

想象一下自己在繁忙的高速公路中間。你在晚上以高速行駛,突然之間,你的車就停死了。一切都結(jié)束了!
生產(chǎn)低質(zhì)量、不可靠的線束或有缺陷的復(fù)雜線束肯定不是線束制造商的期望。任何稱職的線束生產(chǎn)商都依賴于一流的高效工藝。在任何過程中,效率和質(zhì)量的主要貢獻(xiàn)者之一是經(jīng)過校準(zhǔn)的設(shè)備。在線材加工機(jī)的范圍內(nèi),有三個主要的工藝塊:預(yù)加工,工藝和后處理。顧名思義,前處理和后處理是在主過程之前或之后執(zhí)行的輔助和補(bǔ)充過程。實(shí)際過程需要測量散裝導(dǎo)線的一段長度,切割和剝?nèi)ル娋€的末端,并將連接器和/或其他元件連接到這些末端。
由于我們在這里談?wù)摰氖菢?gòu)建要安裝在車輛,電器等中的電線束,因此我們可以推測,線束中每根電線的兩端與其預(yù)期目標(biāo)之間的連接至關(guān)重要。因此,長度精度與適當(dāng)?shù)?a href="http://www.1cnz.cn/v/tag/2364/" target="_blank">電氣連接相結(jié)合是絕對必要的。這兩個關(guān)鍵要素包含在機(jī)器的主流程中,并為我們提供設(shè)備中需要校準(zhǔn)的機(jī)制的線索。在評估這些要素時,我們必須分析進(jìn)給牽引機(jī)構(gòu),切割和剝皮頭和運(yùn)輸臂,以及壓接壓力機(jī)和模具。
校準(zhǔn)本質(zhì)上被理解為在已知和可接受的值內(nèi)將結(jié)果與標(biāo)準(zhǔn)進(jìn)行比較。隨著現(xiàn)代線材加工設(shè)備在技術(shù)上從早期發(fā)展到現(xiàn)在,其校準(zhǔn)也隨之發(fā)展。不僅校準(zhǔn)標(biāo)準(zhǔn)不斷發(fā)展,用戶也有能力在現(xiàn)場校準(zhǔn)設(shè)備。早期的機(jī)電機(jī)器是基于凸輪和杠桿的,并在工廠進(jìn)行校準(zhǔn)。它們很難在現(xiàn)場重新校準(zhǔn),特別是當(dāng)金屬部件磨損時。
今天的機(jī)器是用基于輕質(zhì)金屬和其他先進(jìn)材料的先進(jìn)準(zhǔn)機(jī)器人精密機(jī)構(gòu)制造的。它們與基于伺服電機(jī)的計(jì)算機(jī)控制操作相結(jié)合,不僅可以減少磨損,還可以允許基于軟件的用戶可訪問的校準(zhǔn)和重新校準(zhǔn)。
那么,如果我們關(guān)注主工藝序列中的線切割和剝皮過程,那么刀片在校準(zhǔn)過程中應(yīng)該扮演什么角色呢?
大多數(shù)用戶了解并認(rèn)識到端子壓接工具的作用和重要性,以及如何在過程操作后監(jiān)控和解釋壓接端子參數(shù)。但并非每個人都完全理解或欣賞精心設(shè)計(jì)和制造的刀片在最終壓接程序成功過程中對下游的貢獻(xiàn)。也許是我們在日常生活中使用切割刀片(刀,剪刀等)的熟悉程度,這使我們無法認(rèn)識到刀片與壓接模具一樣是精密工具。
欣賞刀片在此過程中發(fā)揮作用的最佳方式是將其視為刀頭機(jī)構(gòu)的延伸,或者更好的是,它是刀頭機(jī)構(gòu)的可反復(fù)更換的部分。因此,它本質(zhì)上應(yīng)具有與機(jī)械裝置本身的設(shè)計(jì)和功能相一致的尺寸和幾何參數(shù)。
現(xiàn)代伺服電機(jī)驅(qū)動的刀盤利用伺服電機(jī)之間的閉環(huán)系統(tǒng)獲得的受控旋轉(zhuǎn)和編碼器提供的角度位置反饋所實(shí)現(xiàn)的極高精度運(yùn)動。該系統(tǒng)使刀頭運(yùn)動能夠提供精確到0.001線性毫米的位移運(yùn)動。轉(zhuǎn)速計(jì)系統(tǒng)允許調(diào)節(jié)轉(zhuǎn)速。這些功能相結(jié)合,使用戶能夠?qū)υO(shè)備進(jìn)行微調(diào)以獲得最佳性能。從圖 1 的插圖中可以看出,刀片夾持器單元在所有三個軸上都精確對齊,為了保持刀頭的設(shè)計(jì)功能,安裝在其上的任何刀片也應(yīng)保持所有三個軸的公差。
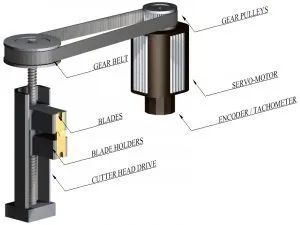
圖 1.伺服驅(qū)動刀盤組件
為了更好地理解這一點(diǎn),讓我們考慮一個例子,說明現(xiàn)代設(shè)備中的刀頭以及捕獲和轉(zhuǎn)移擺臂和夾具如何由現(xiàn)場用戶進(jìn)行校準(zhǔn):(Cr.01型的程序示例由ARTOS工程公司提供)
機(jī)器的切割動作通過伺服驅(qū)動的刀頭機(jī)構(gòu)執(zhí)行,該機(jī)構(gòu)控制打開/關(guān)閉順序。伺服驅(qū)動器的運(yùn)動又由板載編碼器讀數(shù)調(diào)節(jié),該讀數(shù)(通過軟件)轉(zhuǎn)換為刀頭的相對線性垂直位置,即在“Y”軸中刀片架位于任何給定點(diǎn)的位置。同時,其他伺服驅(qū)動器和編碼器組合確定傳輸擺臂和捕獲夾具在空間中的位置。
確定刀片支架、擺臂和電線捕獲夾具在空間中的相對位置是校準(zhǔn)的基本依據(jù)。我們現(xiàn)在需要完成的校準(zhǔn),就是在空間中提供機(jī)構(gòu)參考或“標(biāo)準(zhǔn)”點(diǎn)。
圖4顯示了刀盤處于打開位置的第一個參考點(diǎn)。這是最大打開位置,允許電線放置和定位,而不會受到刀片的任何干擾。可以微調(diào)此位置以優(yōu)化循環(huán)時間。
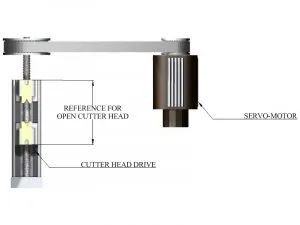
圖 4.伺服頭打開。
刀盤閉合后的第二參考點(diǎn)如圖5所示。這也被稱為零點(diǎn),它是條形刀片邊緣頂點(diǎn)開始相互繞過的點(diǎn)。
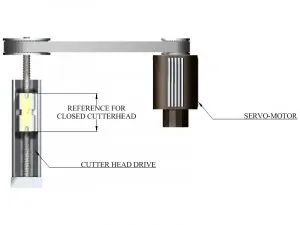
圖 5.伺服頭關(guān)閉。
在示例中的 ARTOS 機(jī)床中,刀頭參考點(diǎn)(或零點(diǎn))是旁路刀片相互閉合的地方,刀片的頂點(diǎn)在同一軸上對齊(頂點(diǎn)處的刀片邊緣即將相互繞過)。
擺臂位置的參考點(diǎn)(零點(diǎn))由與刀片組件具有預(yù)定接近度的對齊位置確定。這兩個參考點(diǎn)可以通過使用設(shè)備隨附的ARTOS主校準(zhǔn)參考夾具來實(shí)現(xiàn)。最后,擺臂的旋轉(zhuǎn)位置由其與壓接工具室的對齊來確定,壓接模具上安裝在壓接模具上。這個位置是可變的,因?yàn)椴煌墓ぞ吆湍>邩邮胶蛶缀涡螤畈灰欢ū3趾愣ǖ奈恢谩R虼耍僮鲉T必須能夠在替換工具和/或壓接模具時重置此參考點(diǎn)。
回到刀頭,零點(diǎn)閉合位置成為標(biāo)準(zhǔn)參考點(diǎn)。然后,操作員可以在機(jī)器校準(zhǔn)后隨時對任何電線尺寸(在設(shè)備參數(shù)范圍內(nèi))進(jìn)行編程。校準(zhǔn)本身不應(yīng)與設(shè)置混淆。只有在機(jī)器維修或更換磨損部件后才能進(jìn)行重新校準(zhǔn)。校準(zhǔn)機(jī)器后,即可完成長時間的工作。
如您所見,刀頭的零點(diǎn)校準(zhǔn)由刀片旁路上的相對位置設(shè)置。反過來,這不是通過觀察刀片頂點(diǎn)開始相互繞過的點(diǎn)來直觀地校準(zhǔn)的。而是由機(jī)器的主校準(zhǔn)夾具本身的尺寸決定。此過程假定安裝的刀片組的尺寸完全符合刀頭的尺寸規(guī)格。否則,校準(zhǔn)設(shè)置將被故障刀片失效。這類似于期望您的汽車在執(zhí)行對齊后安裝一個超大輪胎時平穩(wěn)滾動(圖8和圖9)

圖 8.描述未按照校準(zhǔn)公差制造的刀片組,刀片的相對開口到零點(diǎn)校準(zhǔn)與操作員設(shè)置屏幕菜單中的編程儀表不匹配。

圖 9.顯示按照 OEM 的校準(zhǔn)參數(shù)制造的刀片,請注意它如何打開到確切的尺寸以剝離電線而不會損壞磁芯。刀片的物理開口與操作員在其設(shè)置屏幕上選擇的儀表相匹配。
這就引出了一個我們一直從線材加工刀片用戶那里得到的問題:你能重新磨削刀片嗎?簡短的答案是否定的,因?yàn)殇J化邊緣會改變刀片頂點(diǎn)旁路的相對位置,從而否定機(jī)器的校準(zhǔn)點(diǎn)。隨后,操作員安裝程序也失效。
在線材加工刀片中,將其變成刀頭零點(diǎn)校準(zhǔn)延伸的尺寸通常稱為“關(guān)閉高度”。具體的幾何形狀如圖10所示。
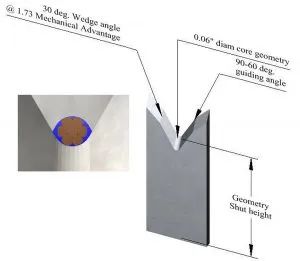
圖 10.線材加工刀片的關(guān)鍵尺寸示例。
由于刀片的邊緣容易磨損和更換,因此所有后續(xù)更換刀片都應(yīng)始終保持這一關(guān)鍵尺寸。通過這種方式,您可以保證您的校準(zhǔn)始終正確,并保持您的過程質(zhì)量。
為了說明新的伺服驅(qū)動、軟件控制技術(shù)的精度影響,這一關(guān)鍵尺寸對葉片的公差已經(jīng)變得比舊設(shè)備使用的公差大五倍。
刀片在制造過程中需要與壓接工具一樣多的精度,因?yàn)樗鼈儾粌H是刀頭的延伸(及其精確的伺服驅(qū)動機(jī)構(gòu)),而且還保證在每次更換刀片后進(jìn)行校準(zhǔn)過程。
審核編輯:劉清
-
編碼器
+關(guān)注
關(guān)注
45文章
3772瀏覽量
137079 -
電機(jī)驅(qū)動
+關(guān)注
關(guān)注
60文章
1292瀏覽量
87511 -
伺服電機(jī)
+關(guān)注
關(guān)注
87文章
2100瀏覽量
59124
原文標(biāo)題:刀片在切線工藝中的作用
文章出處:【微信號:wiring-world,微信公眾號:線束世界】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
存儲示波器在校準(zhǔn)過程中需要注意哪些安全問題
開關(guān)柜一鍵順控在智能配電運(yùn)管系統(tǒng)扮演什么角色?

記憶示波器校準(zhǔn)過程中需要特別注意什么?
半導(dǎo)體制造過程中的三個主要階段
Gvim工具在數(shù)字前端開發(fā)中扮演的角色和重要的意義
速度探頭在使用過程中需要注意哪些問題呢
使用ADC12D1800RF校準(zhǔn)功能時,在校準(zhǔn)過程中會不會對ADC12D1800RF寄存器的值進(jìn)行修改?
使用DAC1282過程中遇到的參考電壓問題求解
芯片在智能手機(jī)中扮演什么角色?
加密算法在網(wǎng)絡(luò)安全中扮演什么角色?
ADC12D1600或者ADC10D1000在上電后,執(zhí)行上電校準(zhǔn)沒有采樣時鐘輸入,ADC是否會工作不正常?
物聯(lián)網(wǎng)數(shù)據(jù)采集網(wǎng)關(guān)在物聯(lián)網(wǎng)中扮演的角色






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)

評論