 簡便易行的超聲焊接策略構建了緊密的Na/Beta-Al2O3界面
簡便易行的超聲焊接策略構建了緊密的Na/Beta-Al2O3界面
【研究背景】
在可持續儲能技術的迫切需求下,由于鈉的高儲量以及 高能量密度,固態鈉金屬電池應運而生。盡管如此,選擇高離子電導率及(電)化學穩定性的固體電解質并且構建緊密的鈉/固態電解質界面仍然是一大挑戰。在諸多鈉固態電解質中,Beta-Al2O3表現出高離子電導率(室溫下10?4至10?3S cm?1),機械穩定性和對鈉的強化學穩定性。然而,Beta-Al2O3陶瓷的剛性會導致固-固接觸較差,使得離子傳輸通道減少,界面電流不均,最終誘發高界面電阻以及嚴重鈉枝晶生長。目前,Beta-Al2O3已經被廣泛應用于高溫Na-S以及ZEBRA電池。室溫下,Beta-Al2O3基固態鈉金屬電池的界面構筑以及穩定運行一直以來具有高挑戰性。
【工作介紹】
鈉金屬/固體電解質的界面調控對構建高性能室溫固態鈉金屬電池至關重要。然而,二者之間的固-固接觸以及不可控的Na枝晶生長使得鈉金屬/固態電解質的界面難以保證良好的接觸。為解決鈉金屬/Beta-Al2O3界面接觸問題,近日,天津理工大學材料科學與工程學院毛智勇副教授及董辰龍博士等人推出了一種高效超聲焊接策略,并在一分鐘內實現Na/Beta-Al2O3界面的成功焊接。室溫下,改性后對稱電池臨界電流密度為0.65 mA cm?2,可在0.1 mA cm-2下穩定循環800小時。以具有三維離子傳輸通道的Na3V2(PO4)3作正極,組裝的準固態鈉金屬全電池室溫下在1773 W kg-1的高功率密度下,可提供234 Wh kg-1的高能量密度。該文章發表在材料類頂尖期刊Energy Storage Materials上。余小樂碩士及姚藝偉碩士為本文第一作者。
【圖文解讀】
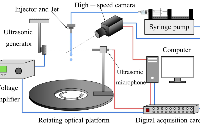
本工作采用家用70W超聲探頭在手套箱中對Beta-Al2O3陶瓷片上的Na金屬進行超聲焊接(1 min內完成)。超聲波傳輸的“機械效應”產生的振動能量會引起物質之間的界面變形和摩擦,從而實現界面金屬鈉的快速擴散,促進原子級緊密焊接(Figure 1a)。Beta-Al2O3陶瓷片是由高溫固相法合成,XRD表明陶瓷片中高離子電導的?’’相占94.6% (Figure 1a-b)。Beta-Al2O3陶瓷片室溫離子電導率可達1.02?10-3S cm-1,Na遷移活化能為0.16 eV (Figure 1d)。從SEM圖可以看出,超聲焊接后的Na/Beta-Al2O3界面十分致密(Figure 1g),未改性Na/Beta-Al2O3界面存在明顯空隙(Figure 1h)。
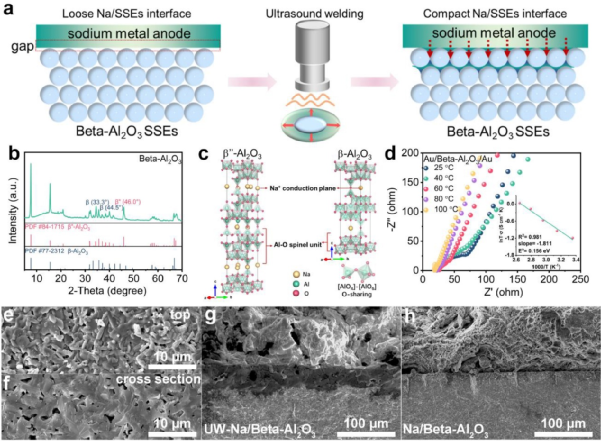
Figure 1. Concept of ultrasonic welding and characterization of Beta-Al2O3SSEs. (a) Schematic illustration of ultrasonic welding compact Na/Beta- Al2O3interface. (b) XRD pattern of Beta- Al2O3pellets. (c) The crystal structure of β″-Al2O3and β-Al2O3. (d) The temperature-dependent EIS of Beta-Al2O3pellets and the migration barrier (Ea) of Na+calculated by Arrhenius equation. (e) Top-view and (f) cross-section SEM images for Beta-Al2O3pellets. The comparisons of cross-section SEM image of (g) UW-Na/Beta-Al2O3and (h) Na/Beta-Al2O3interfaces.
UW-Na/Beta-Al2O3界面的元素分析以及界面處的元素線掃結果表明,Na已擴散至Beta-Al2O3陶瓷片表層,具有良好的界面接觸(Figure 2a-c)。采用小刀對超聲焊接前后的Na/Beta-Al2O3表面進行刮涂,改性前Na很容易從Beta-Al2O3刮除,而改性后Na難以從Beta- Al2O3表面去除(Figure 2d-e)。
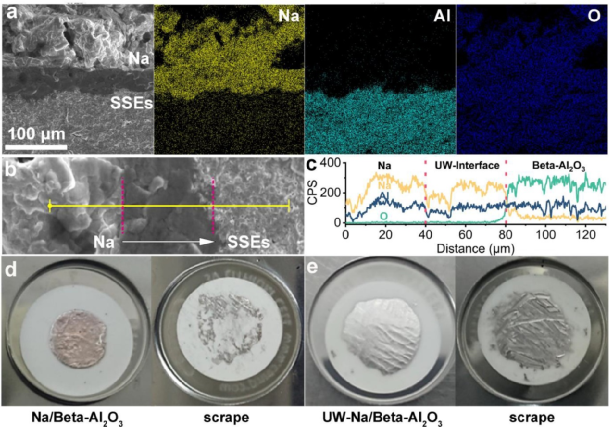
Figure 2. Interfacial component and stability. (a) Cross-section SEM and EDX mapping images of UW-Na/Beta-Al2O3pellet. (b-c) line-scan SEM image and element dispersion profile. Digital photographs of the Na metal on top of (d) Na/Beta-Al2O3pellet and (e)UW-Na/Beta-Al2O3before and after knife-scraping.
改性前Na/Beta-Al2O3界面阻抗高達3500Ωcm2,超聲焊接處理后,界面阻抗降低至65Ωcm2(Figure 3a)。組裝的UW Na/Beta-Al2O3/UW-Na對稱電池在靜置的10天內,阻抗沒有明顯增大(Figure 3b)。未改性Na/Beta-Al2O3/Na的CCD(臨界電流密度)為0.25 mA cm-2,超聲改性后其CCD提高至0.65 mA cm-2(Figure 3c)。室溫下,在0.1 mA cm-2電流密度下,穩定循環800小時后,Na沉積/剝離過電勢小于30 mV (Figure 3d)。
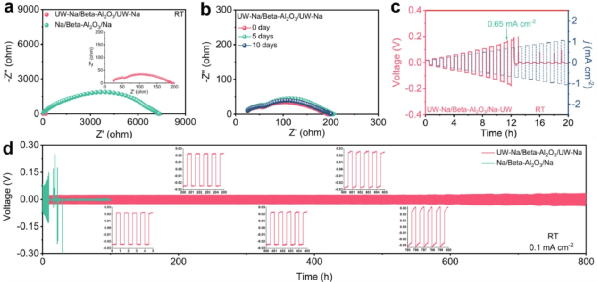
Figure 3.Dendrite suppression ability and interface stability of UW-Na/Beta-Al2O3/UW-Na symmetrical cell at room temperature.(a)Comparative EIS of UW-Na/Beta-Al2O3/UW-Na and Na/Beta-Al2O3/Na symmetric cells.(b)The impedance evolution diagram of the UW-Na/Beta-Al2O3/UW-Na placing for 10 days.(c)CCD of UW-Na/Beta-Al2O3/UW-Na symmetric cell with increased current densities for 0.5 h per (dis-)charge process.(d)Cycling performance comparisons of UW-Na/Beta-Al2O3/UW-Na and Na/Beta-Al2O3/Na symmetrical batteries at 0.1 mA cm?2.
以具有三維離子傳輸通道的Na3V2(PO4)3作為正極,構建固態鈉金屬全電池(示意圖Figure 4a)。在0.5C電流密度下,循環600周后,中值電壓下降約0.36 V(Figure 4b);最高能量密度可達317 Wh kg-1(未計入殼、陶瓷片質量)。循環800圈后,全電池容量保持率高達81.13%(Figure 4c)。全電池5C下的可逆容量為77 mA h g-1,可穩定循環350圈,容量保持率高達97%(Figure 4d);經計算,該全電池可在1773 W kg-1的高功率密度下,提供約234 Wh kg-1的高能量密度。
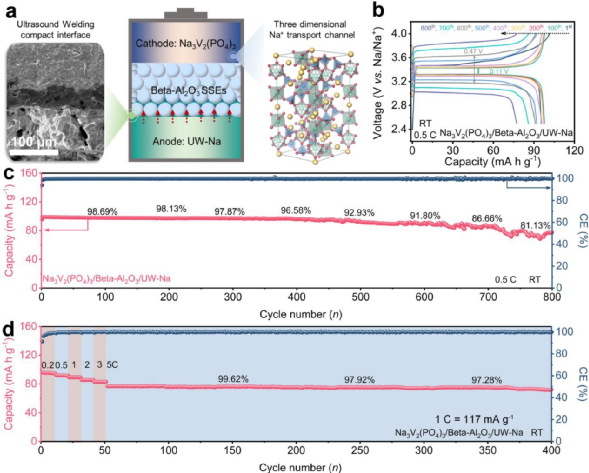
Figure 4.Demonstration of a high energy density room-temperature SSMB with UW-Na/Beta-Al2O3interface.(a)Schematic illustration of Na3V2(PO4)3/Beta-Al2O3/UW-Na.(b)Galvanostatic charge-discharge profiles of Na3V2(PO4)3/Beta-Al2O3/UW-Na at different cycles.(c)Cycling performance of Na3V2(PO4)3/Beta-Al2O3/UW-Na at 0.5 C at room temperature.(d)Rate performance of Na3V2(PO4)3/Beta-Al2O3/UW-Na cell under various current densities. Note: 1 C= 117 mA g?1.
【總結】
本文采用簡便易行的超聲焊接策略構建了緊密的Na/Beta-Al2O3界面,從而在室溫下實現高性能固態鈉金屬電池。對稱電池的界面阻抗僅為35 ?cm2;在0.1 mA cm-2電流密度下,穩定運行800小時后的Na沉積/剝離過電勢小于30 mV。以NVP組建的固態鈉金屬全電池,室溫0.5C的電流密度下可穩定循環800圈,容量保持率高達81.13%。
審核編輯 :李倩
-
焊接
+關注
關注
38文章
3118瀏覽量
59704 -
電解質
+關注
關注
6文章
811瀏覽量
20049 -
密度
+關注
關注
0文章
54瀏覽量
14637
原文標題:EnSM:超聲焊接Na/Beta-Al2O3界面構建高性能室溫固態鈉金屬電池
文章出處:【微信號:Recycle-Li-Battery,微信公眾號:鋰電聯盟會長】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
多晶氧化物中的晶界和異質界面概念、形成機理以及如何表征
SOLIDWORKS 2025界面布局的優化
ATA-2082高壓放大器在射流氣液界面波動的超聲波測量中的應用
使用OPA129構建了一個電荷放大器,6腳輸出經常出現尖峰的原因?
esp32S3一進入燒寫就報錯的原因?
安卓 15 Beta 2: 隱私空間及應用配對保存功能的新增
OpenAI發布ChatGPT桌面版,優化用戶界面,免費提供GPT-4o模型
超聲波焊接與傳統焊接的區別與用途
蘋果磁性表帶專利提升佩戴舒適感
超聲波焊接技術的原理、應用領域與發展優勢

ENIG Ni(P)鍍層焊接界面P偏析產生機理
跨Android、iOS、鴻蒙多平臺框架ArkUI-X
超聲波焊接原理詳解






 工商網監
工商網監
評論