 激光焊接技術中吹氣角度對焊縫質量的影響
激光焊接技術中吹氣角度對焊縫質量的影響
激光焊接過程常使用氦、氬、氮等氣體保護熔池,使工件在焊接工程中免受氧化。保護氣體種類和氣流大小、吹氣角度等因素對焊接結果有較大影響,不同的吹氣方法也會對焊接質量產生一定的影響。下面介紹激光焊接技術中吹氣角度對焊縫質量的影響。
除了根據激光焊接材料選擇合適的保護氣外,研究保護氣的吹氣角度、方向、流量等參數對焊縫形貌的影響十分必要。下面我們基于相同的焊接條件下,研究保護氣不同吹氣角度對焊縫的影響。瑞豐光電激光十六年專注研發和生產激光設備,憑借多年的激光設備研發經驗,產品技術成熟,產品性能安全穩定。公司遵循“技術創新、產品創新、服務創新”的經營理念,給客戶提供最優質的產品及服務。
通過實驗測試,控制吹氣其他變量相同的情況下,在不同流量大小時對焊縫形貌的影響趨勢相同,只是流量越大,對焊縫熔深影響越明顯,對焊縫表面及下部熔寬影響不大,因此,在保護氣流量為5L/min的情況下且控制其他變量的條件下,僅變更吹氣角度,進行吹氣角度的研究。
通過實驗數據看出,焊縫熔深隨著吹氣角度的增大先增大,后減小,在0°或大于45°時,熔深都快速減小,當吹氣角度為30°時,焊縫熔深達到最大。焊縫熔寬由等離子體對激光的衰減和氣流對熔池的作用共同決定,在吹氣角度為0°時,熔寬最小;隨吹氣角度增大,熔寬增大,當角度大于45°時,熔寬變化不大。
以上就是激光焊接技術中吹氣角度對焊縫質量的影響,正確吹保護氣體可以有效保護熔池不被氧化,適當吹保護氣體可以促進凝固過程中熔池的均勻鋪展,使焊縫成形均勻美觀。
審核編輯:湯梓紅
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
焊縫
+關注
關注
1文章
98瀏覽量
12994 -
激光焊接
+關注
關注
3文章
490瀏覽量
21072
發布評論請先 登錄
相關推薦
焊接方法對焊接質量的影響
,手工電弧焊通常產生窄而深的焊縫,表面略帶凸起,并具有一定的波紋狀;而激光焊則產生窄而深、表面光滑且精細的焊縫。焊縫的外觀質量不僅影響美觀,
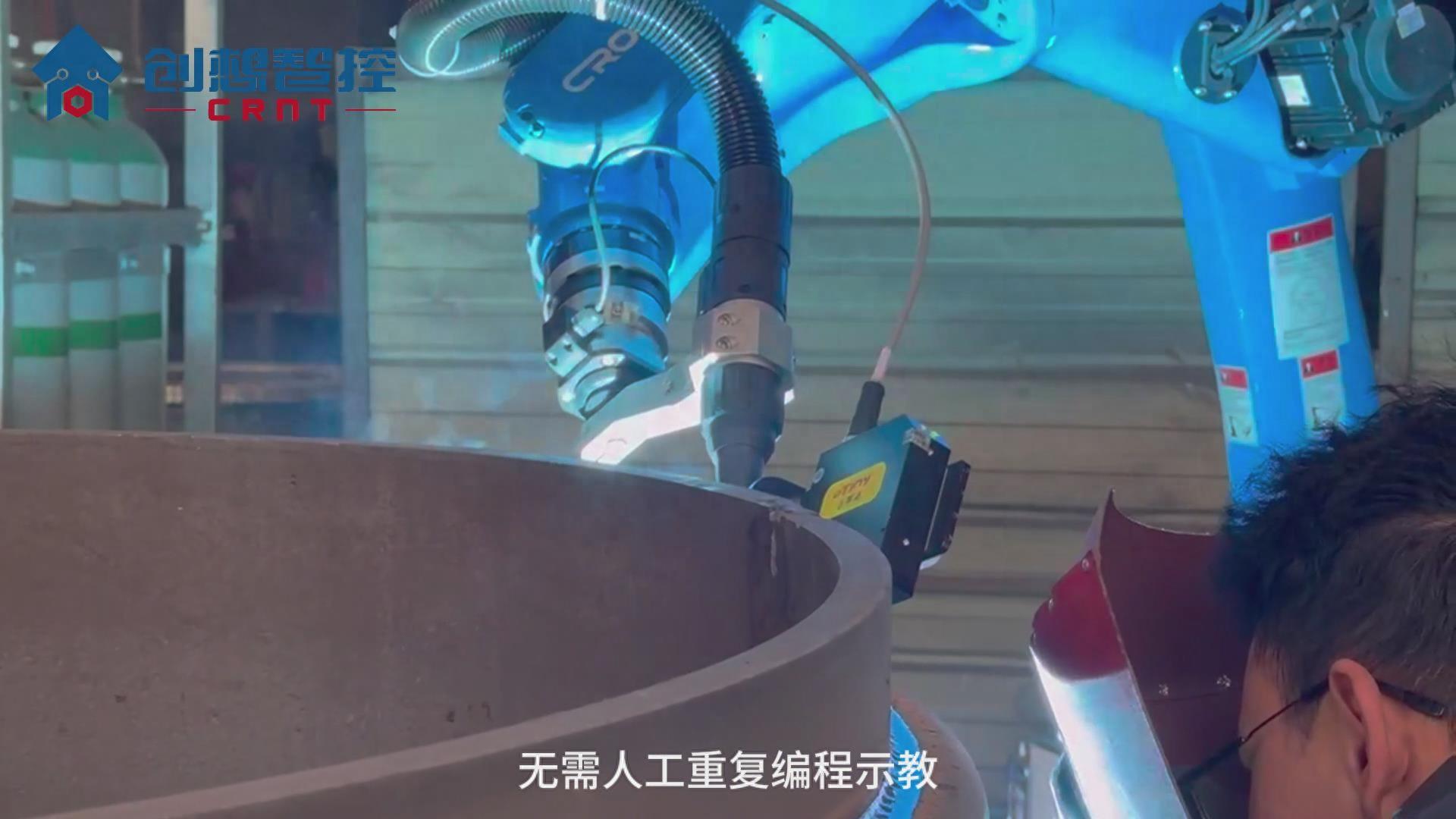
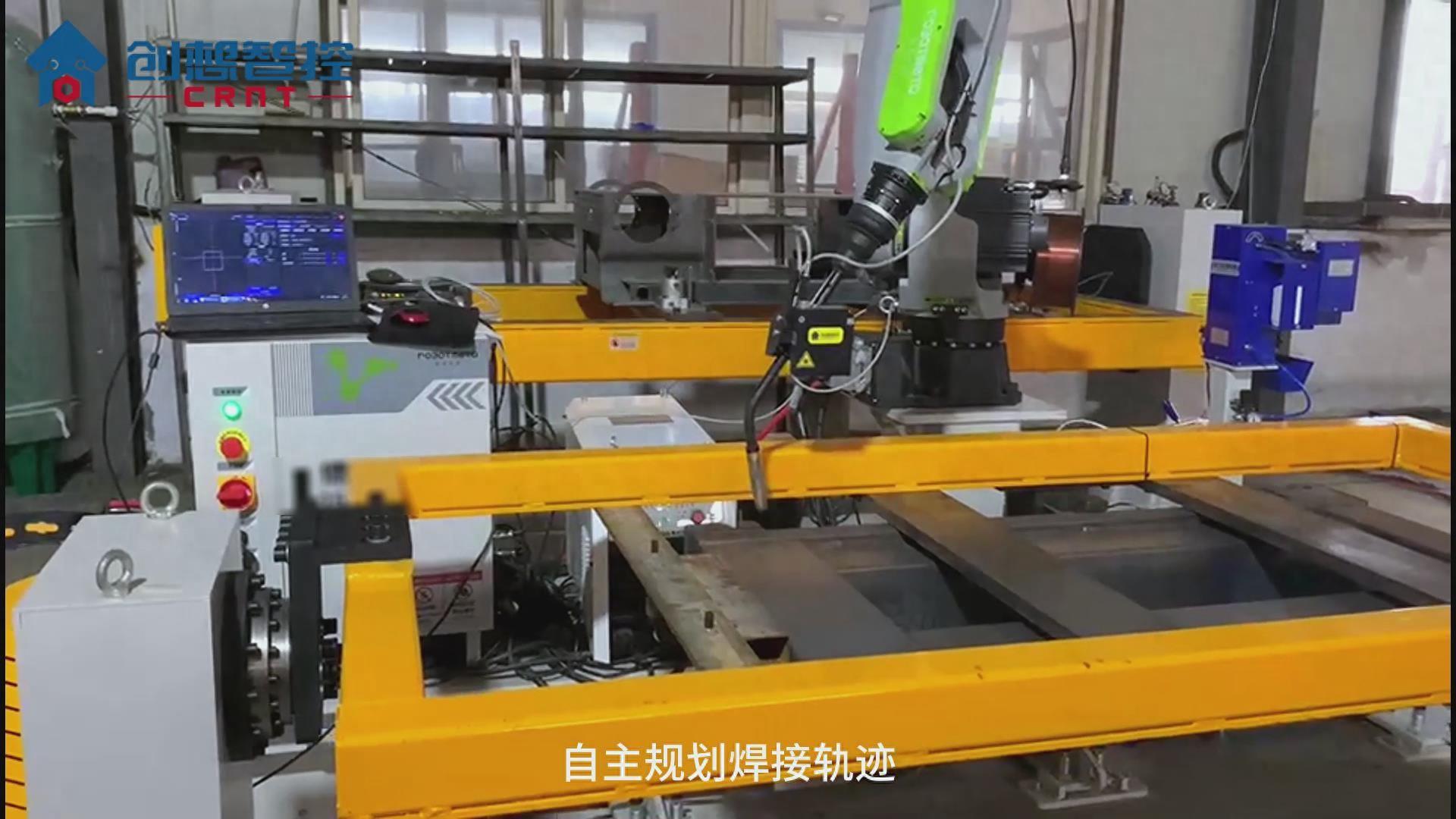
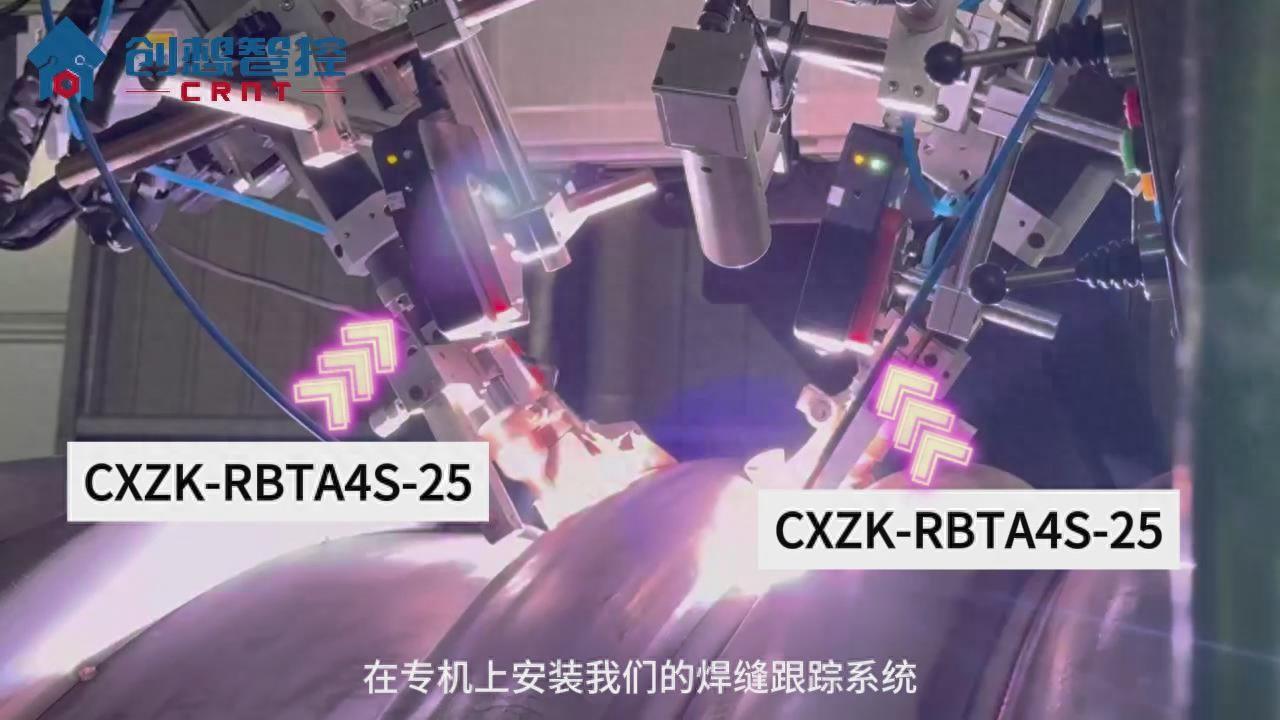
創想智控激光焊縫跟蹤系統協同焊接專機自動化焊接滅火器罐的應用
中的重要技術,今天一起了解創想智控激光焊縫跟蹤系統協同焊接專機自動化焊接滅火器罐的應用。 ??

創想智控激光焊縫跟蹤傳感器在海底抽淤管道全自動焊接的應用
焊接質量不穩定,無法滿足使用需求。今天一起來看創想智控激光焊縫跟蹤傳感器在海底抽淤管道全自動焊接的應用。
創想智控焊縫跟蹤系統運用激光尋位在工程汽車高機底座焊接的應用
在現代制造業中,焊接質量和效率直接影響著產品的性能與成本。尤其是在工程汽車制造中,高機底座的焊接是一個至關重要的環節。隨著自動化
創想智控激光焊縫跟蹤器在醫療攪拌罐反應釜自動焊接的應用
??工業智造的時代,生產制造企業對自動化焊接的需求與日俱增,醫療設備制造領域,如醫療攪拌罐反應釜的焊接,對于精度與質量的要求尤為嚴格,激光焊縫
創想智控激光焊縫跟蹤器在機械法蘭盤自動掃描焊接的應用
??在現代制造業中,焊接廣泛應用于各類機械、航空航天、造船等領域。隨著工業自動化的普及,對焊接質量和效率的要求不斷提高,傳統焊接方法因難以應

創想智控激光焊縫跟蹤傳感器在機械底盤自動引導焊接的應用
??隨著制造業的不斷發展,機械底盤的自動焊接需求也在不斷增長,機械底盤作為各類機械設備的重要組成部分,其焊接質量直接影響到設備的整體性能和安全性。然而,焊接過程中對

創想智控激光焊縫跟蹤系統在地磅秤自適應焊接的應用
??在制造業中,焊接作為連接材料的關鍵技術,其質量和效率直接影響到產品的整體性能。地磅秤作為大型稱重設備,其結構復雜,對焊接

創想智控激光焊縫跟蹤系統在波紋板自動化焊接的應用
隨著工業自動化水平的不斷提高,焊接技術也在迅速發展。激光焊縫跟蹤系統作為一種先進的技術,正在被廣泛應用于各種復雜
激光焊縫跟蹤系統在焊接自動化領域的發展前景和挑戰是什么
激光焊縫跟蹤系統是近年來在焊接自動化領域備受關注的一項技術。隨著制造業的發展和自動化程度的提高,傳統的焊接方法已經難以滿足對

創想激光焊縫跟蹤系統適配錢江機器人在智能焊接領域的應用
隨著制造業的不斷發展,智能焊接技術在提高焊接效率、質量和安全性方面發揮著越來越重要的作用。在智能焊接領域,






 工商網監
工商網監
評論