 佛山超聲波焊接機的強度不夠該怎么處理?
佛山超聲波焊接機的強度不夠該怎么處理?
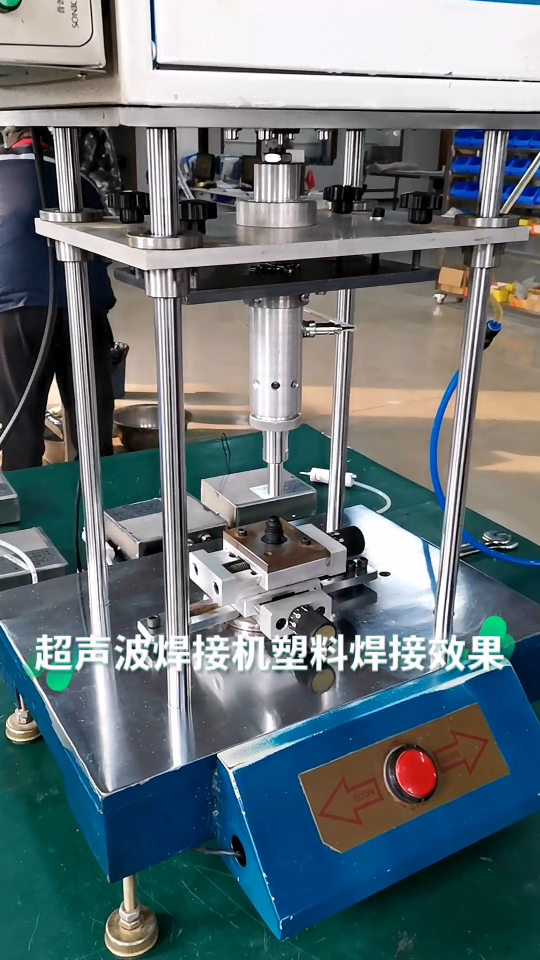
當佛山超聲波焊接機在工作時,若參數沒有調節好,或者其他部件沒有配合好,就會出現焊接強度不夠的問題,那么這個問題該怎么處理呢?靈高超聲波帶大家一起來了解一下。
一、超聲波模夾具搭建不精確、受力不均。
分析: 一般佛山超聲波工作時,產品與模貝表面只需觸碰精確就可以獲得相應的熔接效果,但超聲波是摩擦振,便會造成聲波傳輸的狀況,假如只看硬件配置(模夾具)的吻合度,而忽視了超聲波工作方法,就會造成錯判的不良影響。因此要注意超聲波熔接的工作方法是傳輸聲波,使成震動摩擦變為能源而熔接。 這時候超聲波模夾具的穩合水平、商品橫截面的大小、厚度、材質的結構,無法100%承擔同樣的工作壓力。
另一方面模具輸出的動能,每一點都是有誤差,并不是發出的動能都一樣,這就造成商品熔接線熔接水平的差別。因此通過超聲波熔接機自身的水準螺釘,或者貼較薄的膠布或鋁箔解決問題。
二、超聲波熔接標準不合理。
分析:超聲波工作的標準就是指機器設備的功率(段數)、工作壓力(動態性壓力與靜態數據工作壓力)熔接時間、硬化時間、時間延遲等設置。以超聲波導熔線為例子來表明,在執行超聲波熔接時,如果壓力大,汽缸降低緩存太快,就容易把超聲波導熔線鋪平,盡管看起來物件早已密封,但因導熔線,早已受擠壓成型而凹陷,失去導熔效產生塑膠面與面的熔接,并非三角形點的引導熔接,因此造成錯覺的熔接。
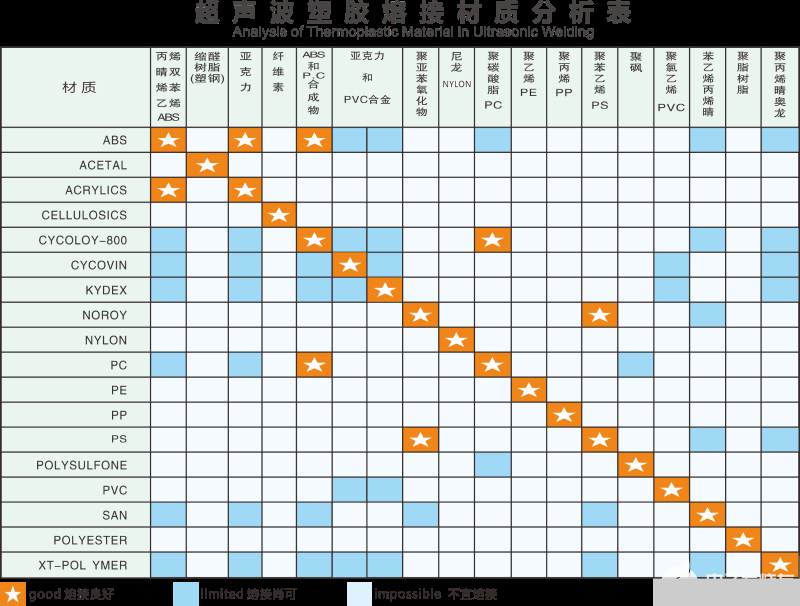
三、塑膠產品材質不合理。
每一種塑膠材質的熔點,各不相同,比如ABS塑料材質的溶點約115℃,耐隆約175℃、PC之145℃之上、PE約85℃。例子:ABS與PE二種材質的溶點差別很大,超聲波熔接必然艱難。而ABS與PC二種材質,亦有差別,但已非前面的差別這般之大,是以還行熔接,但在超聲波輸出功率同樣,動能擴張同樣的狀況下,不同的塑膠材質,絕沒法比同樣材質的熔接效果非常的好。
以上就是佛山超聲波焊接機的強度不夠的處理辦法。
審核編輯 黃昊宇
-
超聲波
+關注
關注
63文章
3014瀏覽量
138350 -
焊接
+關注
關注
38文章
3114瀏覽量
59701
發布評論請先 登錄
相關推薦
如何避免超聲波對晶振的影響

超聲波測厚儀的技術原理和應用場景

超聲波焊接技術的原理、應用領域與發展優勢

激光焊接機性價比高的品牌推薦

15K超聲波模具20K超音波模具制作
光纖模具激光焊接機和常見激光焊接機的區別

手持激光焊接機:高效、便捷的焊接新選擇
庫米多工位超聲波焊接機與多工位轉盤式螺絲機:自動化產線的黃金搭檔

激光焊接機常見故障及處理方法

激光焊接機為何突然不出光?怎么解決

激光焊接機為何突然不出光?怎么解決
詳解機器人激光焊接機和激光焊接機在設計和應用上區別






 工商網監
工商網監
評論