") 印制板上半金屬化孔直接成型工藝研究
印制板上半金屬化孔直接成型工藝研究
摘要:文章以新型外形加工高精密設(shè)備為基礎(chǔ),結(jié)合CAM設(shè)計、工藝參數(shù)優(yōu)化,研發(fā)新的高精度,高穩(wěn)定性的半金屬化孔制作方法,保證半金屬孔板一次直接成型,不扯銅、無披鋒、無毛刺,孔邊左右對稱,提高生產(chǎn)效率及成品良率。
00
前言
印制電路板(PCB)實現(xiàn)成品板邊的半金屬化孔工藝經(jīng)過同業(yè)者不斷研發(fā)改進(jìn),在PCB 加工中已經(jīng)是成熟工藝。目前加工半金屬化孔最有效地消除孔內(nèi)殘留披鋒的做法是:圖電鍍錫+半孔成型+堿性蝕刻。其是利用圖形電鍍工序中的鍍錫工藝保護(hù)線路和孔銅,然后通過增加二次鉆孔或銑板將半金屬化孔成型,再采用堿性蝕刻的方法將半金屬化孔裸露銅面的披鋒給蝕刻掉。其他地方有錫保護(hù)不會被蝕刻。從制作成本的角度來看,增加的二次鉆孔或銑板的流程延長了生產(chǎn)的制作周期,制作成本也成倍增加。同時二次鉆孔或銑板對位精度、PCB加工過程中的漲縮容易造成半金屬化孔偏位,影響加工良率。
近年來,隨著皮秒激光切割機(jī)、反轉(zhuǎn)銑板機(jī)等高精密設(shè)備的研發(fā),以新型外形加工高精密設(shè)備為基礎(chǔ),利用這些設(shè)備的新功能,結(jié)合CAM(計算機(jī)輔助制造)設(shè)計、工藝參數(shù)優(yōu)化,已成功開發(fā)半金屬化孔一次直接成型的新制作工藝。以下設(shè)計兩種直接成型制作方案進(jìn)行比較。
01
工藝優(yōu)化方案
1.1 皮秒激光切割法相對于傳統(tǒng)納秒激光(10-9s),采用皮秒激光加工材料,具有加工精度高、熱效應(yīng)極小、加工邊緣無毛刺等優(yōu)點。采用高功率激光器的皮秒激光切割機(jī)(如圖1所示),對厚度2mm以下的陶瓷基板或薄金屬片均可進(jìn)行切割鉆孔。借鑒于之前陶瓷基板和金屬基板的切割經(jīng)驗,通過優(yōu)化激光切割參數(shù),對FR4材質(zhì)上的半金屬化孔進(jìn)行直接切割加工。皮秒激光切割機(jī)具備CCD(電荷耦合器件)視覺自動抓靶定位功能,重復(fù)精度1μm,定位精度≤3μm,可以很好解決漲縮偏位,半孔不對稱問題。
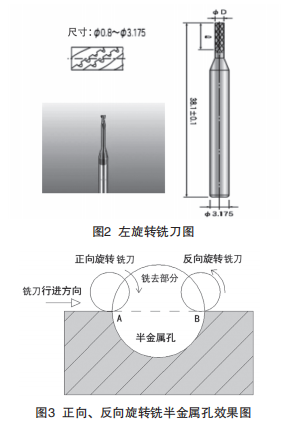
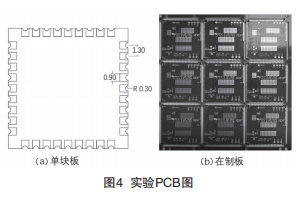
1.2 反轉(zhuǎn)主軸銑板法銑機(jī)主軸順時針旋轉(zhuǎn)稱為正轉(zhuǎn),逆時針旋轉(zhuǎn)稱為反轉(zhuǎn)。銑機(jī)上安裝主軸正反轉(zhuǎn)交換機(jī)及智能控制軟件,實現(xiàn)刀具主軸可以改變轉(zhuǎn)動方向,使刀具的主軸轉(zhuǎn)動方向與銑板方向保持一致。分別按照銑板CAM資料中的銑板路徑進(jìn)行加工,銑板加工過程中通過控制刀具主軸的旋轉(zhuǎn)方向,使主軸旋轉(zhuǎn)作用在加工面的力和刀具行進(jìn)作用在加工面的力方向一致,確保切割半金屬孔時不產(chǎn)生毛刺。采用反轉(zhuǎn)(主軸逆時針旋轉(zhuǎn))主軸銑板法,在刀具和銑帶資料上需要做特別的優(yōu)化設(shè)計。 1.2.1 刀具選擇銑機(jī)主軸順時針正向旋轉(zhuǎn)時,選用常規(guī)的右旋轉(zhuǎn)銑刀;逆時針反向旋轉(zhuǎn)時,選用特殊的左旋轉(zhuǎn)銑刀(如圖2所示),通過左螺旋的刀刃將切削粉屑向下排出。如圖3所示,假定一個半金屬化孔在PCB外形邊上,A、B兩點是它們的交點,銑刀行進(jìn)方向如圖3所示。銑刀在切割A(yù)點時正向旋轉(zhuǎn),不會產(chǎn)生毛刺,在切割B點時反向旋轉(zhuǎn),同時使用左旋轉(zhuǎn)銑刀,由于向下按壓基板的力的作用,表面不會產(chǎn)生毛刺,并且基板的尺寸精度變化也小。
1.2.2 銑帶制作銑帶資料中設(shè)計分粗銑、精修;第一次粗銑采用常規(guī)右旋轉(zhuǎn)銑刀在PCB板的板邊沿順時針方向進(jìn)行直線切型得到半孔槽體,銑刀所走的路徑與半孔槽體的輪廓線之間保留0.05mm~0.1mm的間距;精修采用左旋轉(zhuǎn)銑刀沿著半孔槽體的輪廓線以波浪式走刀方式進(jìn)行切型,銑刀的直徑比半孔的孔徑大0.2mm~0.3mm。
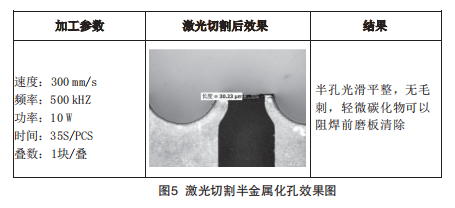
02實驗設(shè)計以一個8層PCB,板厚度1.0mm。設(shè)計成品半金屬化孔徑0.5mm,鉆頭直徑0.6mm,孔間距1.3mm,連接盤寬0.9mm,如圖4所示。分別采用皮秒激光切割法和反轉(zhuǎn)主軸銑板法兩種方案進(jìn)行測試,數(shù)量各4PNL,孔數(shù)16920個/PNL。
2.1 皮秒激光切割法實驗2.1.1 制作流程首先需要選擇皮秒激光切割機(jī),具有皮秒級超短脈寬、重復(fù)頻率可調(diào)、脈沖能量高等特點,可以對在制板進(jìn)行冷燒蝕,減少切割后產(chǎn)生碳化現(xiàn)象,且加工精度高。可以靈活選擇堿性蝕刻流程或者酸性蝕刻流程制作。
(1)堿性蝕刻流程:在制板一次鉆孔→PTH(鍍銅孔)→外層圖形轉(zhuǎn)移→圖形電鍍→退膜→堿性蝕刻→激光切割→感光阻焊→字符印刷→電鍍→銑外形
(2)酸性蝕刻流程:在制板一次鉆孔→PTH→整板電鍍→外層圖形轉(zhuǎn)移→酸性蝕刻→激光切割→感光阻焊→字符印刷→電鍍→銑外形 其中,激光切割加工步驟如表1所示。

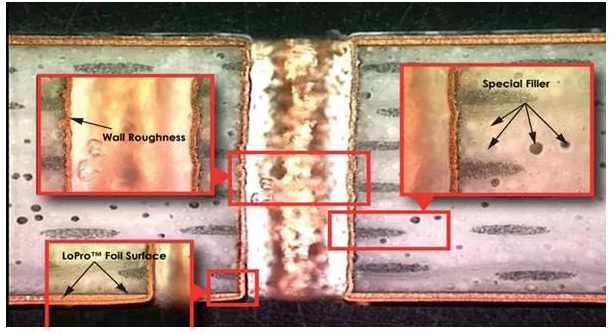
2.1.2 實驗結(jié)果皮秒激光器加工重復(fù)頻率10kHz至1000kHz,功率8W~15W,根據(jù)PCB實際板厚調(diào)整,可加工板厚范圍0.3mm~3.0mm。加工對位精度±0.025mm。 通過調(diào)整脈沖頻率和激光功率,激光切割后,可以徹底地消除半金屬化孔的電鍍殘留(切割效果見圖5所示),避免了人工修理的麻煩。且激光通過CCD對位系統(tǒng)抓取板件內(nèi)光學(xué)點圖像對位,不受板件漲縮因素影響,半金屬化孔左右兩邊對稱無偏位。
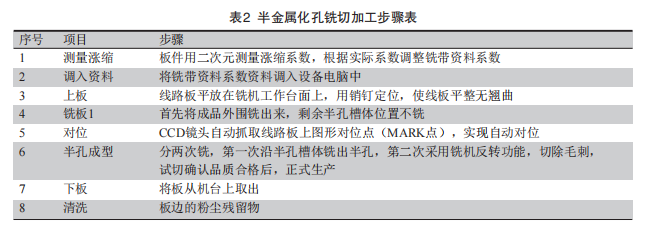
2.2 反轉(zhuǎn)主軸銑板法實驗2.2.1 制作流程在制板按正常制作流程完成阻焊和電鍍工序后進(jìn)入銑外形工序,按照表2步驟進(jìn)行。
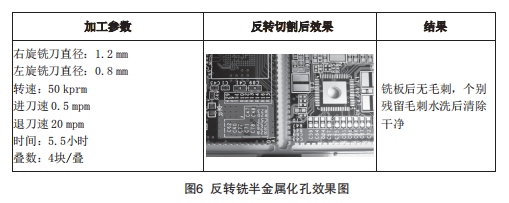
2.2.2 實驗結(jié)果根據(jù)槽寬和半金屬化孔徑,選擇加工參數(shù)。切割效果見圖6所示。
03量產(chǎn)測試
按照上述兩種實驗方案,分別批量制作同類半金屬化孔電路板,對比毛刺、偏位改善,結(jié)果見表3所示。從量產(chǎn)的結(jié)果來看,激光切割法表現(xiàn)最佳,激光對位精度高,切割效果好,完全可以做到無毛刺,孔邊左右對稱。
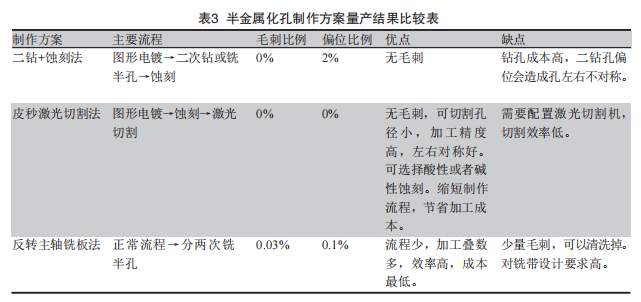
反轉(zhuǎn)主軸銑板法量產(chǎn)時考慮提升效率,加工疊數(shù)較多,不可避免受到在制板漲縮及銑刀磨損等因素的影響,產(chǎn)生比例很低的毛刺和偏位,而毛刺清洗可除掉,處理難度不大,整體良率完全可以滿足生產(chǎn)要求。
04
總結(jié)
通過優(yōu)化設(shè)計和生產(chǎn)工藝的改進(jìn),半金屬化孔一次直接成型的工藝已經(jīng)取得了質(zhì)的突破。實驗后通過量產(chǎn)測試的判定:半金屬孔板一次直接成型,不扯銅、無毛刺,孔邊左右對稱,滿足品質(zhì)要求,且縮短了制作流程,節(jié)省加工成本。
審核編輯 :李倩
-
激光器
+關(guān)注
關(guān)注
17文章
2514瀏覽量
60331 -
印制板
+關(guān)注
關(guān)注
9文章
235瀏覽量
22474 -
激光切割機(jī)
+關(guān)注
關(guān)注
0文章
158瀏覽量
3166
原文標(biāo)題:【本刊獨家】印制板上半金屬化孔直接成型工藝研究
文章出處:【微信號:pci-shanghai,微信公眾號:CPCA印制電路信息】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
接觸孔工藝的制造流程

HDI線路板盤中孔處理工藝
金屬化薄膜電容氧化時方阻會變大嗎
IPC-6012E CN 2020中文 CN 剛性印制板的鑒定及性能規(guī)范
Esp32模組下面的印制板的正面,是否可以布線,是否會跟模組的電路板短路?
fdm成型工藝的優(yōu)缺點
HDI多層板制作工藝
CBB金屬化薄膜電容存在失效問題嗎?
17芯航空插頭為什么要金屬化

先進(jìn)封裝表面金屬化研究
基于5G應(yīng)用的PCB板電鍍過孔性能評估





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論