 折疊缺陷檢測提取算法
折疊缺陷檢測提取算法
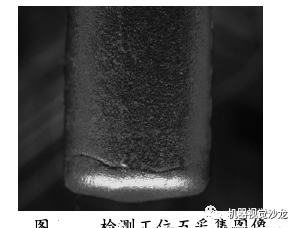
鍛件折疊缺陷主要是由于在鍛造的過程中,金屬發生部分氧化、局部金屬發生變形、金屬原材料不均勻等導致金屬內部發生疲勞破壞,對于管接頭鍛造件表現為圓柱面產生較大裂縫。在檢測系統中,折疊缺陷在檢測工位五進行檢測,相機曝光度設為26300,現場采集的圖片如下圖所示。
1 管接頭鍛件待測圓柱面圖像提取
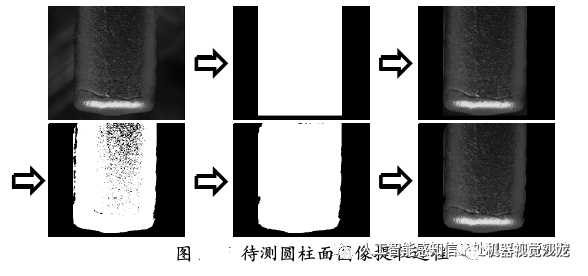
(1)由于待測圓柱面圖像與背景圖像在灰度上的差異較小,所以依據圖像位置不變性首先在圖像上依照圓柱面的大概位置畫出矩形框,先利用矩形框對圖像進行裁剪。
(2)對裁剪后的圖像利用灰度閾值分割對圖像進行進一步處理,閾值設為 33。
(3)對利用灰度閾值分割提取出來的連通域利用半徑為 30 的圓形結構元對圖像進行形態學閉運算,將連通域間的細小孔洞和縫隙進行填充,最后利用填充后的連通域對圖像進行裁剪。待測圓柱面圖像提取過程如下圖所示。
2 待測圓柱面圖像增強
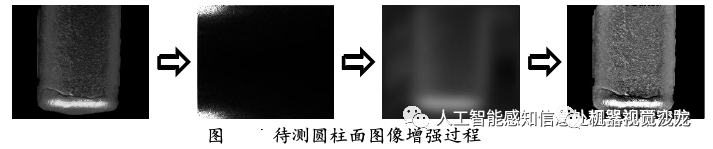
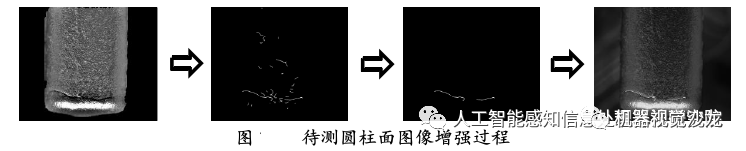
從圖像中可以看出,折疊缺陷在圖像中顯得較為明顯,并且是以顏色較深的線條的形式出現,具體的識別過程如下。 (1)對圖像進行增強,這里使用頻率域濾波,先將圖像從空間域轉換為頻率域并生成一個高斯濾波器,高斯濾波器的參數σ取值 100。在利用高斯濾波器對頻率域進行處理后再將頻率域圖像轉換至空間域,生成一幅空間域圖像。 (2)利用圖像灰度差分算法將待測圓柱面圖像與空間域圖像做差,式中的 M 取值為 2,A 取值為 100,將圖像進行增強。待測圓柱面圖像增強過程如下圖所示。
3 高斯線條提取算法
對于增強后的圖像利用高斯線條提取算法將折疊缺陷提取出來,高斯線條提取算法的具體實現如下: (1)利用高斯掩膜對圖像進行卷積,并利用 Hessian 矩陣計算出每個像素點在 X和 Y 方向上的二階偏導參數,計算矩陣最大特征值的特征向量用于確定每個像素點的線方向。對于圖像 f(x,y),Hessian 矩陣的表現形式如下:
式中,fx x 、fx y、fy y為函數 f(x,y)的二階偏導參數。
(2)若與線方向垂直的二階方向偏導數具有極大值,則可以將其歸為線上一點。對這些點集再次進行篩選,設立閾值 H 和 L,若二階方向偏導數比 H 大則保留,若二階方向偏導數比 L 小則舍去,若二階方向偏導數在 L 與 H 之間,則利用滯后閾值處理。L 和 H 參數是由要提取的線的線寬和高低對比度計算,計算公式如下:
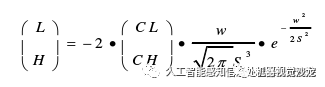
式中,CH 和 CL 為灰度高低對比度,本文設為 80 和 45,w 為線寬,本文設為15。 (3)最后依據線條的方向及長短將目標線條提取出來,提取方法為將線方向與水平方向的夾角在 45 度以內的保留,將提取的線中的像素點個數少于 150 的則舍去。如果可以提取出線條,則判定為有裂紋缺陷,裂紋缺陷提取過程如下圖所示。
-
濾波器
+關注
關注
161文章
7795瀏覽量
177996 -
函數
+關注
關注
3文章
4327瀏覽量
62573 -
圖像提取
+關注
關注
0文章
7瀏覽量
2180
原文標題:折疊缺陷檢測算法研究
文章出處:【微信號:機器視覺沙龍,微信公眾號:機器視覺沙龍】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
柔性印刷線路板缺陷檢測方法指南
labview缺陷檢測算法寫不出來?你OUT了!直接上深度學習吧!
視覺助手引腳錯位缺陷檢測算法分析
表面檢測市場案例,SMT缺陷檢測
PCB圖像線寬線距缺陷檢測算法研究
印刷缺陷檢測中的圖像對準算法
一種新的無監督學習的各種氣孔缺陷檢測算法

機器視覺的軸承套端面缺陷檢測
使用雙閾值自適應分割的軸承滾子表面缺陷提取技術研究說明
檢測系統中折疊缺陷檢測算法的研究
瑞薩電子深度學習算法在缺陷檢測領域的應用

基于改進FCOS的表面缺陷檢測算法

項目案例:基于YOLO的鋁型材表面缺陷識別






 工商網監
工商網監
評論