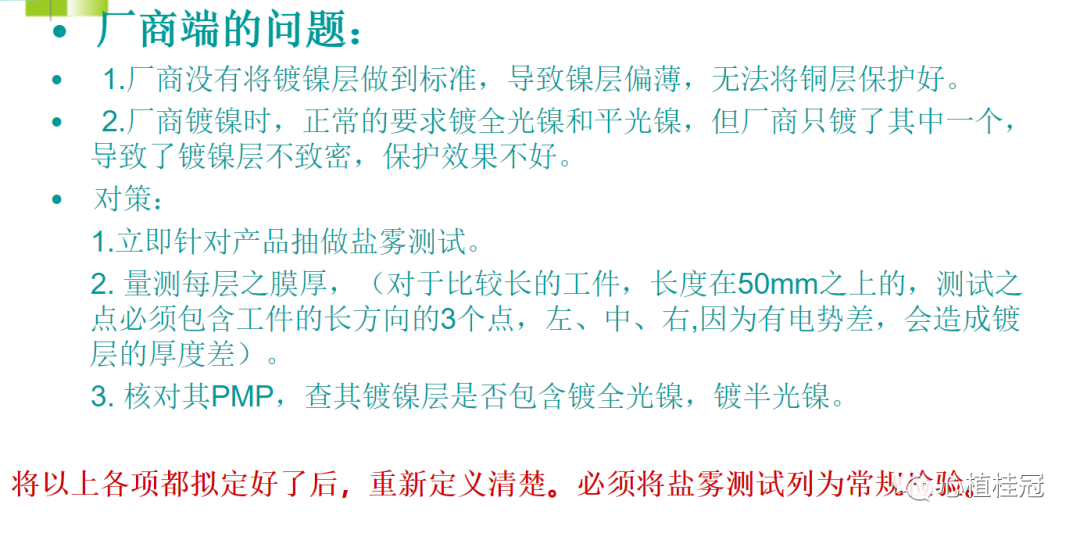
塑膠件若需電鍍時在設計方面需要注意的點:
在不影響外觀和使用的前提下,塑件造型設計時應盡量滿足如下要求:
(1)金屬光澤會使原有的縮癟變得更明顯,因此要避免制品的壁厚不均勻狀況,以免出現縮癟,而且壁厚要適中,以免壁太薄(小于1.5 mm),否則會造成剛性差,在電鍍時易變形,鍍層結合力差,使用過程中也易發生變形而使鍍層脫落。
(2)避免盲孔,否則殘留在盲孔內的處理液不易清洗干凈,會造成下道工序污染,從而影響電鍍質量。
(3)電鍍工藝有銳邊變厚的現象。電鍍中的銳邊會引起尖端放電,造成邊角鍍層隆起。因此應盡量采用圓角過渡,圓角半徑至少0.3 mm 以上。平板形塑件難電鍍,鍍件的中心部分鍍層薄,越靠邊緣鍍層越厚,整個鍍層呈不均勻狀態,應將平面形改為略帶圓弧面或用桔皮紋制成亞光面。電鍍的表面積越大,中心部位與邊緣的光澤差別也越大,略帶拋物面能改善鍍面光澤的均勻性。
(4)塑件上盡量減少凹槽和突出部位。因為在電鍍時深凹部位易露塑,而突出部位易鍍焦。凹槽深度不宜超過槽寬的1/3,底部應呈圓弧。有格柵時,孔寬應等于梁寬,并小于厚度的1/2。
(5)鍍件上應設計有足夠的裝掛位置,與掛具的接觸面應比金屬件大2~3倍。
(6) 塑件的設計要使制件在沉陷時易于脫模,否則強行脫模時會拉傷或扭傷鍍件表面,或造成塑件內應力而影響鍍層結合力。
(7) 當需要滾花時,滾花方向應與脫模方向一致且成直線式.滾花條紋與條紋的距離應盡量大一些。
(8) 塑件盡量不要用金屬鑲嵌件,否則在鍍前處理時嵌件易被腐蝕。
(9) 塑件表面應保證有一定的表面粗糙度。
02
咬花
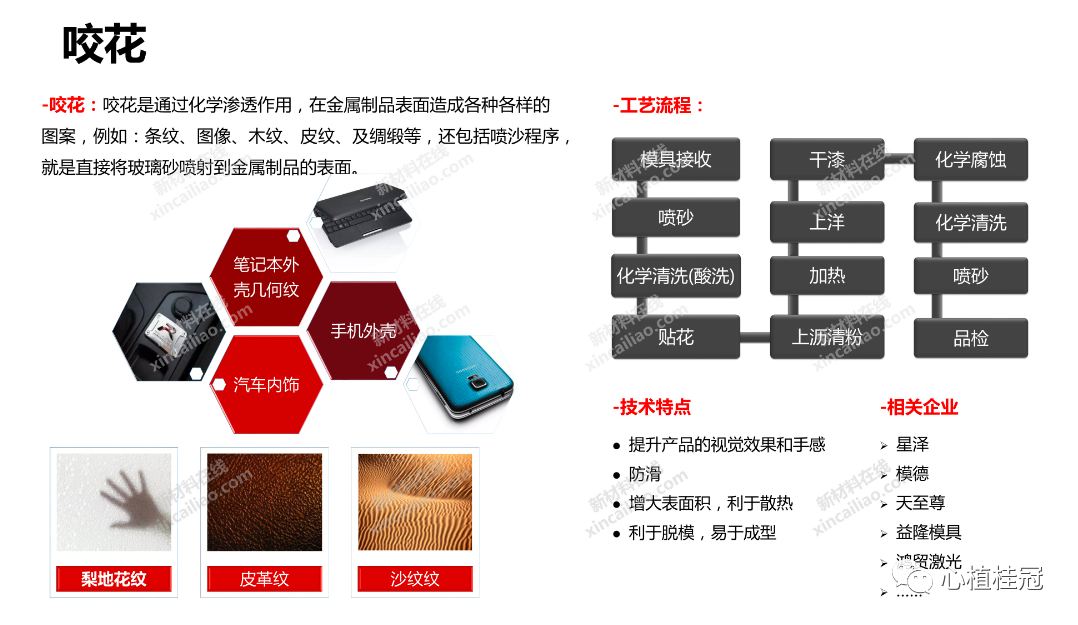
模具咬花最關鍵的技術之一就是花紋如何轉印至模具表面。這個過程很大程度決定了花紋的樣子與細致程度。事實上由于單次蝕刻理論上只能產生一種深度的紋路,所以「花紋轉印與蝕刻」這個程序在一般的皮革紋路咬花過程中,可能得重復七八次以上,才能得到細致而多層次的花紋。對于咬花的紋路,有越來越多設計師有不一樣的想法,不愿再受限于咬花廠所提供的各種樣板(通常這些樣板就是梨地花紋,皮革紋,與發絲紋或是簡單的幾何圖案),促使某些積極的咬花廠嘗試開發更多的新紋路,譬如:類似絲綢或是宣紙的咬花紋理。
咬花對產品設計的要求:
1,曬紋深度或者高度越大,則產品拔模角度越大,常規蝕紋產品設計要求拔模在5-8度之間。
2,如產品有亮物區分,則需要設計美工線或者凹凸臺階來區分,防止蝕紋連接處有鋸齒狀,影響外觀。
3,最淺的曬紋咬花深度是2um,最深的曬紋咬花是3mm,可根據視覺效果與觸感而定。
4,曬紋的效果與模具的材料有著密切關聯,可根據第四點模具材料選擇用做設計參考。
5,曬紋加工周期,普通的火花紋,時間一般在1.5-2天。橫紋,豎紋,圓紋,時間一般是3-4天。棱形紋,鉆石紋,皮紋,深度較深,時間最少數5天。
03
鐳雕
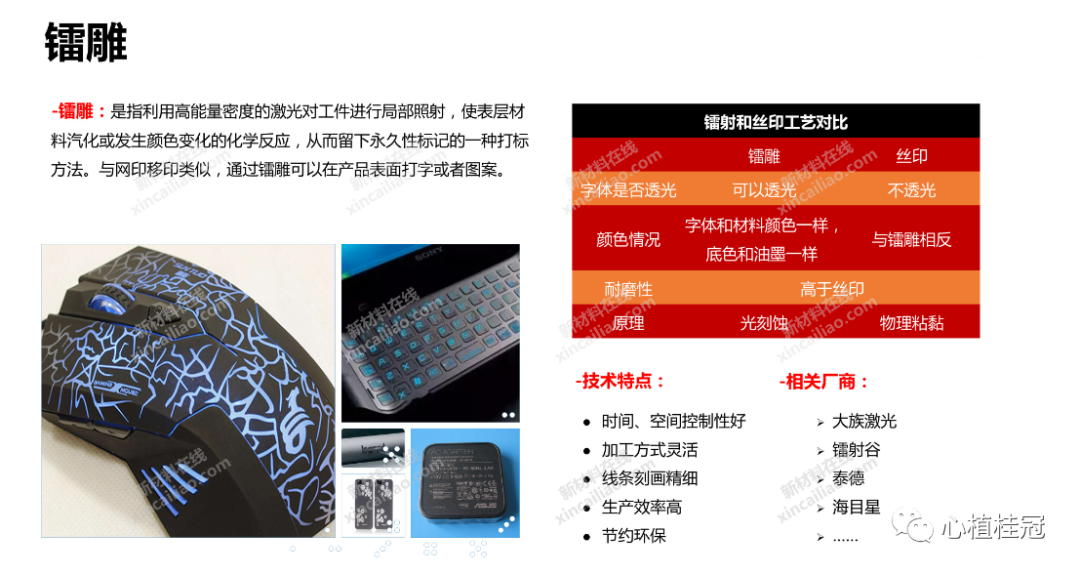
鐳雕(激光雕刻、激光打標、鐳射打標),其工作原理公認為“熱加工”和“冷加工”兩種。
“熱加工”具有較高能量密度的激光束(它是集中的能量流),照射在被加工材料表面上,材料表面吸收激光能量,在照射區域內產生熱激發過程,從而使材料表面(或涂層)溫度上升,產生變態、熔融、燒蝕、蒸發等現象。
“冷加工”具有很高負荷能量的(紫外)光子,能夠打斷材料(特別是有機材料)或周圍介質內的化學鍵,至使材料發生非熱過程破壞。
04
IMD-模內裝飾
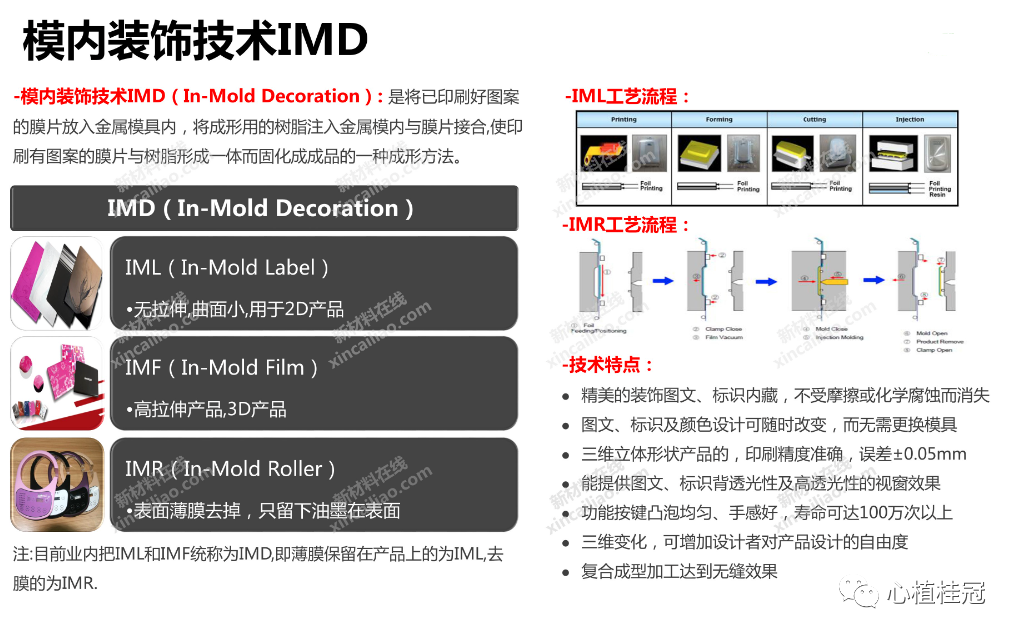
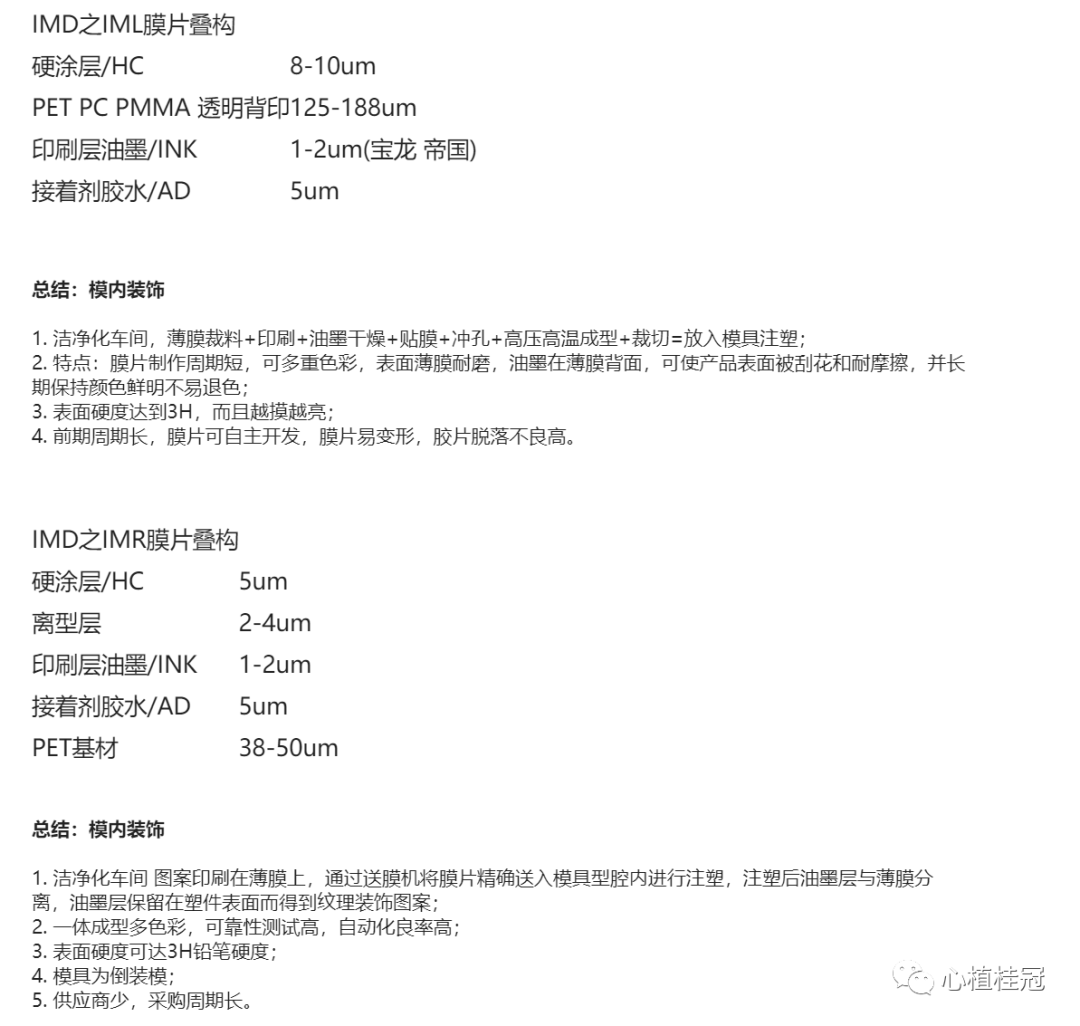
和傳統的塑膠表面裝飾—噴涂、電鍍等相比,模內裝飾具有明顯的優勢,主要有:沒有電鍍和噴涂所產生的污染,從而消除了溶劑和粘結劑污染的顧慮;外形美觀,清晰度高,具有更為靈活的圖案設計;基礎材料和裝飾材料之間的粘結良好,不易脫落,并且具有優異的抗刮擦性能;一次成型使工序減少,從而降低了下游工序所造成的廢品,降低生產成本;無需涂裝和電鍍生產線的前期投入,降低投資成本。
從某種意義上來說,模內裝飾是表面裝飾的一種趨勢,是對傳統塑膠表面處理技術如涂裝等行業的挑戰,更是一個高成本、豐利潤的行業。如何在這個行業中取得成功,關鍵在於選擇一個可靠的生產系統,有效地控制廢品率。
05
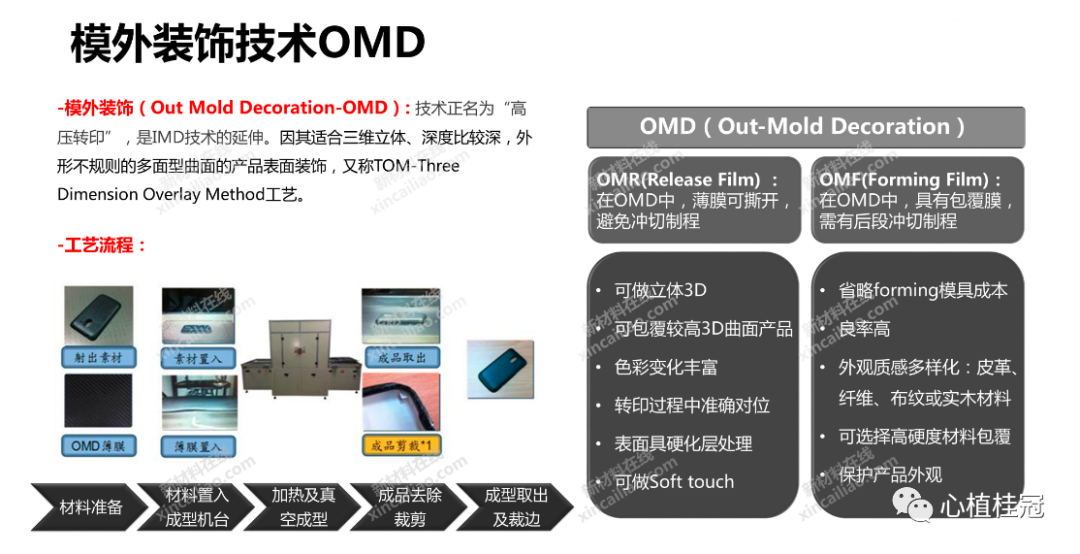
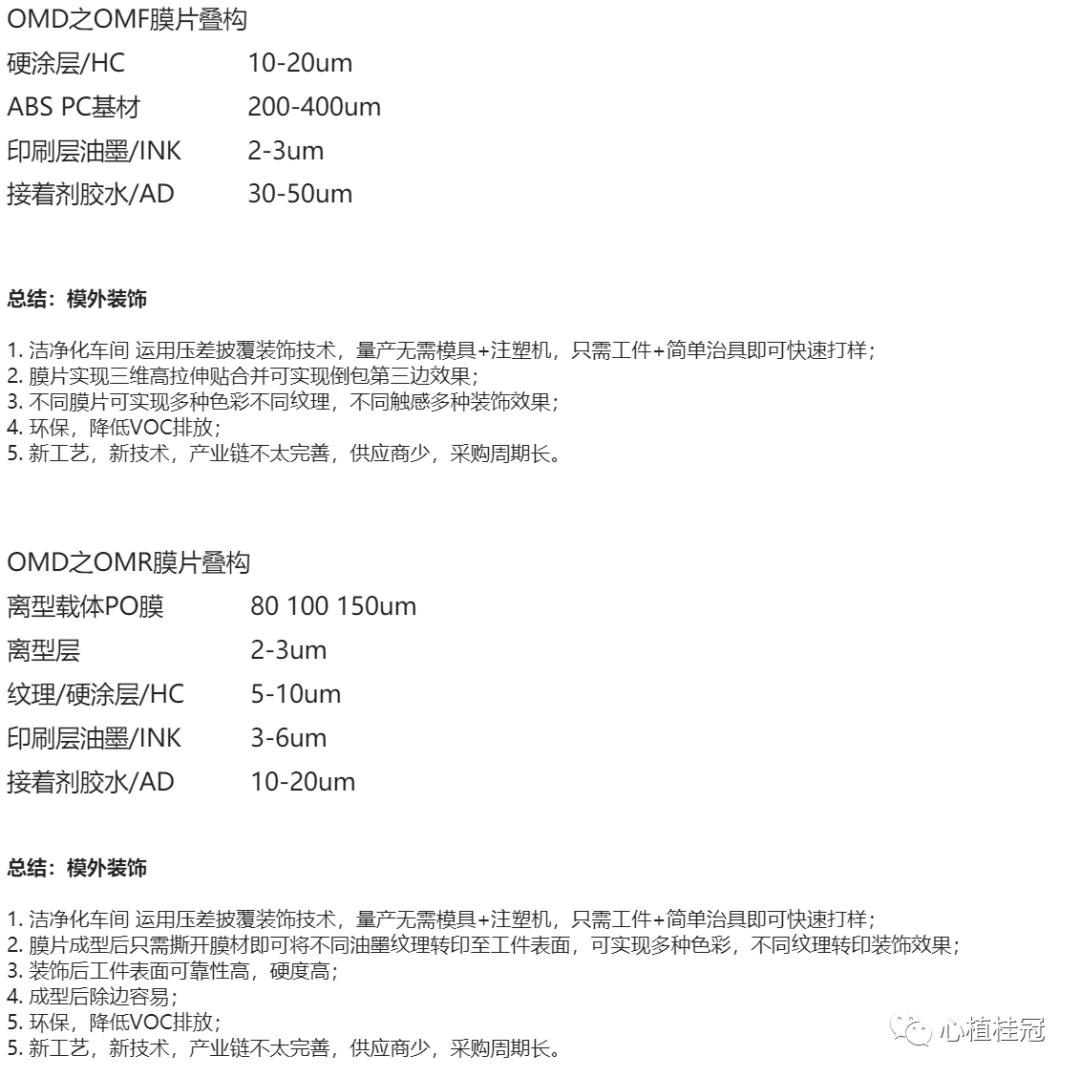
OMD-模外裝飾
06
涂飾(噴涂)

噴涂作業需要環境要求有百萬級到百級的無塵車間,噴涂設備有噴槍,噴漆室,供漆室,固化爐/烘干爐,噴涂工件輸送作業設備,消霧及廢水,廢氣處理設備等。
大流量低壓力霧化噴涂是低的霧化氣壓和低空氣射流速度,低的霧化涂料運行速度改善了涂料從被涂物表面反彈出來的情況。使上漆率從普通空氣噴涂的30%~40%,提高到了65%~85%。在輕革涂飾中用噴槍或噴漿機將涂飾噴于革面上。
07
印刷
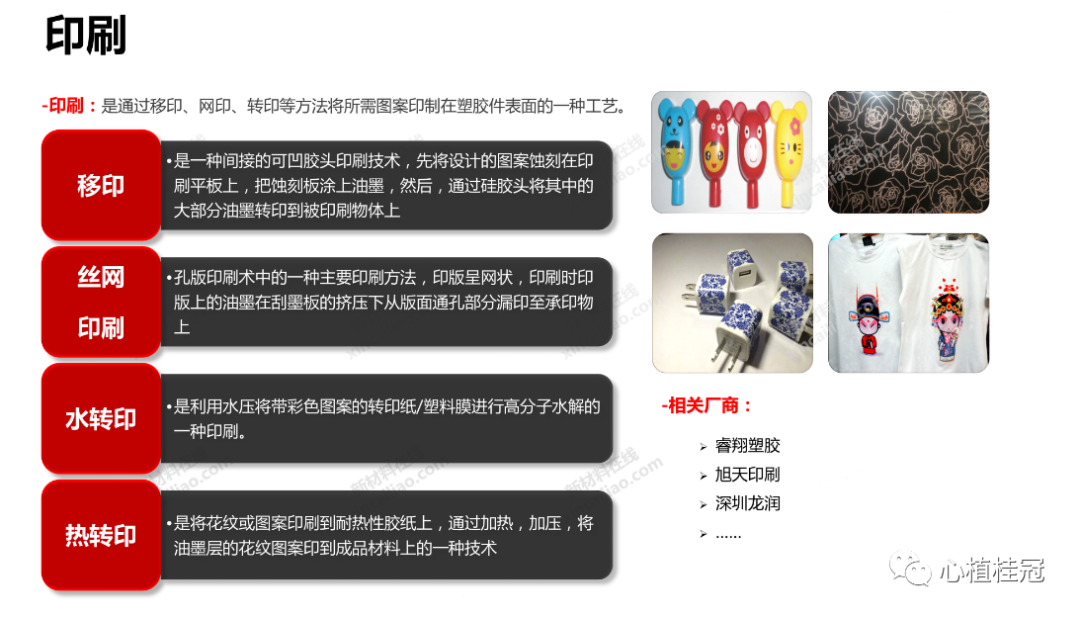
移印
絲網印刷
熱轉印
08
NCVM 不導電真空鍍
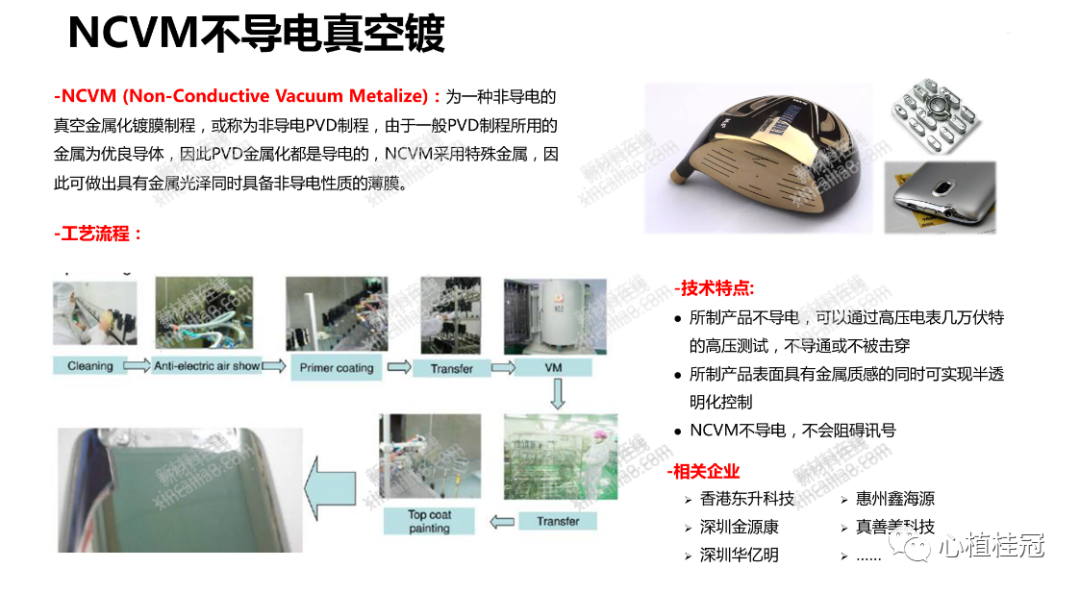
真空:是指低于標準壓力的氣態空間,真空狀態下氣體的稀薄程度,常以壓強值表示,習慣上稱作真空度。現行的國際單位制(SI)中,真空度的單位和壓強的單位均統一為帕,符號為Pa.
膜層特點:導電與不導電主要取決于靶金屬的不同,舉個例子,同樣是銀色效果,導電的話靶金屬就是鋅,若是不導電靶金屬就是錫,而且膜厚要控制的很薄才行大概是500nm以內,厚了一樣會導電。NCVM在真空鍍膜工序后的性能其實相當脆弱,因為那是金屬在原子霧狀態下吸附于塑料殼表面的,完全暴露于空氣中,由于此時的金屬膜層具有一定“金屬活動性”,像指紋刮碰等接觸都是直接影響外觀與性能,但是在經過TOP-COATING 后(表面經過UV涂烤)后,性能就大大提高,因為那時在最外層的不再是金屬膜,而是硬化的UV油漆!
涂層結構:NCVM的制程比較復雜,如果要做出帶顏色的金屬效果的產品出來,需要四五次的涂烤。一般的VM制程工序為Base coating - middle coating - VM- top coating 即我們所謂的三涂,也有做兩涂或四涂的,以產品不同涂烤工序不同。
09
如何選擇合適的表面處理工藝
表面處理的種類和相關資料我們在百度上很容易獲取,但知道了這么多表面處理的方式,我們如何去選擇呢?主要還是根據我們設計的產品去選擇,具體有如下幾個方面:
1.表面處理的污染物的形式和污染的程度,不同的行業有不同的需求,不是所有的表面處理都合適。
2.產品的使用環境
3.客戶的需求(作為下級供應商這點很重要)
4.產品的材質;例如塑膠件一般只能電鍍ABS材質的。
5.表面處理的目的,不同的目的需要不同的方式去實現。
Ending......
審核編輯 :李倩
-
激光
+關注
關注
19文章
3208瀏覽量
64553 -
電鍍
+關注
關注
16文章
457瀏覽量
24148
原文標題:塑膠件表面處理工藝
文章出處:【微信號:心植桂冠,微信公眾號:心植桂冠】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
詳解14種常用產品表面處理工藝
鍍鎳處理工藝步驟 鍍鎳與鍍鉻的區別
揭秘PCB板的八種神秘表面處理工藝

筆記本電腦表面處理電泳工藝介紹

GaAs晶圓的清洗和表面處理工藝

HDI線路板盤中孔處理工藝
PCB板的表面處理工藝及其優缺點和適用場景
高精密機械設備中滾珠導軌的表面處理工藝有哪些?
常見的PCB表面處理復合工藝分享
氣密性檢測設備:塑膠件沒有孔怎么做氣密性試驗

塑膠件沒有孔怎么做氣密性試驗

通俗易懂的材料的表面處理工藝
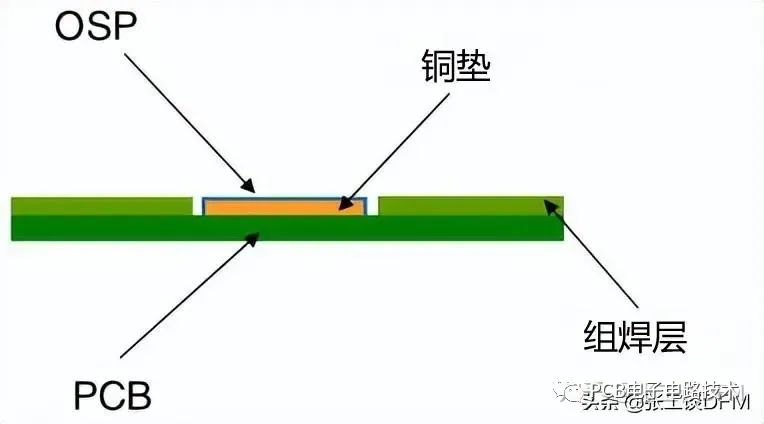
osp表面處理工藝介紹





 工商網監
工商網監
評論