") 冷軋機主減速機軸承室修復采用的哪家復合材料
冷軋機主減速機軸承室修復采用的哪家復合材料
一、冷軋機設備的主要概括
軋機主要用于鋼制品軋制、加工與精煉的一套鋼鐵行業(yè)機械設備。是將來料為一定厚度以下的鋼質板帶卷經(jīng)過幾個道次軋制,使之變成一定厚度鋼板的設備。由開卷機、卷取機、工作機座、傳動系統(tǒng)和附屬設備等幾大部分組成。
該次修復的是一家鋼鐵深加工企業(yè)的軋機卷取減速機軸承室磨損,減速機傳動的扭矩較大,長期運轉中軸承室和軸承外圈產(chǎn)生間隙,導致軸承室產(chǎn)生磨損,磨損導致的震動偏心使鋼卷倒卷的端面層次不齊,為下道工序的操作產(chǎn)生巨大影響。這次軸承室的磨損不均勻,主要磨損部位在齒輪箱的下壓蓋(受力面)位置,磨損量在2mm左右,上箱體軸承室有輕微磨損。
二、冷軋機減速機出現(xiàn)磨損問題的故障分析
齒輪箱是軋機的動力輸入設備,由于扭矩大,長時間運行很容易造成齒輪箱軸承室磨損。該廠傳動齒輪箱由于軸承與軸承室長期疲勞配合出現(xiàn)軸承室磨損,傳動齒輪箱8個軸承室都出現(xiàn)不同程度的磨損(磨損量最大處為2mm)。出現(xiàn)軸承室磨損后,設備運轉出現(xiàn)發(fā)熱,振動等設備問題,對生產(chǎn)造成極大安全隱患。該廠設備出現(xiàn)問題后發(fā)現(xiàn)軋輥的兩支撐輥軸線所在平面與兩工作棍軸線所在平面不重合,這種情況一旦發(fā)現(xiàn)較晚,軸承會遭受很大的負載力,造成軸承燒損爆死等嚴重事故。
軸承室磨損主要由以下原因造成:
1.由于潤滑不足、從而溫度升高,導致減速機軸承室磨損。
2.在安裝軸承時,沒有按照規(guī)定進行安裝或檢修不夠及時等因素導致軸承位磨損。
3.金屬雖具有良好的硬度但是抗沖擊性差,變形以后無法復原,抗疲勞性差,設備長期運行極易造成軸承室變形及磨損。
4.軸承本身存在缺陷,運行過程中軸承出現(xiàn)過熱甚至抱死等現(xiàn)象,導致冷軋減速機軸承室磨損。
三、針對冷軋減速機軸承室磨損修復解決方案
a:傳統(tǒng)修復工藝:
傳統(tǒng)工藝處理軸承室磨損需拆卸后運至維修車間對軸承室補焊或刷鍍后機加工修復,修復工期長、成本高。而且補焊容易造成熱應力使設備損傷變形,造成永久性傷害。修復好之后在使用過程中還是會造成二次磨損。冷軋減速機軸承室的磨損導致磨損部位呈現(xiàn)不規(guī)則的凹凸面,大面積補焊后造成熱應力變形。其次修復完成后也只能是線接觸甚至點接觸,在設備沖擊震動的作用下,造成應力集中,導致軸承室的再次磨損長此以往為企業(yè)浪費大量的人力、物力、財力。
b:福世藍修復工藝:
采用福世藍技術進行現(xiàn)場修復,其高分子復合材料略大于金屬的膨脹系數(shù)性能確保了在生產(chǎn)運行中配合面的百分百接觸;其另外材料自身具備的退讓性, 使其抗沖擊震動的能力遠高于不能退讓的金屬材料,同時隨軸承外圈的脹縮而脹縮,最大限度的減少了磨損的可能,從而確保設備的正常運行,達到甚至超出正常的使用周期。
C:復合材料修復工藝簡介:
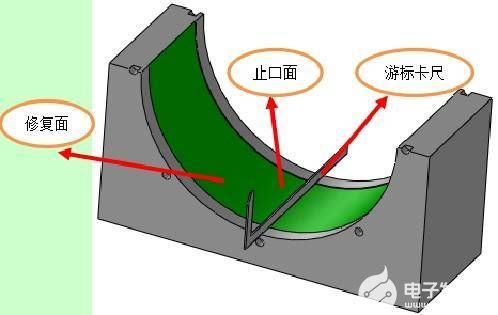
修復示意圖
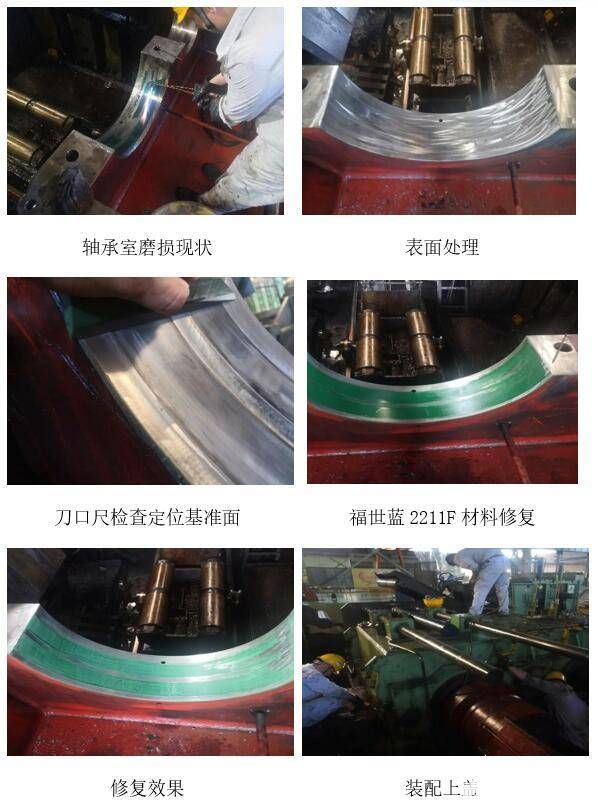
(1)減速機軸承室表面處理:烤油,打磨,確保表面干燥、干凈、結實。
(2)無水乙醇擦拭表面。
(3)按比例調和2211F材料至無色差。
(4)減速機軸承外圈表面薄薄涂一層803脫模劑。
(5)將材料涂抹至磨損表面,使用標尺或刀口尺沿基準面刮出修復尺寸。
(6)等待材料固化,固化后用細砂紙仔細研磨修復表面,去除多余材料。
(7)修復結束后,在冷軋機減速機軸承室內部再薄薄涂一層材料,直接裝配軸承。
(8)固化8-12小時后方可開機運行。
四、復合材料修復冷軋減速機軸承室磨損效果對比
采用高分子復合材料進行減速機軸承位磨損現(xiàn)場修復,既無熱影響,修復厚度也不受限制,產(chǎn)品所具有的金屬材料不具備的退讓性,確保修復部位百分百的接觸配合。在保證修復精度和滿足安裝要求的基礎上,無需對設備進行大量拆卸,修復周期短,一般8-12小時內完成修復和安裝工作。可極大地縮短停機時間、降低勞動成本,現(xiàn)場可修復,避免機加工的方法。而傳統(tǒng)修復工藝多無法進行快速有效的在線修復,高分子修復材料的出現(xiàn)則在很大程度上幫助企業(yè)解決軸承座磨損修復一系列問題。
五、企業(yè)采用復合材料修復冷軋減速機軸承位磨損
審核編輯 黃昊宇
-
減速機
+關注
關注
2文章
556瀏覽量
24212 -
冷軋機
+關注
關注
0文章
6瀏覽量
7279
發(fā)布評論請先 登錄
相關推薦





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論