") 怎樣去解決螺柱焊程序號選不上的問題呢
怎樣去解決螺柱焊程序號選不上的問題呢
昨天廠家給我出了一個問題,機器人使用第2把焊槍工作時一倒退程序螺柱焊就無程序號.
設(shè)備狀態(tài)描述:一個機器人帶一個螺柱焊機箱,使用兩個槍頭.
程序結(jié)構(gòu)是這樣的,采用大眾奧迪標(biāo)準(zhǔn)USE程序調(diào)用程序號
對USER程序進行分析:
USER_S9_Teil_2_Bolzen-St Nr1 ProgNr=1 BolzenNr=1 EIN ;%{SE}%MKUKATPVW %CVW_SPS %VUSER %P 2:USER_S9_Teil_2.Bolzen-St P1= 1 P2= 1 P3= 1 P4= 1 P5= 1 P6= 1 P7=EIN P8=202,3:USER
;ENDFOLD
VW_USR_R (#USR_ADV,202,1,1,1,1,1,1,TRUE)
P1 : 1/2號螺柱焊機箱設(shè)備
P2: 發(fā)出的程序號
P6: PLC進程號用于比較焊點是否重復(fù):
P7: 激活USER
CASE 1 ; 第1臺螺柱焊號
CONTINUE
S_Pkt_Nr=PAR6 發(fā)出PLC進程號
CONTINUE
Prog_Nr_Bolzen1=PAR2 ;發(fā)出螺柱焊程序號
SIGNAL Prog_Nr_Bolzen1 $OUT[385] TO $OUT[391]
CONTINUE
$B_OUT[7]=PAR2 發(fā)出進程號
IF(PAR6==$COUNT_I[20])THEN
MLD (25); 提示:螺柱已經(jīng)焊接
ENDIF
CASE 2 ; 第2臺螺柱焊號
CONTINUE
S_Pkt_Nr=PAR6 發(fā)出PLC進程號
CONTINUE
Prog_Nr_Bolzen2=PAR2 ; 發(fā)出螺柱焊程序號
SIGNAL Prog_Nr_Bolzen2 $OUT[761] TO $OUT[767]
CONTINUE
$B_OUT[6]=PAR2
IF(PAR6==$COUNT_I[20])THEN 比較記錄用的點號
MLD(25); 提示:螺柱已經(jīng)焊接
ENDIF
故障分析:
當(dāng)機器人使用第二把槍時應(yīng)該使用的user 形式為:
USER_S9_Teil_2_Bolzen-St Nr1 ProgNr=2 BolzenNr=2 EIN
或者是: USER_S9_Teil_2_Bolzen-St Nr1 ProgNr=2 BolzenNr=3EIN
而不應(yīng)該是USER_S9_Teil_2_Bolzen-St Nr2 ProgNr=1 BolzenNr=1 EIN
因為P2值=2是指使用第二個螺柱焊機,而機器人只組態(tài)了一個螺柱焊機.
當(dāng)人員使用行選擇,或者后退程序時,使用的第一把槍的程序號被關(guān)閉不被保存因此,第二把槍的程序就沒有了.
所解決此故障只需改變USER值即可
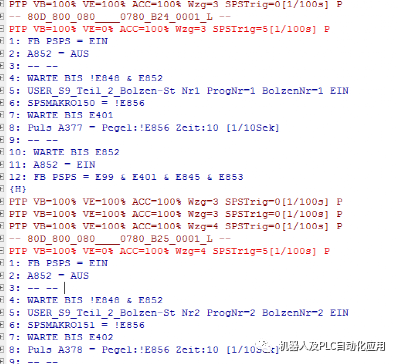
;FOLDPTP VB=100% VE=0% ACC=100% Wzg=4 SPSTrig=5[1/100s] P ;%{P}%MKUKATPVW,%CMOVE,%VPTP,%P 1:1, 2: VB=, 3:100, 4:%, 5: VE=, 6:0, 7:%, 8: ACC=, 9:100, 10:%, 11: Wzg=, 12:4, 13: SPSTrig=, 14:5, 15:[1/100s], 16: P, 17:22, 18:-1, 19:23
;FOLD1: FB PSPS = EIN ;%{SE}%MKUKATPVW %CVW_SPS %VFBPSPS %P 2:FB PSPS = EIN,3:FBPSPS
;ENDFOLD
;FOLD2: A852 = AUS ;%{SE}%MKUKATPVW %CVW_SPS %VBOASG %P 2:A852 = AUS,3:BOASG
;ENDFOLD
;FOLD3: -- -- ;%{SE}%MKUKATPVW %CVW_COM %VCOMMENT %P 2:-- --,3:VW_COMMENT
;ENDFOLD
;FOLD4: WARTE BIS !E848 & E852 ;%{SE}%MKUKATPVW %CVW_SPS %VWBOASG %P 2:WARTE BIS !E848 & E852,3:WBOASG
;ENDFOLD
;FOLD5: USER_S9_Teil_2_Bolzen-St Nr1 ProgNr=2 BolzenNr=2 EIN ;%{SE}%MKUKATPVW %CVW_SPS %VUSER %P 2:USER_S9_Teil_2.Bolzen-St P1= 2 P2= 2 P3= 1 P4= 1 P5= 1 P6= 2 P7=EIN P8=202,3:USER
;ENDFOLD
;FOLD6: SPSMAKRO151 = !E856 ;%{SE}%MKUKATPVW %CVW_SPS %VMAKRO %P 2:SPSMAKRO151 = !E856,3:MAKRO
;ENDFOLD
審核編輯:劉清
-
機器人
+關(guān)注
關(guān)注
211文章
28390瀏覽量
206947 -
plc
+關(guān)注
關(guān)注
5010文章
13277瀏覽量
463096
原文標(biāo)題:關(guān)于解決螺柱焊程序號選不上問題
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應(yīng)用】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
ADS1100A0焊好后發(fā)現(xiàn)與CPU通訊不上,為什么?
ADS1282沒有CS片選,應(yīng)該怎樣單獨給DAC傳輸數(shù)據(jù)呢?
飛凌嵌入式-ELFBOARD -焊盤被誤蓋油的操作
OPA842增益是怎樣算的,怎么去確定各個阻值的參數(shù)呢?
LMH7322怎樣去改善輸出波形呢 ?
滑動變阻器接線柱的連接方法
smt錫膏上錫不飽滿的原因有哪些?

ESP-IDF編程指南給出了CSI數(shù)據(jù)包格式,請問前64字節(jié)是怎樣分別對應(yīng)的子載波序號呢?
STM32F103在電路板上怎樣做配套的電路設(shè)計呢?
手焊、回流焊和波峰焊三種焊接方法,怎樣操作才能保證SIM卡座的質(zhì)量

BOM與焊盤為什么不匹配?
什么是回流焊爐溫曲線 回流焊爐溫曲線設(shè)定





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論