 怎樣去建立BOLLHOFF博爾豪夫液壓鉚鉗的曲線呢
怎樣去建立BOLLHOFF博爾豪夫液壓鉚鉗的曲線呢
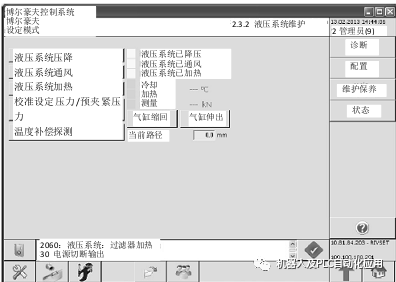
工藝參數
打開以下屏幕
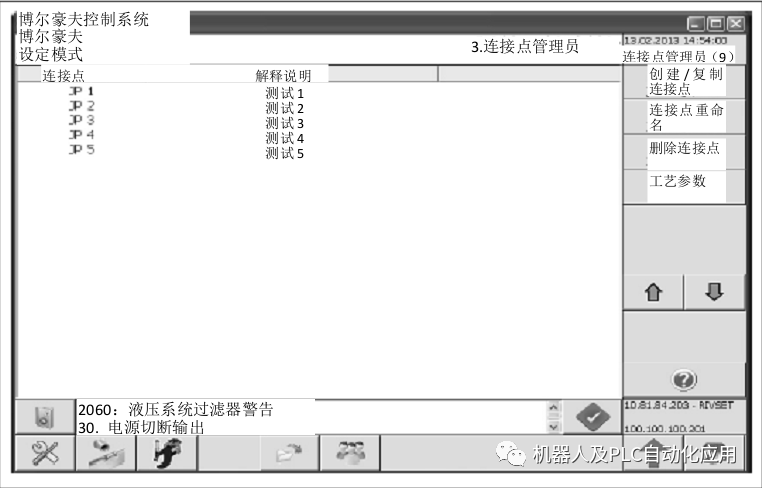
2. 按下列表中相應的連接點。
3. 按下刪除連接點按鈕進行刪除。將連接點從列表中刪除
4. 按下連接點重命名按鈕進行重命名。為連接點指定一個新名字。
按下創建/復制連接點按鈕。打開以下屏幕:
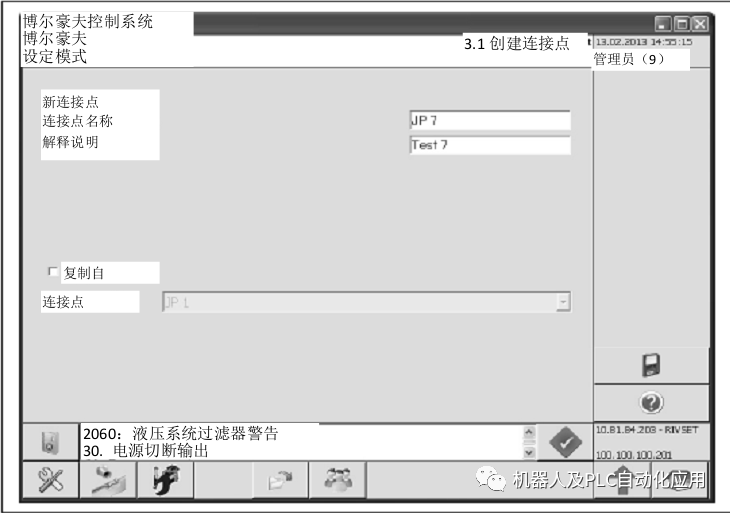
6. 在“連接點”以及“說明”欄中為新連接點輸入合適的詳細信息。
7. 若您需要將現有連接點數據復制至新的連接點,按住“復制自”選項并在“連接點”下拉菜單中選擇可用的連接點。
8. 按下“建立連接點”屏幕中的 按鈕保存新建的連接點。打開“保存”屏幕。屏幕上會顯示連接點的保存路徑。新的連接點會在“連接點管理”屏幕上的菜單中顯示。
9. 在“連接點管理”屏幕列表中選擇相應的連接點進行編輯。
10 若需修改連接點名字或相關說明,按下“連接點重命名”按鈕。打開下述屏幕:
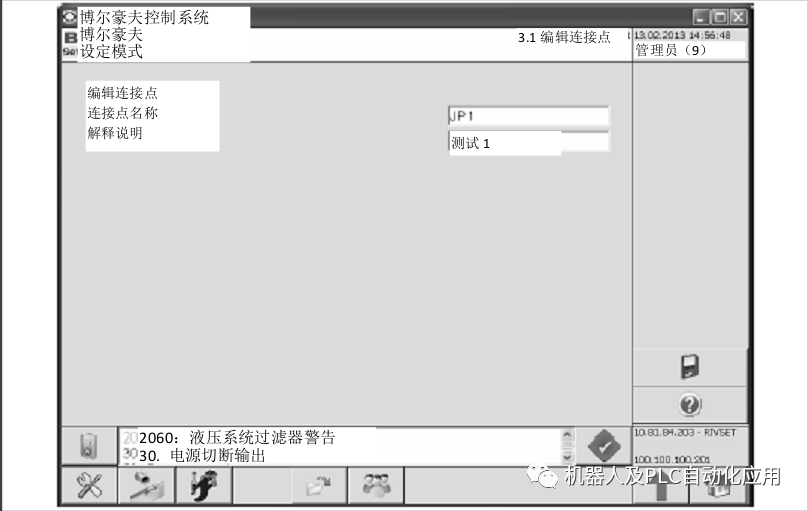
11. 在所選連接點相應的“連接點”和“說明”欄中修改詳細信息。
12. 按下 保存按鈕,保存對連接點所做的修改。
13. 按下 返回“連接點管理”屏幕。
工藝參數 :
1. 若要求進一步更改,請從“連接點管理”屏幕的列表中選擇您想要編輯的連接點。
2. 按下工藝參數按鈕。打開以下屏幕:

?冷鉚接方式,鉚接區域不需要加熱
?部件不變形
?對材料無熱膨脹影響
?自動或手動工藝
?可以集成到其他制造工藝中
?沒有預制孔
?部件定位容易
?沖裁出的材料留在鉚釘內部
?精簡經濟的設備布局設計
?沒有濕氣,無需通風
?低噪音和節能工藝
?安裝電源和空氣壓力(6bars)簡單方便
?可多層鉚接
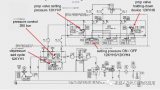
通過液壓泵站提供驅動力控制鉚槍,使半筒狀鉚釘穿透第一層板材在第二層板材產生互鎖,形成具有一定抗拉強度和抗剪強度的鉚接點并通過曲線和窗口技術監測和控制鉚接質量。
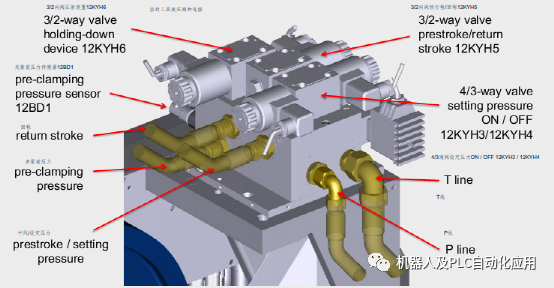
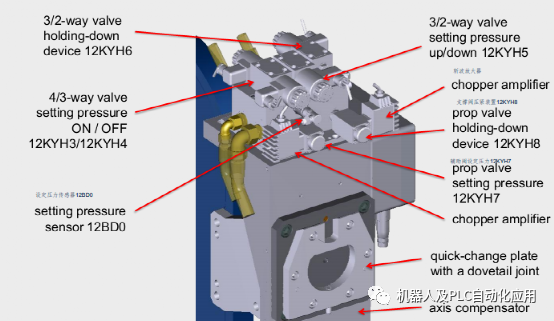
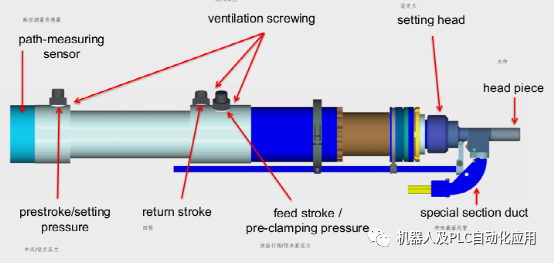
1次中風/設定壓力
2個進給行程/預夾緊壓力
3回程

預壓緊時

開始鉚接時

返回時
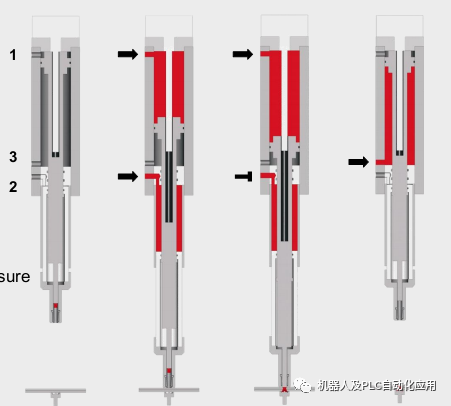
進槍與預壓緊:
1號油管的進槍是通過12KYH7比例閥和12KYH3得電,P與B相通。進槍時3號油管相通,12KYH5不得電,P與A相通,再與12KYH3的A與T相通回油到液壓單元。
2號油管的預壓緊與進槍同時進行,12KYH8比例閥A與12KYH6換向閥不動作時(A與P相通)進油實現預壓緊。
做功:
12KYH7比例閥和12KYH3換向閥得電,做功的大小有比例閥調節,做功時3號油管封死。
回油:
12KYH4得電P與A相通后,再與12KYH5(不得電)A與P相通,實現3號油管的進油,推動液壓缸返回。進油的同時,1號油管通過12 KYH4的B與T相通油回到液壓單元,2號管通過12KYH6的P與B相通,油進入3號管助推回油。
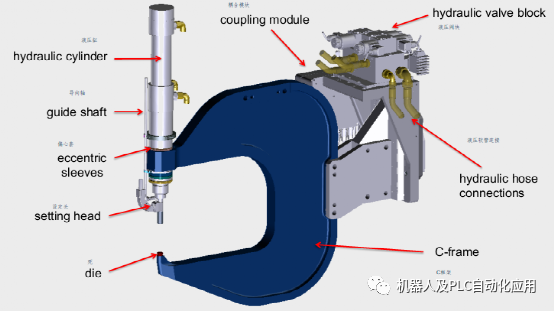
連接與安裝
手動送釘控制
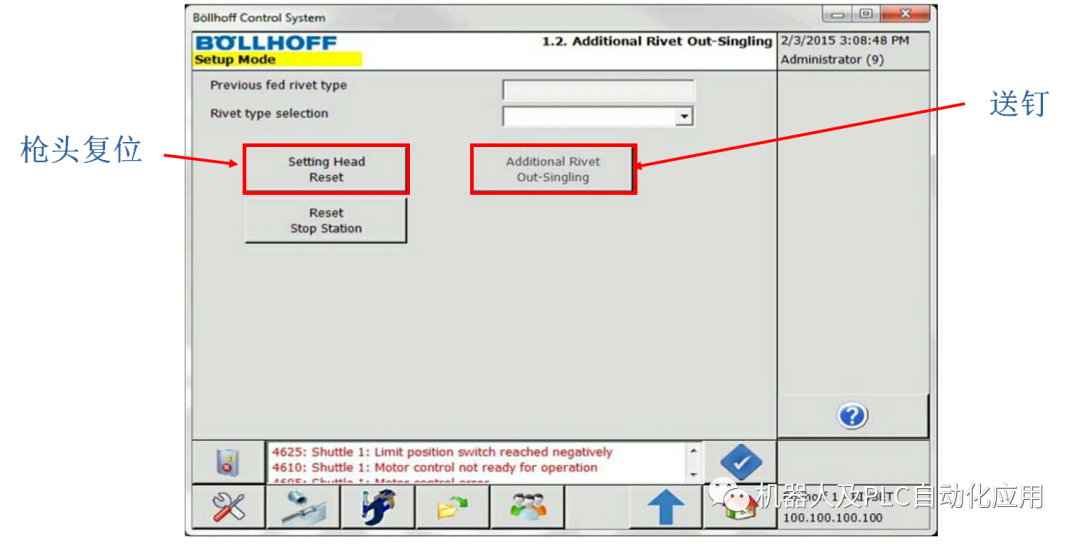
復位前確認管和槍頭內沒有釘,復位時點“V”保持2S段時間
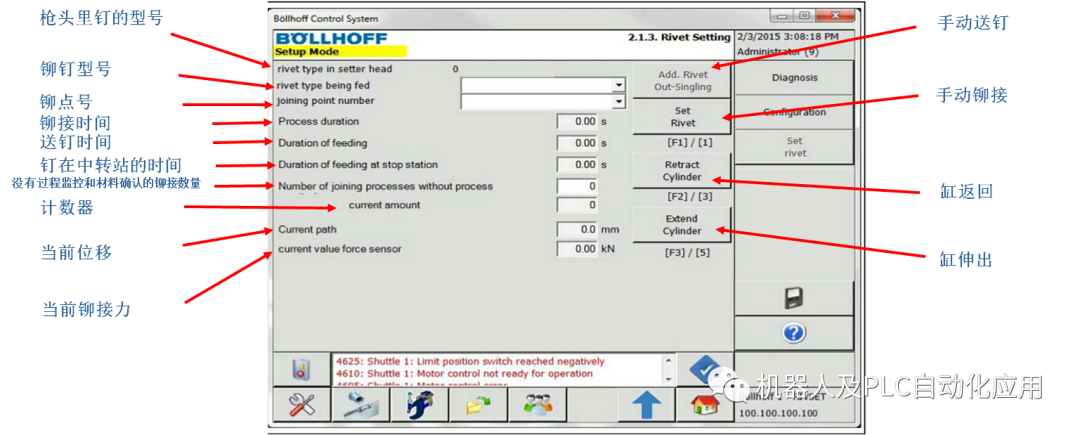
設定操作模式下的鉚接
1. 對自沖鉚接系統進行調試
2. 將“自動/設定”鍵調至設定。
3. 將“橋接保護電路”鍵調至“E2”。自沖鉚接系統的高級保護電路連接。
4. 連接博爾豪夫移動面板。
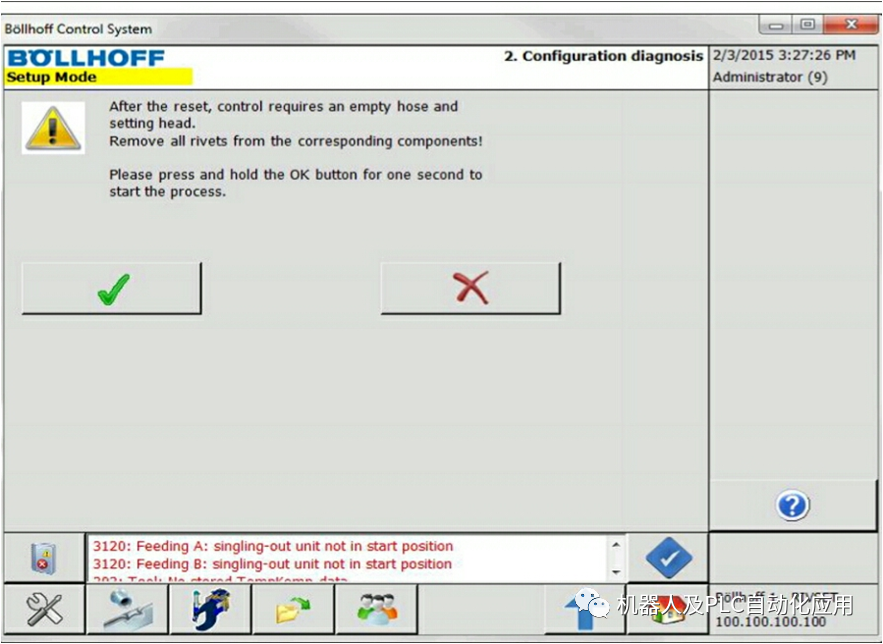
5. 按下主屏幕中的 按鈕以打開“配置診斷”屏幕。?
按鈕以打開“配置診斷”屏幕。?
6. 按下設定按鈕。
8. 上述情況下,按下OK按鈕并根據下述步驟進行材料檢查。
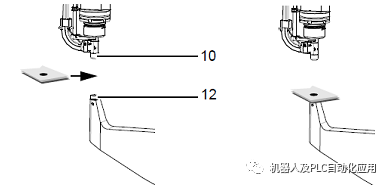
9. 確保每個工件以安全的方式進行處理。
10. 按一定方式定位自沖鉚接系統和/或待鉚接的工件使其處于安裝頭(10)和模具(12)。
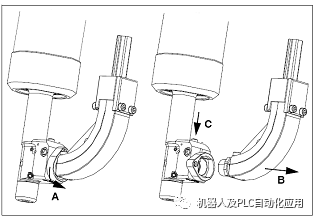
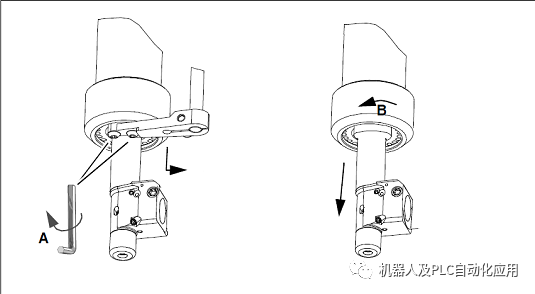
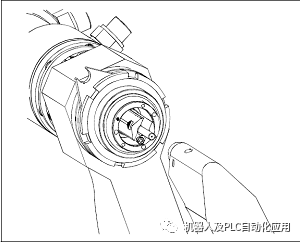
故障:鉚接堵塞在自沖鉚接工具的弓形部件中 :
移除弓形部件中的鉚接
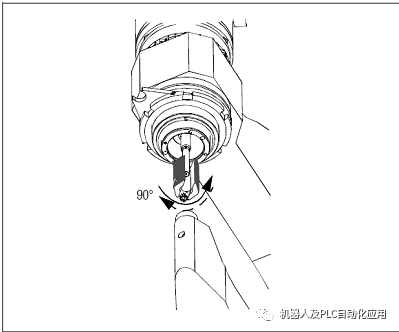
1. 將旋扣旋轉90°(A)。
2. 移除弓形部件(B)。
3. 鉚接掉出弓形部件。否則,小心地移除鉚接。可按下銷子(C),將閂鎖拉回至安裝頭。之后,將鉚接推進弓形部件的孔中。
4. 安裝弓形部件時,滑進殼體。
5. 回旋旋扣直至其鎖定。
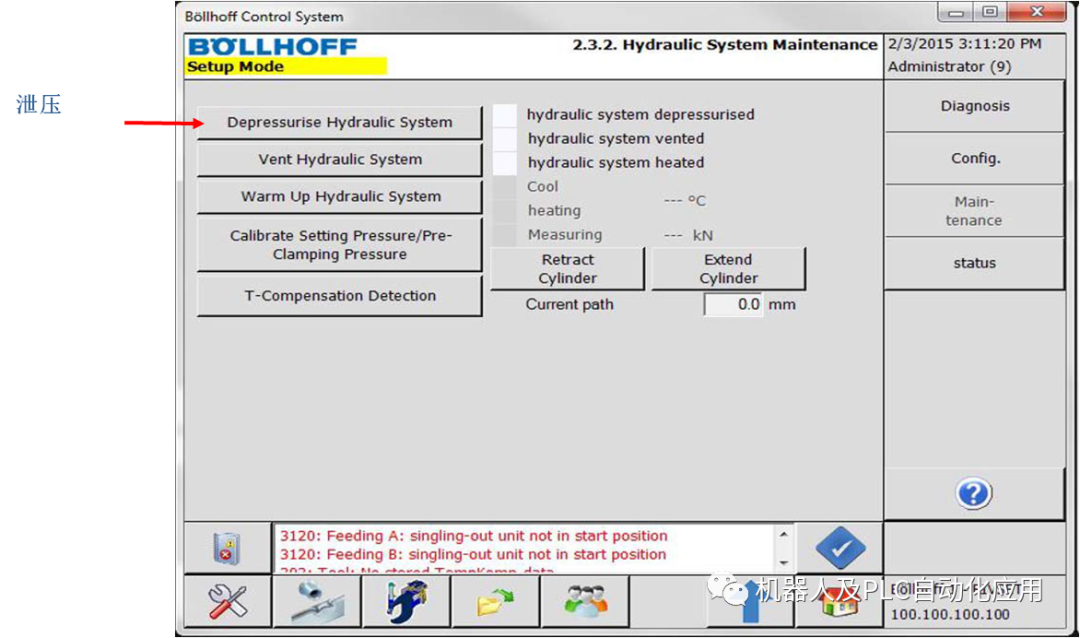
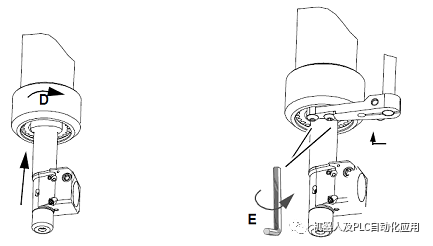
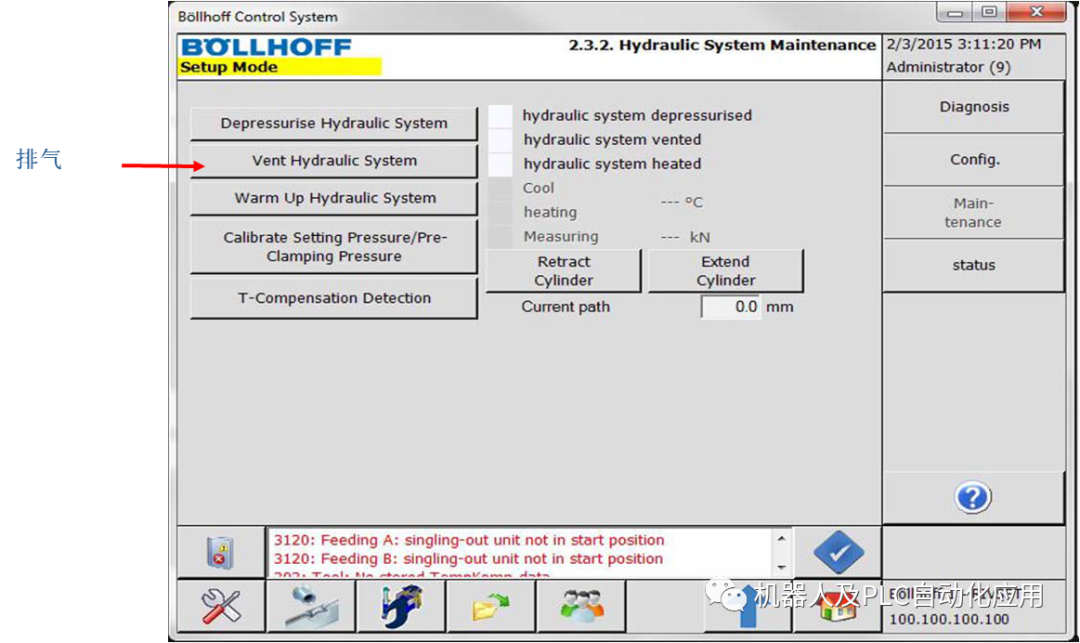
液壓軟管的手動降壓:
需對液壓系統降壓,以作維護與維修(更換液壓缸,液壓軟管等)。
步驟如下:
1. 將塑料軟管接到液壓缸上的通風螺紋上
2. 配置合適的容器,直接收集噴射出的油。
3. 連接博爾豪夫移動面板。
4. 在“安裝”控制箱上設置“鉚接/安裝”按鍵開關。
5. 可按下控制箱上的“橋接保護電路”按鍵開關連接保護電路。
6. 按下觸摸屏“液壓系統維護”屏幕上的液壓系統降壓按鈕。
7. 觸發預行程,如,按博爾豪夫移動面板上的F3。
=> 激活閥門的延長功能。
8. 將通風螺紋1和3旋轉1/4至1/2的角度以便開啟。
=> 液壓缸漏油。
9. 再次觸發預行程,按下F3并保持。
10. 僅可在不受壓卻漏油時方可關閉通風螺紋。
11. 觸發回行行程,如,按下博爾豪夫移動面板上的F2。
=> 激活閥門的收縮功能。
12. 將通風螺紋連接2旋轉1/4至1/2的角度。
=> 液壓缸漏油。
13. 再次觸發回行行程,按下F2并保持。
14. 僅可在不受壓卻漏油時方可關閉通風螺紋。
=> 液壓系統降壓。
更換液壓缸:
拆卸液壓缸:
1. 關閉自沖鉚接系統。
2. 為總電源掛鎖,并在控制箱上貼維護警示標。
=> 此時,該系統已被鎖定,無法意外重啟。液壓動力裝置無電流。
3. 拆卸安裝頭。
4. 拆卸沖頭。

5. 為液壓系統降壓。
否則,可能導致液壓油噴出,造成危險!
6. 手邊要有塑料蓋或螺紋類型蓋帽(M18×1螺紋)。
7. 斷開液壓缸螺紋連接處的液壓系統軟管。
8. 立即連接塑料蓋或螺紋類型蓋帽(M18×1螺紋),如此,液壓缸就不會有漏油。
9. 收集液壓軟管中的剩油并置于容器中。
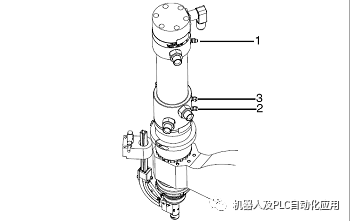
10. 斷開行程傳感器插頭。
11. 注意擋套及防旋轉裝置的位置和數量。
12. 利用鉤形扳手旋下凹槽螺母(1)。
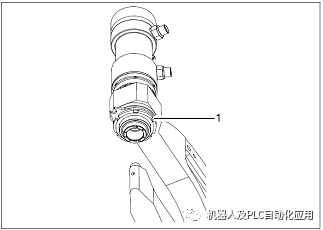
13. 將液壓缸向上拉出C形框架。
安裝液壓缸
1. 從頂部將液壓缸引導進入C形框架。
確保擋套位置正確。這些規定了安裝頭與模具之間的距離。
2. 遵循反旋轉裝置的位置。
3. 將凹槽螺母朝C形框架,置于斜切邊上,并用鉤形扳手緊固。
4. 安裝沖頭(詳見第8.6.8章,第8-34頁)。
5. 安裝安裝頭(詳見第8.6.3章,第8-23頁)。
6. 移除塑料蓋或螺紋蓋帽。
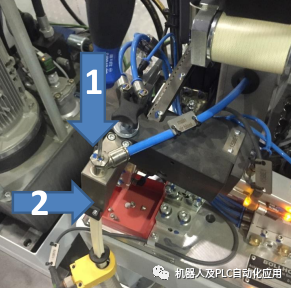
7. 連接液壓系統軟管與鉚接壓力設置(1),預夾壓力(2)與回行沖程壓力連接處。

8. 置入形成傳感器和啟動器的插頭。
9. 將總電源旋轉至“I”。
10. 為液壓缸通風。
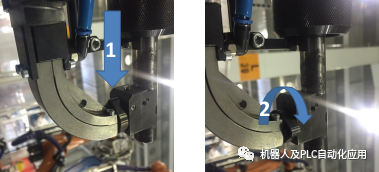
如何解決鉚釘反鉚的解決方法
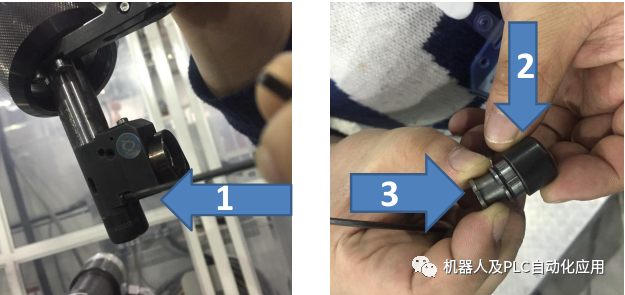
拆除鉚接頭
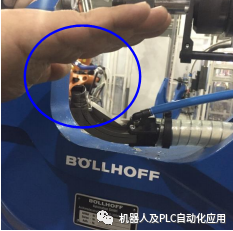
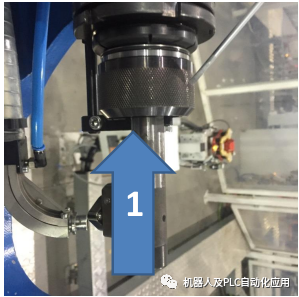
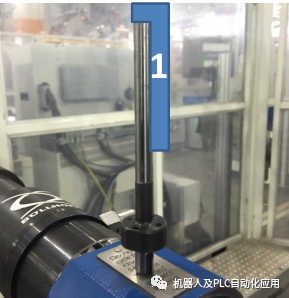
轉動環形鎖扣 (1)至解鎖位置(2)。
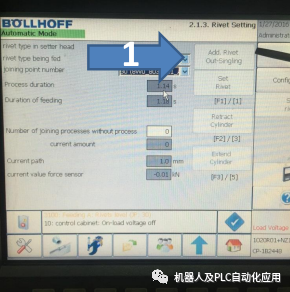
查看圓弧形送料器類型(1),如有L型氣管連接件(2),查看設置界面是否選擇鉚接頭類型為—SK02/2(3)。
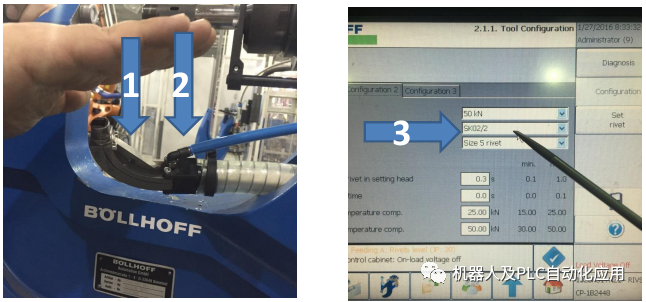

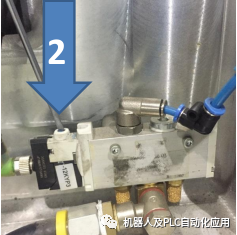
找到輔助氣源部件(1),按動開關(2)檢查是否有氣流送環形送料器吹出,如果沒有,檢查主氣源閥(送料單元上一級)
拆除鉚接頭
松環形緊固螺母(1),拔下鉚接沖棒(2)
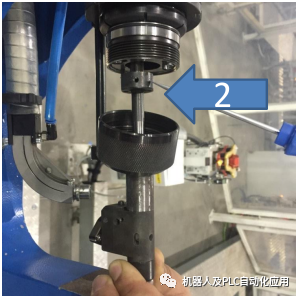
檢查沖棒表面(1),如有損傷需跟換新沖棒。
按動圓點(2)檢查鎖扣彈簧(3)功能,如不能彈回原位,需更換新的鉚接頭。
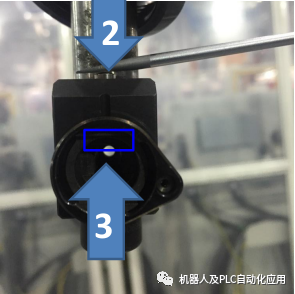
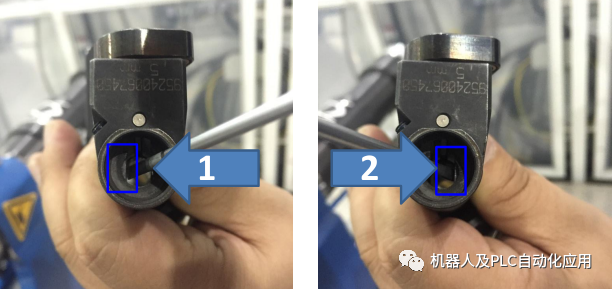
按動內部鉚釘夾緊片(1,2),如夾緊片無法回到原位,需更換新的鉚接頭。
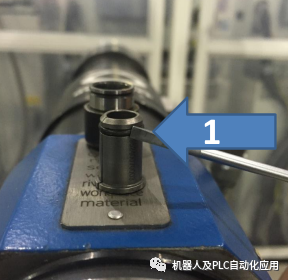
拆下(1)鉚接鼻(2)并將內兩片夾緊片(3)拔出。
檢查鉚接鼻表面和2片夾緊片,如有損壞,則更換
檢查O型圈(1)的狀態和功能,如有損壞,則更換
拆下環形送料器并通過控制面板(1)吹送一顆鉚釘, 鉚釘吹出的速度應該是平滑和柔和的(2)。

如鉚釘吹出速度太快,調節送料管附件(2)上端的節流閥(1)。
重復送釘測試并調節節流閥直至找到合適的吹釘速度。

機器人控制:
TECH2_ NZ Typ = Hydr Zange =Nr1 ProgNr = 99 Offset = 0 [1/10 mm] Weg = 60 [1/10 mm] PktNr_SPS =99 EIN
P1 : 1伺服 2液壓
P2 : 幾號鉚鉗
P3 : 鉚鉗的程序號SNZ1_P_Nr $OUT[1201]TO $OUT[1216]
P4 : OFFSET 鉚接補償值(貼近工件)
P5 :遠離工件行程
P6 : PLC進程號
P7 :激活USER
F535在技術包中激活NZ1液壓
Makro230回原位
Makro231開始鉚接
模具必須在連接點處垂直于部件對齊,并且與金屬板相距3mm。然后必須輸入用戶調用中3mm(30x01)的偏移值。3毫米是默認值。優點:可能返回值。
模具必須在垂直于部件的連接點處對齊,并且必須在沒有力的情況下靠在部件上。在此變型中,必須輸入用戶調用“0 mm”的偏移量。
審核編輯:劉清
-
保護電路
+關注
關注
46文章
893瀏覽量
101702 -
觸摸屏
+關注
關注
42文章
2309瀏覽量
116368
原文標題:BOLLHOFF博爾豪夫液壓鉚鉗的曲線建立
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
怎樣把三芯XLR連接器焊上電纜線呢?(內芯裝置)
KUKA工具與液壓鉚鉗簡介
推薦一款BOLLHOFF博爾豪夫液壓鉚鉗
BOLLHOFF博爾豪夫液壓鉚鉗的注意事項有哪些
如何解決鉚釘反鉚的解決方法
KUKA工具之博爾豪夫液壓鉚鉗簡介





 工商網監
工商網監
評論