 SLA 3D打印技術后處理主要過程
SLA 3D打印技術后處理主要過程
一、SLA 3D打印技術后處理主要過程
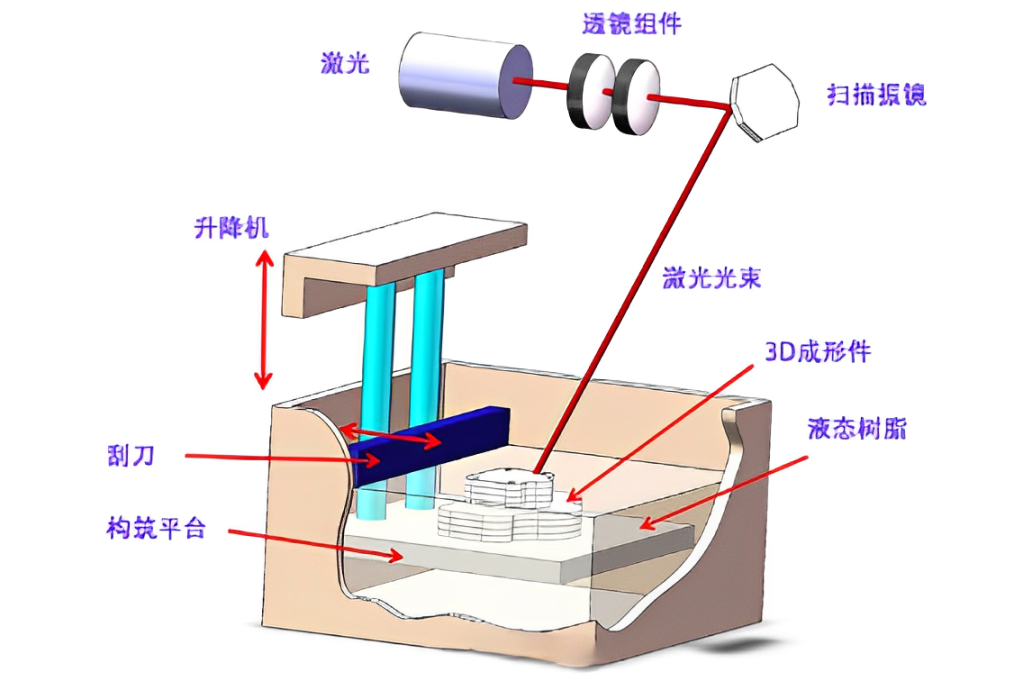
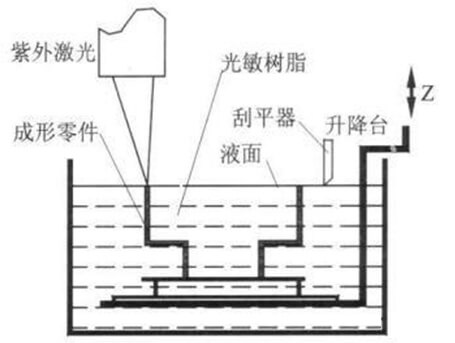
(1)工作臺升出液面 原型制作結束后,工作臺升出液面,停留5~10min,以晾干多余的樹脂。
(2)清洗原型和工作臺 將原型和工作臺一起斜放晾干后浸入丙酮、酒精等清洗液體中,攪動并刷掉殘留的氣泡。持續45min左右,之后放入水池中清洗工作臺約5min。
(3)取出成型件 將薄片狀鏟刀插入成型件與升降臺板之間,取出成型件。如果成型件較軟時,可以將成型件連同升降臺板一起取出進行后固化處理。
(4)未固化樹脂的排除 如果在成型件內部殘留有未固化的樹脂,未固化的樹脂可能在后固化處理或成型件存儲的過程中發生暗反應并收縮,導致成型件變形。因此,在設計CAD三維模型時,需預留若干排液的小孔;或在適當的位置鉆若干小孔,將液態樹脂(未固化的樹脂)排出。
(5)原型件表面再次清洗 可以將成型件浸入溶劑或超聲波清洗槽中清洗掉表面的液態樹脂。如果使用的水溶性溶劑再次清洗,再次清洗后應用清水洗掉成型件表面殘留的水溶性溶劑,再用壓縮空氣將清水吹掉。最后用蘸有溶劑(可溶解液態樹脂的溶劑)的棉簽除去殘留在表面的液態樹脂。
(6)后固化處理 當用激光照射成型的原型件硬度還不滿足要求時,有必要再用紫外線燈照射的光固化和加熱方式對原型件進行后固化處理。 用光固化方式進行后固化時,建議使用透射到原件內部的長波光源,且使用照度較弱的光源進行輻照,以避免因急劇反應引起內部溫度上升。需要注意,后固化過程產生內應力和溫度上升等引起原型件軟化的因素可能使制件發生變形或出現裂紋。
(7)去除支撐 用剪刀和鑷子等將支撐去除,然后用銼刀和砂紙進行光整(個人理解:使制件光滑平整)。對于比較脆的樹脂材料,在后固化處理步驟后去除支撐容易損傷制件,所以建議在后固化處理步驟前去除支撐。
(8)機械加工 機械加工指根據需要在制件上打孔和攻螺紋等加工。
一般來說,對塑料進行切削、銑削、研磨、打孔等精加工容易發生小片剝離缺損和開裂等問題。對于陽離子型樹脂,打孔時進刀速度過低會發生結膠氣味,速度過高會出現裂紋。打孔時為了防止出現開裂,應避免鉆頭的偏心旋轉。需要攻螺紋的孔,須選擇適當的孔徑。
二、SLA 3D打印技術后處理難點及改進
(1)樹脂收縮 樹脂收縮主要由兩部分組成:
1)固化收縮,通常光敏樹脂固化的體收縮率約為10%,線收縮率約為3%。從分子學層面,光敏樹脂的固化過程是短的小分子向長鏈大分子聚合體轉變的過程,其分子結構發生較大變化。因此,樹脂固化收縮是必然的。
2)當激光掃描到液體樹脂表面時由于溫度變化引起的熱脹冷縮。常用樹脂的熱膨脹系數為10-4左右,同時,溫度升高的區域面積較小,因此溫度變化引起的收縮量小,可以忽略不計。
(2)SLA原型變形
SLA原型變形主要由兩部分組成:
1)樹脂收縮產生的變形。
2)后固化處理時收縮產生的變形,后固化處理收縮量占總收縮量的25%~40%。
(3)減小變形的改進方法 減小SLA原型翹曲變形的方法包括成型工藝改進和樹脂配方改進。課程具體介紹了樹脂配方改進的發展情況:
工業粘結劑制造商Dymax公司推出了一款新型的3D打印樹脂BomarBR-970H,該材料是一款具有高模量的低聚物,主要特點包括:
1)固化速度快,收縮率為0.7%,打印質量較高;
2)化學與色彩穩定性好,長時間放置能保持較高的光學清晰度;
3)吸水率為0.15(數值較低),可輕松應對潮濕環境;
4)兼容多個品牌的光固化3D打印機;
5)較高的抗沖擊強度。
三、SLA 3D打印技術的發展情況
SLA 3D打印技術已應用于多個領域,如:模型、航空航天、復雜構建、藝術品、生物醫藥、微電子等。
審核編輯:劉清
-
SLA
+關注
關注
1文章
54瀏覽量
18284 -
激光掃描
+關注
關注
0文章
116瀏覽量
11457 -
3D打印技術
+關注
關注
4文章
221瀏覽量
31925
原文標題:3D打印相關介紹(10)——SLA 3D打印技術(下)
文章出處:【微信號:行業學習與研究,微信公眾號:行業學習與研究】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
3D打印技術,推動手板打樣從概念到成品的高效轉化

3D打印技術應用的未來

物聯網行業中3D打印工藝——SLA(立體光固化成型技術)

3D打印汽車零部件建模設計3D打印服務

3D打印成就未來新產業

YXC晶振 32.768KHz石英振蕩器,封裝3225,應用于3D打印機
3D打印服務及電鍍加工后處理服務






 工商網監
工商網監
評論