 排針排母電子連接器的選購和質量這五點很重要
排針排母電子連接器的選購和質量這五點很重要
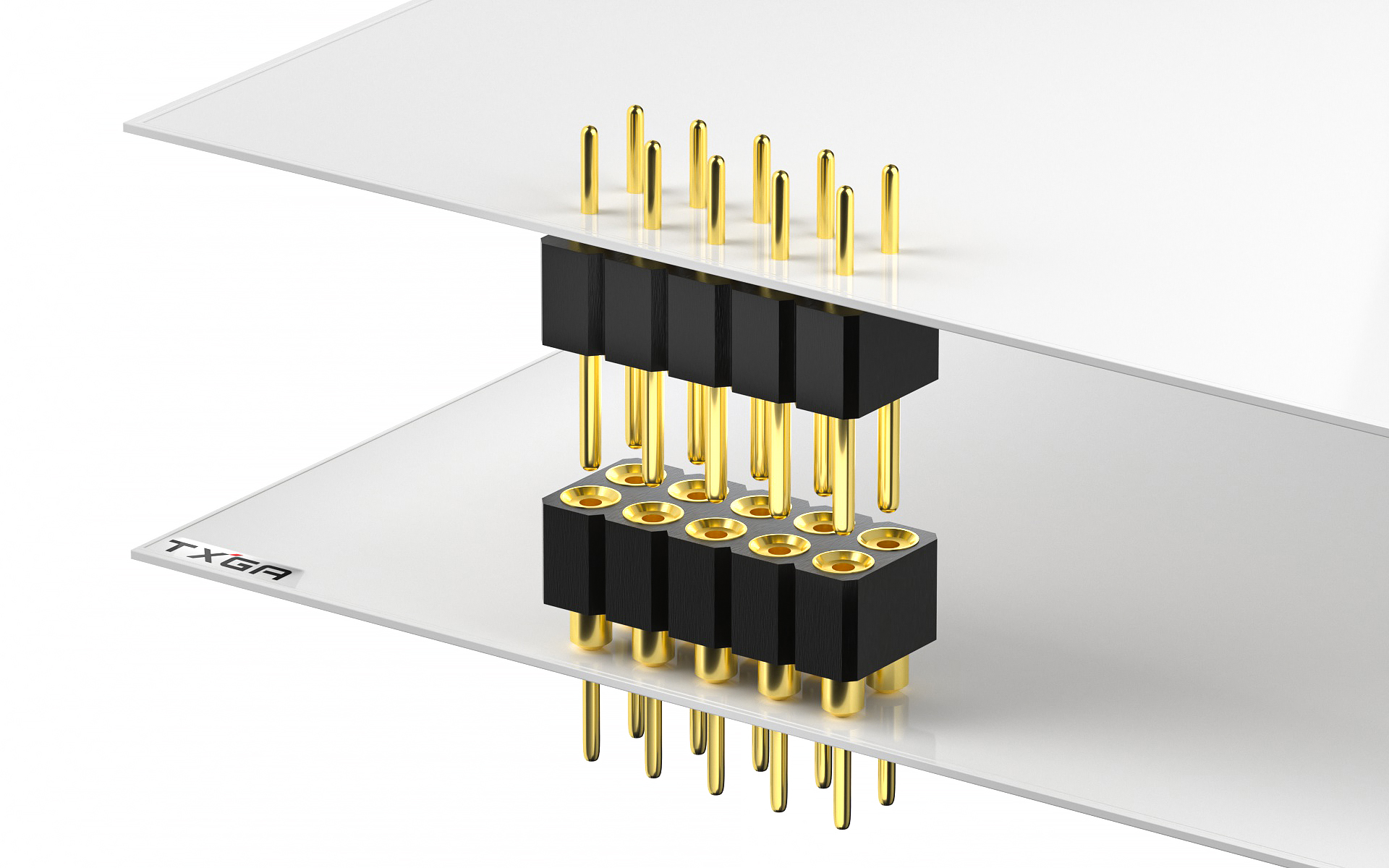
排針排母的用途也很廣泛,在電路板中最為常見。質量是影響電氣性能和工藝的基本要素。常見的質量問題一般有:缺針、平整度不合格、保持力不足、塑料達不到耐溫標準等。
接下來,康瑞電子就對這些問題的細節進行了講述:
一、 缺針。在排針排母的生產過程中,經常會出現漏針的情況,需要經過組裝工序。如何保證不合格品不流入客戶,是工廠質量控制的關鍵因素之一。雖然每件產品都有全檢,但要靠工人的目視檢查,難免會導致視覺疲勞。我們會增加設備,主動檢測機器上的缺Pin,確保篩選出缺Pin的產品。機器和人員的控制是提高良率的主要途徑。
二、平整度不合格。線路板端部焊接,貼片是必不可少的工序之一,排針排母卷帶包裝,自動貼片提高生產效率,降低人工成本。那么選擇T產品時最擔心的問題就是平整度。一旦出現缺陷,產品就會被焊錫,不導電,返工補焊的過程繁瑣,增加了成本。因此,在這方面,康瑞電子在質量控制上也非常小心,避免出現問題。
三、如何控制平整度,保證產品穩定性?
1.機器。夾具篩選。制作控制治具,將平整度調整到8-10S。當產品通過治具順利進管時,平整度合格。當產品卡住不合格時,平整度不符合要求,放置在缺陷產品區進行檢查和修復。
2.儀器二次檢測。對無法完成主動電機檢測且不通過治具的產品,使用CCD檢測平面度分析,檢測平面度后自動進入載帶包裝流程。
四、保持力不夠
1.保持力是排針排母性能中不可忽視的問題,但往往會導致嚴重的質量事故。例如排母膠芯與端子之間的保持力不夠,焊接PCB時不易發現。一旦焊接結束在和排針對插時,保持力不夠則會導致排針會將排母的膠芯全體帶出來,只留排母端子在PCB板上。這種批量的不良,將會給企業帶來嚴重的經濟損失。
2.在此環節中康瑞電子如何管控? 端子或膠芯生產完成后,首先進行實際匹配,保持力和插入力是否在合理范圍內,測試合格后方可入庫。組裝生產線時,在首件、檢驗、產品取樣三個環節進行嚴格的夾持力和塞力試驗,并做好詳細的數據記錄,層層檢測適配后達到標準才方可出貨。
五、塑料高溫。目前常用的塑料材料有P、PA6T、PA9T和LCP。其中,P只適用于波峰焊,而PA6T、PA9T、LCP均可用于波峰焊和回流焊。 SMD產品肯定是經過回流焊的,所以在詢價的時候一定要了解客戶的加工工藝。 即使采用耐高溫原料,過爐時也會出現膠芯變形、起泡的問題。 為什么?
原因之一是PA6T、PA9T和LCP材料在生產后兩三個月內不能使用,受潮材料在焊接時會引起起泡和變形。因此,如果塑料原料1-3個月不使用,則需要重新烘烤并通過回流焊進行測試,以確認是否會變形或起泡。
東莞市康瑞電子有限公司,是一家20多年專業從事連接器、連接線、電子線束等連接器生產廠家,主要產品有連接器、排針排母、接插件、連接線、線束、電子線、線對板連接器、線對線連接器等。公司各種資質證書齊全,技術力量雄厚,加工設備精良,檢驗設備完善以及擁有極強的研發能力,為您提供綠色環保高質量連接器及線束,是您最忠實可靠的合作伙伴。
審核編輯 黃昊宇
-
連接器
+關注
關注
98文章
14505瀏覽量
136504 -
連接線
+關注
關注
1文章
201瀏覽量
17193 -
電子連接器
+關注
關注
0文章
110瀏覽量
11009
發布評論請先 登錄
相關推薦
N型母連接器要注意哪些事項


絕緣軟母線與絕緣母排的區分
CR1220貼片式電池座連接器
M9航空公頭7針的排熱效果怎么樣


公母連接器PIN針的特點







 工商網監
工商網監
評論