 雙色模具和包覆成型有什么區別呢?選擇哪一個?
雙色模具和包覆成型有什么區別呢?選擇哪一個?
目前,雙色模具(雙色注塑模具)在市場上越來越受歡迎。這個過程可以使產品的外觀更加美觀,并且無需噴涂即可輕松改變顏色,但成本昂貴,技術要求高。還有可以相互滿足的包覆成型。兩種模具的質量產品有很大不同。那么雙色模具和包覆成型有什么區別呢?選擇哪一個?
01
什么是雙色注塑成型
雙色模具或“雙色”注塑成型包括通過一個注塑工藝將兩種不同的聚合物(或一種聚合物的兩種不同顏色)加工成最終產品。該技術使多種功能能夠集成到注塑產品中。
兩種塑料材料在同一臺注塑機上注塑成型,分為兩種成型,但產品只出模一次。一般來說,這種成型工藝又叫雙色注塑成型,通常由一套模具完成,需要專用的雙色注塑機。該過程相對簡單:將一種材料注射到模具中以制造產品的初始部分,然后再次注射與初始注塑成型件兼容的另一種材料。然后,兩種塑料樹脂形成分子鍵,多樹脂模塑部件被冷卻并彈出。
02
雙色注塑的應用場景
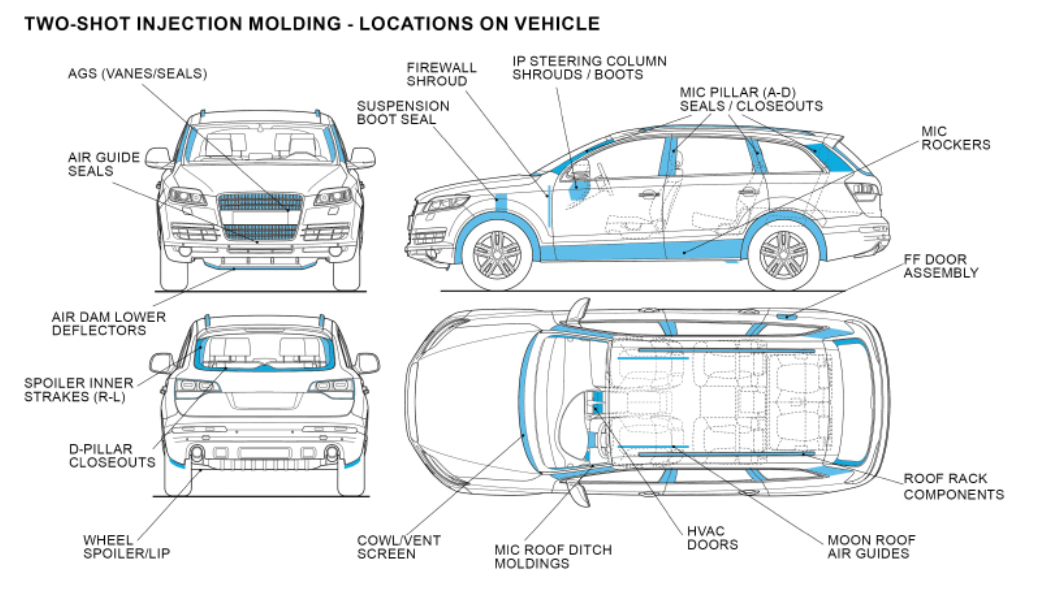
這是成型技術,廣泛用于高端臺式PC的鑰匙頂部的制備,或汽車導航單元的發光按鈕等,通常,似乎經常使用兩種相同類型的塑料樹脂,例如PS塑料或ABS塑料。這是因為兩種模塑制品之間有非常好的附著力。雖然可以用兩種不同類型的塑料樹脂(如ABS和POM)生產模塑產品,但它們之間的附著力不一定很好。(當附著力好和附著力不好時,有不同的應用。此外,最近還實現了一些獨特的組合,例如熱塑性塑料材料與熱塑性彈性體(類橡膠塑料樹脂)的組合。
雙色注塑工藝產品在汽車上面的應用如下圖所示:
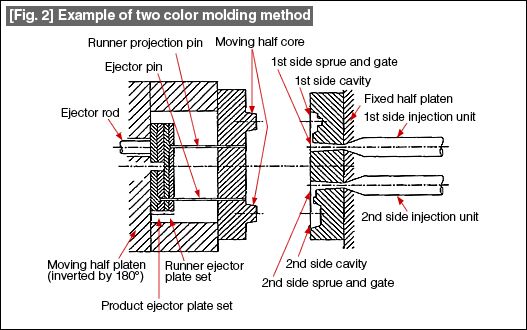
為了實際使用雙色注塑成型方法,通常需要特殊的注塑機。這種機器是由日本以及瑞士和德國等國的注塑機制造商制造的。注塑機配有兩個注塑單元,分別通過其各自的澆口將熔融材料倒入模具型腔內部。
在模具中,型腔的內側部分在相應塑料材料的固定側形成。
另一方面,在移動的一半上形成兩個相同形狀的外螺紋芯,工頭部件之間的空間可以通過旋轉機構或滑動機構來移動。此結構有幾種類型的模式。
在雙色注塑成型方法中,由于可以一步到位生產出漂亮的多功能成型產品,因此可以生產出具有高附加值的成型品。對于小尺寸的模制件,也可以在一次注射中具有多個型腔。
然而,模具的設計需要有關壁厚設計的知識以及不同塑料材料之間粘合的專業知識。關于模具的溫度控制,一些技術也是必要的。
03
雙色注塑技術要點
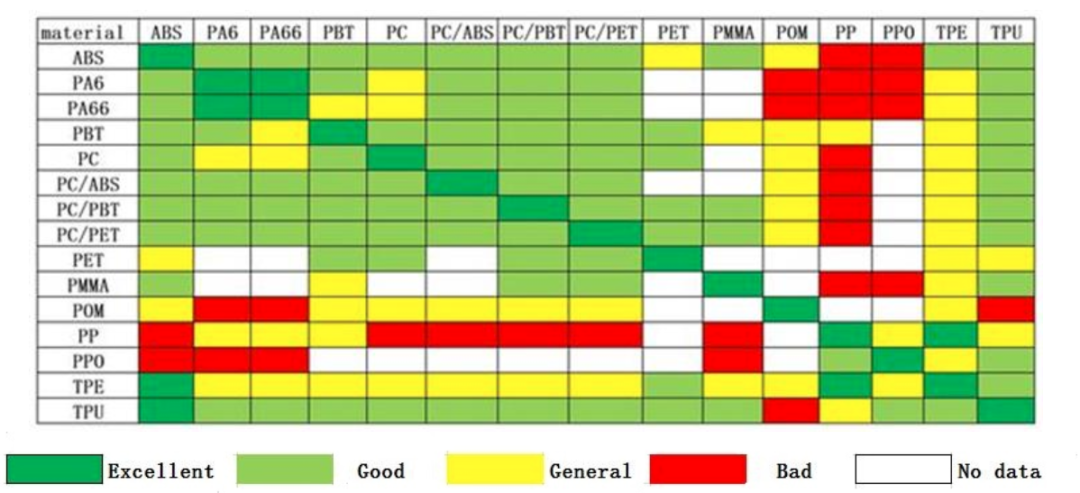
材料要求:
二色注塑成型配套材料必須滿足兩個基本相容性條件,即附著力相容性和加工相容性。(下圖僅僅可以作為通用性的選擇指南。在選擇具體的材料型號時,最好是同塑料供應商聯系,尋求更專業的意見。)
技術要求:
兩種材料必須熔點存在一定的溫度差,一般推薦為60℃,建議至少30℃以上,第一種材料的熔點溫度高,一般第一種是PC或PC/ABS,第二種是TPU或TPE,PC厚0.6-0.7mm,軟件0.4mm以上。
1.由于外觀是透明件,那么在結構設計的時候壁厚一定要均勻,不能有凹凸不平,除非是故意設計成這樣的紋理。
2.用作透明導光件時,依舊需要設計的盡量均勻,少設計有凹凸不平的膠位,少設計加強筋,防止光線穿過看到內部結構暗影。
3.第一層為硬膠時,結構面壁厚設計最薄處不能低于0.6mm,防止注塑射不滿膠。
4.第二層外觀面為硬膠時壁厚設計在0.6-2.0mm之間,常規設計在0.8mm,防止
成型缺陷造成外觀問題。
5.第二層外觀面為軟膠時壁厚設計在0.4-2.0mm之間,常規設計在0.8mm,防止成型缺陷造成外觀問題。
6.第二層外觀面為軟膠時,在設計的時候盡量不要斷開,盡量設計成一個進膠點就能夠走完所有外觀設計面。
模具要求:
雙色模具:兩種塑料材料在同一臺注塑機上,兩次成型,但產品只成型一次。一般來說,這種成型工藝也稱為雙色注塑成型,通常由一套模具組成,需要一臺特殊的雙色注塑機。

一般來說,有以下要求:
1、雌模的兩種形狀必須不同,分別成型產品,而公模的兩種形狀必須完全相同。
2、模具中心旋轉180度后,模具必須相同。
3.前面板加A板的總厚度應不小于170mm。應仔細研究模具的最大厚度,模具的最小厚度以及KO孔的距離。
4、三板模的出水口可設計為自動脫模。
5.在設計母模進行第二次注塑時,為了避免第二主模劃傷第一模塑產品的膠水水平,可以設計一部分避免虛空。但要仔細考慮每個密封部位的強度(即在注塑成型時,在較大的注塑壓力下是否存在塑性變形,導致在第二次注塑成型中出現批量鋒面的可能性)。
6、注塑成型時,第一次注塑成型的產品尺寸可以稍大一些,以使其在第二次成型時能與其他產品更緊密,以滿足密封效果;
7.注意第二次注塑成型,塑料流會沖動第一個已經成型的產品,使膠水變形;
8、在A板或B板夾緊之前,要注意前模滑塊或傾斜的車頂是否會先復位并壓碎產品。
9、兩種母模和公共模式的配水盡量均衡;
10、99%的情況是先注塑硬橡膠部分的產品,再注射成型軟橡膠部分的產品,因為軟橡膠容易變形。
04
雙色注塑成型的優點
機械粘接
使用雙色注塑成型制造的產品表現出優異的機械性能。在成型過程中,不同層次的產品形成分子鍵,給予良好的材料選擇。這種粘合通常比傳統的成型和裝配更強,甚至比其他先進方法(如包覆成型和嵌件成型)更強。
美學
在雙色工藝中制造的產品可以看起來非常好,同時還保留了它們所需的結構特性。在此過程中,承重結構部件可以在第一步中成型,而在第二步中可以使用更吸引人的材料添加最后的潤色。
人類工程學
雙色注塑成型工藝可以完美地制造符合人體工程學設計的產品。結構塑料可以很容易地覆蓋或使用更適合人機界面的材料添加在上面。柔軟的橡膠材料更適合人手,因為它提供了更好的抓地力和更柔軟的觸感。
生產時間
雙色注塑成型的決定性優勢是節省生產時間。由于在此過程中可以添加多個級別的產品,因此通常不需要對項目進行二次組裝。在傳統注塑成型的制造過程中,這本來是一個完整的第二步,現在可以通過一個組合成型工藝完成。
單位成本
這就是雙色注塑成型真正發揮作用的地方。雙色注塑成型使生產線能夠以比以往更少的生產步驟制造更復雜的產品。考慮傳統的注塑成型工藝:如果某種產品由兩種不同的材料組成,則必須在兩個不同的模具中分別成型,然后進行手動組裝步驟。在雙色注塑成型中,這兩種成分不僅在一個模具設置中成型,而且還熔合在一起,無需任何組裝。
精度
與傳統的成型和裝配相比,甚至與嵌件成型等現代工藝相比,雙色注塑成型可提供非常精確的制造。由于半成品不需要在步驟之間從模具中取出,因此沒有材料錯位的機會。如果通過良好的產品設計正確控制熱效應,最終結果可以真正像模具本身一樣精確。
高效利用材料
雙色注塑成型使設計師能夠充分利用多種材料。工程塑料可能具有許多良好但截然不同的性能。設計人員可以將硬塑料的良好結構性能與其他材料的柔軟和吸引力相結合,以準確實現所需的結果。
05
雙色注塑成型的缺點
1.模具成本高,設置交貨時間長。由于所需的設計,測試和工具,前期成本很高。有最初的設計和原型設計(可能通過CNC或3D打印),然后是原型模具工具的設計,以批量生產零件的復制品。最后,只有在兩個階段都經過廣泛的測試后,您才能最終將產品注射出來。
2.零件設計限制。塑料零件在設計時必須考慮注塑成型,并且必須遵循注塑成型的基本規則,例如:盡可能避免底切和鋒利的邊緣使用均勻的壁厚,以防止冷卻過程中的不一致導致凹痕等缺陷。鼓勵采用拔模角度,以便更好地脫模。
3.塑料之收縮率差異要小 差異過大將影響結合面結合強度,并可能造成產品的翹曲。
4.此外,零件的重量和尺寸將決定工具尺寸和必要的壓力機尺寸。零件越大,難度越高,成本越高。
5.小批量生產的零件可能成本高昂。由于工具的復雜性,以及在制造下一個產品之前必須清除機器上的所有先前材料,因此設置時間可能相當長。因此,傳統上,小批量生產的零件一直被認為對注塑模具來說太昂貴了。
06
什么是包覆成型(包模)
二次成型是將兩種或多種介質(物質)合并形成最終成型產品的操作,二次成型需要制作兩個單獨的模具,一種是基材(第一模具),第二種模具稱為包覆成型,如果基材是金屬零件或黃銅零件,這種類型的二次成型我們通常稱為嵌件成型,而嵌件成型只需要一個模具即可完成該過程。主要使用的包覆成型材料是熱塑性塑料和橡膠。在二次成型過程中,發生的活性是機械的或化學的,使兩種物質結合。
兩種塑料材料在不同的注塑機上注塑成型,分為兩種成型。從一組模具中取出模具后,將產品放入另一組模具中進行二次成型。因此,一般的成型工藝通常由兩套模具完成,無需專用的雙色注塑機。
07
二次成型的優點
1.與兩次注塑成型相比,二次成型更容易制作,您可以使用普通的注塑機在一個成型零件中制作2或3種不同的顏色,或者在一個末端零件中制作兩種或三種不同的材料。
2.塑料成型部件更可靠,因為在制造階段沒有粘合。
3.減少二次操作;裝配和人工成本。
4.零件具有高度的穩定性和體質,因為在機械互鎖后,它們成為一體。
08
包覆成型和雙色模具有什么區別,選擇哪一種?
像雙注射模具一樣的困難是制造兩個相同的模具。為了達到這個結果,模具和設備應該得到保證。它需要比模具在模具的加工和加工精度上高。當其中一個零件需要修改時,兩個背模需要同時修改。
但是,這個問題在包覆成型中并不存在。外模是在第一臺單色注塑機上制作一個有色的塑料零件,然后手動將該產品放入第二臺模具中成型。由于手工放置,精度不足,容易造成產品出來后出現吸塑、應變、斷裂等表面質量問題,因此報廢量會非常大。
因此,您可以選擇使用雙色注塑模具來制造高質量的產品,如果您想節省成本并且對產品要求不太嚴格,則可以選擇使用二次成型進行生產。
09
結論
從多色成型和雙色成型的特點和應用可以看出,雙色注塑機的發展前景相當廣闊。雙色注塑機和多色注塑機的創新,不僅提高了成型工藝的精度,為高難度工藝提供了技術和設備支持,而且開辟了新的成型范圍。優秀的雙色和多色注塑機可以處理和生產多樣化的、高質量的、高附加值的產品。
審核編輯:劉清
-
ABS
+關注
關注
2文章
162瀏覽量
34622 -
CNC
+關注
關注
7文章
311瀏覽量
35157 -
TPU
+關注
關注
0文章
141瀏覽量
20723 -
TPE
+關注
關注
0文章
19瀏覽量
7339
原文標題:雙色注塑和包覆成型的區別
文章出處:【微信號:心植桂冠,微信公眾號:心植桂冠】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
域名、IP 地址、網址分別是什么?有什么區別呢?
請問模擬開關跟多路復用器有什么區別?
關閉串口,LL_USART_DeInit和LL_USART_Disable這兩個函數有什么區別呢?
Littelfuse推出59177系列超小型包覆成型磁簧開關
STM32F429是有雙BANK的,BFB2如何設置從哪一個BANK啟動?
Littelfuse推出適用于空間受限設計的超小型包覆成型磁簧開關解決方案






 工商網監
工商網監
評論