") MLCC電容常見(jiàn)失效模式有哪些和補(bǔ)救措施
MLCC電容常見(jiàn)失效模式有哪些和補(bǔ)救措施
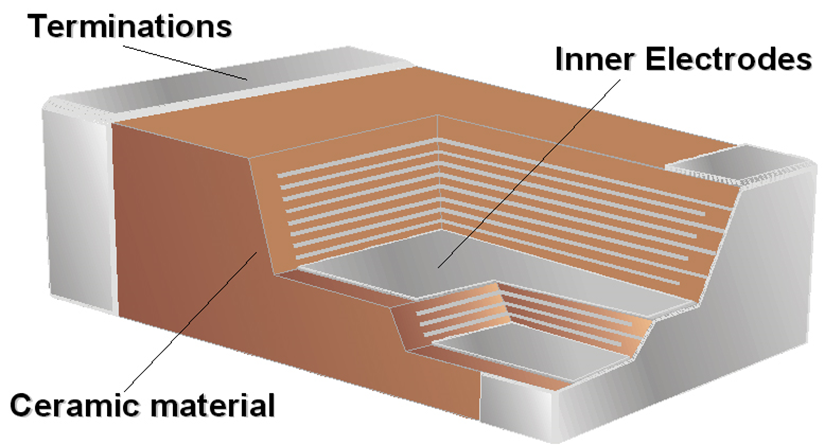
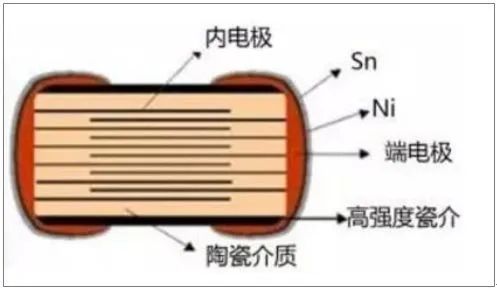
A:多層陶瓷電容器是由印好電極(內(nèi)電極)的陶瓷介質(zhì)膜片以錯(cuò)位的方式疊合起來(lái),經(jīng)過(guò)一次性高溫?zé)Y(jié)形成陶瓷芯片,再在芯片的兩端封上金屬層(外電極)制成的電容。
MLCC電容特點(diǎn):
機(jī)械強(qiáng)度:硬而脆,這是陶瓷材料的機(jī)械強(qiáng)度特點(diǎn)。
熱脆性:MLCC內(nèi)部應(yīng)力很復(fù)雜,所以耐溫度沖擊的能力很有限。
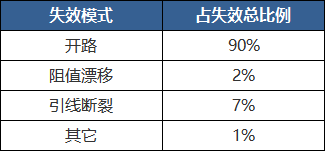
Q:MLCC電容常見(jiàn)失效模式有哪些?
A:
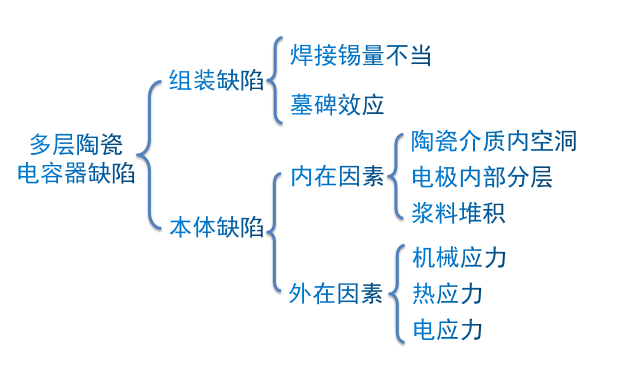
Q:怎么區(qū)分不同原因的缺陷呢?有什么預(yù)防措施呢?
組裝缺陷
1、焊接錫量不當(dāng)
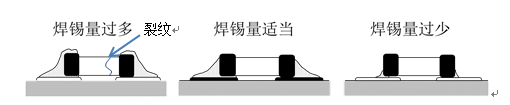
圖1電容焊錫量示意圖
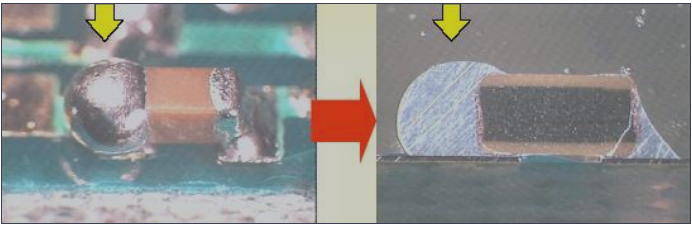
圖2焊錫量過(guò)多造成電容開(kāi)裂
當(dāng)溫度發(fā)生變化時(shí),過(guò)量的焊錫在貼片電容上產(chǎn)生很高的張力,會(huì)使電容內(nèi)部斷裂或者電容器脫帽,裂紋一般發(fā)生在焊錫少的一側(cè);焊錫量過(guò)少會(huì)造成焊接強(qiáng)度不足,電容從PCB 板上脫離,造成開(kāi)路故障。
2、墓碑效應(yīng)
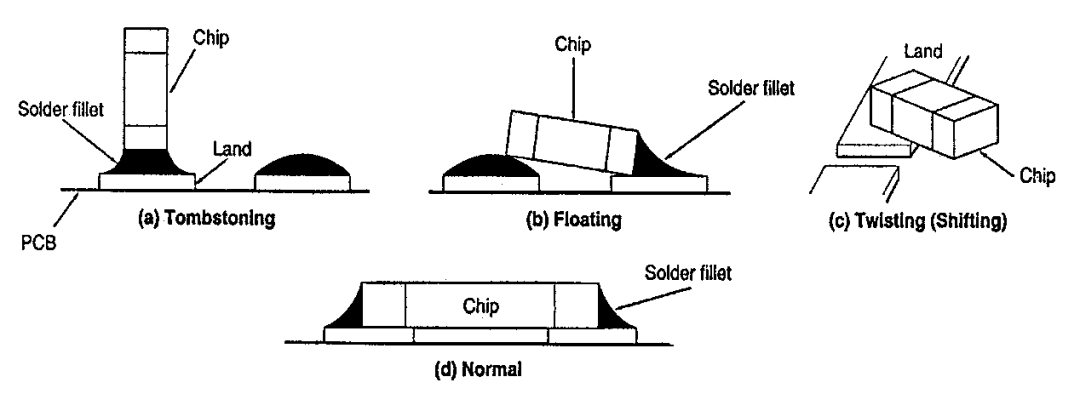
圖3墓碑效應(yīng)示意圖
在回流焊過(guò)程中,貼片元件兩端電極受到焊錫融化后的表面張力不平衡會(huì)產(chǎn)生轉(zhuǎn)動(dòng)力矩,將元件一端拉偏形成虛焊,轉(zhuǎn)動(dòng)力矩較大時(shí)元件一端會(huì)被拉起,形成墓碑效應(yīng)。
原因:本身兩端電極尺寸差異較大;錫鍍層不均勻;PCB板焊盤大小不等、有污物或水分、氧化以及焊盤有埋孔;錫膏粘度過(guò)高,錫粉氧化。
措施:
①焊接之前對(duì)PCB板進(jìn)行清洗烘干,去除表面污物及水分;
②進(jìn)行焊前檢查,確認(rèn)左右焊盤尺寸相同;
③錫膏放置時(shí)間不能過(guò)長(zhǎng),焊接前需進(jìn)行充分的攪拌。
本體缺陷—內(nèi)在因素
1、陶瓷介質(zhì)內(nèi)空洞
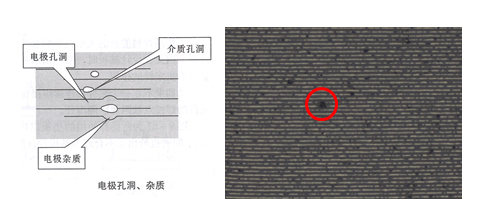
圖4陶瓷介質(zhì)空洞圖
原因:
① 介質(zhì)膜片表面吸附有雜質(zhì);
② 電極印刷過(guò)程中混入雜質(zhì);
③內(nèi)電極漿料混有雜質(zhì)或有機(jī)物的分散不均勻。
2、電極內(nèi)部分層
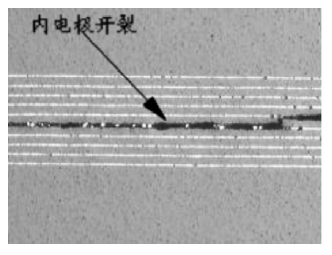
圖5電極內(nèi)部分層
原因:多層陶瓷電容器的燒結(jié)為多層材料堆疊共燒。瓷膜與內(nèi)漿在排膠和燒結(jié)過(guò)程中的收縮率不同,在燒結(jié)成瓷過(guò)程中,芯片內(nèi)部產(chǎn)生應(yīng)力,使MLCC產(chǎn)生再分層。
預(yù)防措施:在MLCC的制作中,采用與瓷粉匹配更好的內(nèi)漿,可以降低分層開(kāi)裂的風(fēng)險(xiǎn)。
3、漿料堆積
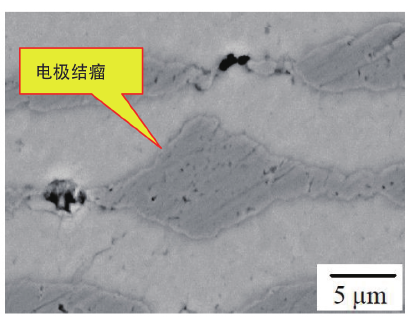
圖6 漿料堆積缺陷
原因:
① 內(nèi)漿中的金屬顆粒分散不均勻;
② 局部?jī)?nèi)電極印刷過(guò)厚;
③ 內(nèi)電極漿料質(zhì)量不佳。
本體缺陷—外在因素
1、機(jī)械應(yīng)力裂紋
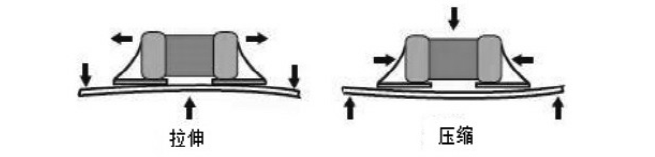
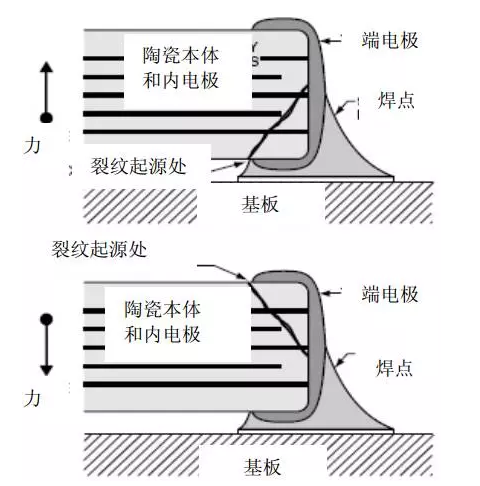
圖7MLCC受機(jī)械應(yīng)力開(kāi)裂示意圖
原因:多層陶瓷電容器的特點(diǎn)是能夠承受較大的壓應(yīng)力,但抗彎曲能力比較差。當(dāng)PCB板發(fā)生彎曲變形時(shí),MLCC的陶瓷基體不會(huì)隨板彎曲,其長(zhǎng)邊承受的應(yīng)力大于短邊,當(dāng)應(yīng)力超過(guò)MLCC的瓷體強(qiáng)度時(shí),彎曲裂紋就會(huì)出現(xiàn)。電容在受到過(guò)強(qiáng)機(jī)械應(yīng)力沖擊時(shí),一般會(huì)形成45度裂紋和Y型裂紋。
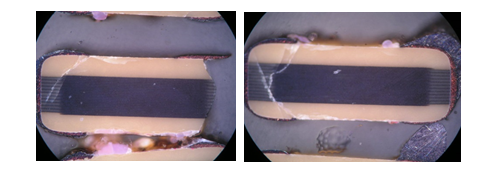
圖8 典型機(jī)械裂紋電容
常見(jiàn)應(yīng)力源:工藝過(guò)程中電路板操作;流轉(zhuǎn)過(guò)程中的人、設(shè)備、重力等因素;通孔元器件插入;電路測(cè)試,單板分割;電路板安裝;電路板點(diǎn)位鉚接;螺絲安裝等。
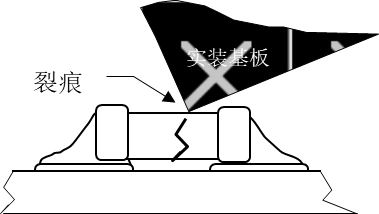
圖9流轉(zhuǎn)過(guò)程受力開(kāi)裂示意圖
措施:
①選擇合適的PCB厚度。
②設(shè)計(jì)PCBA彎曲量時(shí)考慮MLCC能承受的彎曲量。比較重的元器件盡量均勻擺放,減少生產(chǎn)過(guò)程中由于重力造成的板彎曲。
③優(yōu)化MLCC在PCB板的位置和方向,減小其在電路板上的承受的機(jī)械應(yīng)力,MLCC應(yīng)盡量與PCB上的分孔和切割線或切槽保持一定的距離,使得MLCC在貼裝后分板彎曲時(shí)受到的拉伸應(yīng)力最小。
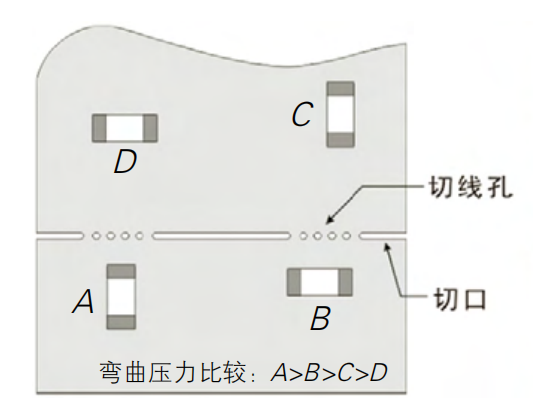
圖10PCB板應(yīng)力分布比較
④MLCC的貼裝方向應(yīng)與開(kāi)孔、切割線或切槽平行,以確保MLCC在PCB分板彎曲時(shí)受到的拉伸應(yīng)力均勻,防止切割時(shí)損壞。
⑤MLCC盡量不要放置在螺絲孔附近,防止鎖螺絲時(shí)撞擊開(kāi)裂。在必須放置電容的位置,可以考慮引線式封裝的電容器。
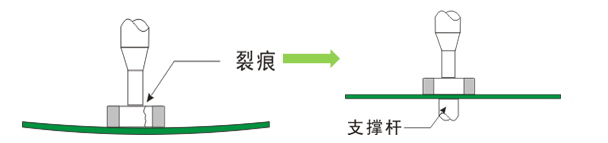
圖11合理使用支撐桿示意圖
⑥測(cè)試時(shí)合理使用支撐架,避免板受力彎曲。
2、熱應(yīng)力裂紋
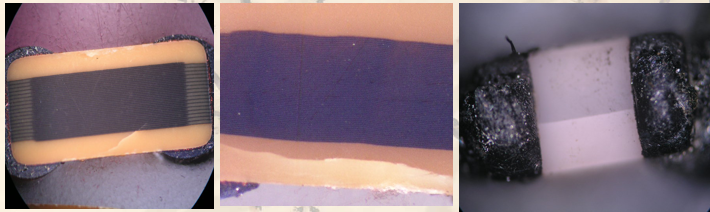
圖12 典型熱應(yīng)力開(kāi)裂電容
電容在受到過(guò)強(qiáng)熱應(yīng)力沖擊時(shí),產(chǎn)生的裂紋無(wú)固定形態(tài),可分布在不同的切面,嚴(yán)重時(shí)會(huì)導(dǎo)致在電容側(cè)面形成水平裂紋。
原因:熱應(yīng)力裂紋產(chǎn)生和電容本身耐焊接熱能力不合格與生產(chǎn)過(guò)程中引入熱沖擊有關(guān)。可能的原因包括:烙鐵返修不當(dāng)、SMT爐溫不穩(wěn)定、爐溫曲線變化速率過(guò)快等。
措施:①工藝方法應(yīng)多考慮MLCC的溫度特性和尺寸,1210以上的大尺寸MLCC容易造成受熱不均勻,產(chǎn)生破壞性應(yīng)力,不宜采用波峰焊接;
②注意焊接設(shè)備的溫度曲線設(shè)置。參數(shù)設(shè)置中溫度跳躍不能大于150℃,溫度變化不能大于2℃/s,預(yù)熱時(shí)間應(yīng)大于2 min,焊接完畢不能采取輔助降溫設(shè)備,應(yīng)自然隨爐溫冷卻。
③手工焊接前,應(yīng)增加焊接前的預(yù)熱工序,手工焊接全過(guò)程中禁止烙鐵頭直接接觸電容電極或本體。復(fù)焊應(yīng)在焊點(diǎn)冷卻后進(jìn)行,次數(shù)不得超過(guò)2次
3、電應(yīng)力裂紋
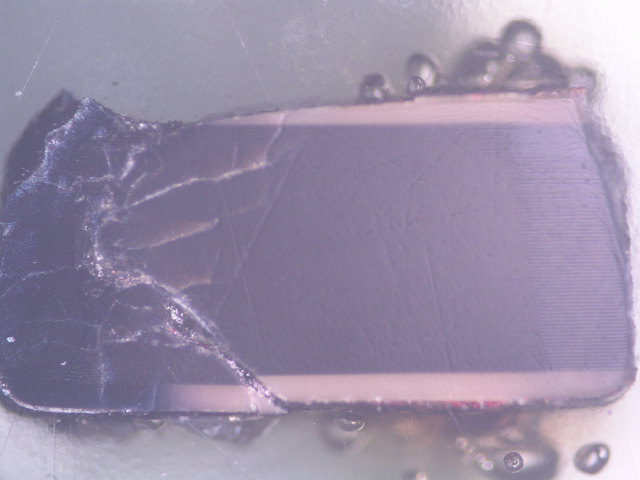
圖13 典型電應(yīng)力開(kāi)裂電容
過(guò)電應(yīng)力導(dǎo)致產(chǎn)品發(fā)生不可逆變化,表現(xiàn)為耐壓擊穿,嚴(yán)重時(shí)導(dǎo)致多層陶瓷電容器開(kāi)裂、爆炸,甚至燃燒等嚴(yán)重后果。遭受過(guò)度電性應(yīng)力傷害的MLCC,裂紋從內(nèi)部開(kāi)始呈爆炸狀分散。
措施:①在器件選型時(shí)應(yīng)注意實(shí)際工作電壓不能高 于器件的額定工作電壓;
②避免浪涌、靜電現(xiàn)象對(duì)器件的沖擊。
Q:怎么進(jìn)行MLCC失效分析呢?
A:整個(gè)過(guò)程分為5個(gè)大階段: 外觀觀察、電性測(cè)量分析、無(wú)損分析、破環(huán)性分析、成分分析,過(guò)程中需要進(jìn)行外觀檢查、電性測(cè)試、內(nèi)部結(jié)構(gòu)檢查、失效點(diǎn)定位、失效原因分析、失效點(diǎn)局部的成分分析,整個(gè) MLCC 的失效分析的流程如圖:

圖14MLCC失效分析流程圖
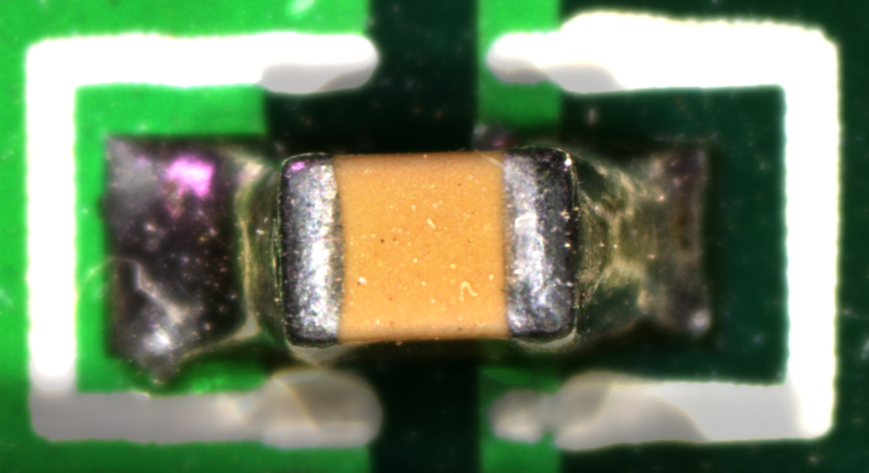
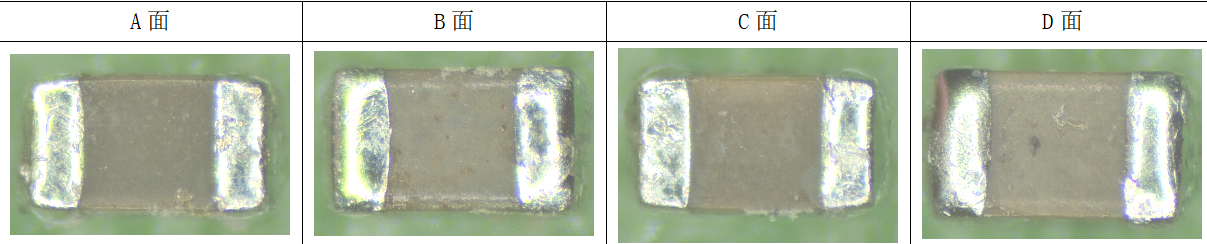
圖15 超景深數(shù)碼顯微鏡立體外觀觀察
首先使用超景深數(shù)碼顯微鏡進(jìn)行外觀立體觀察,檢查電容表面是否有開(kāi)裂,多角度檢查引腳側(cè)面焊錫爬升情況。電容外觀完好,沒(méi)有外部裂紋,焊錫爬升良好。
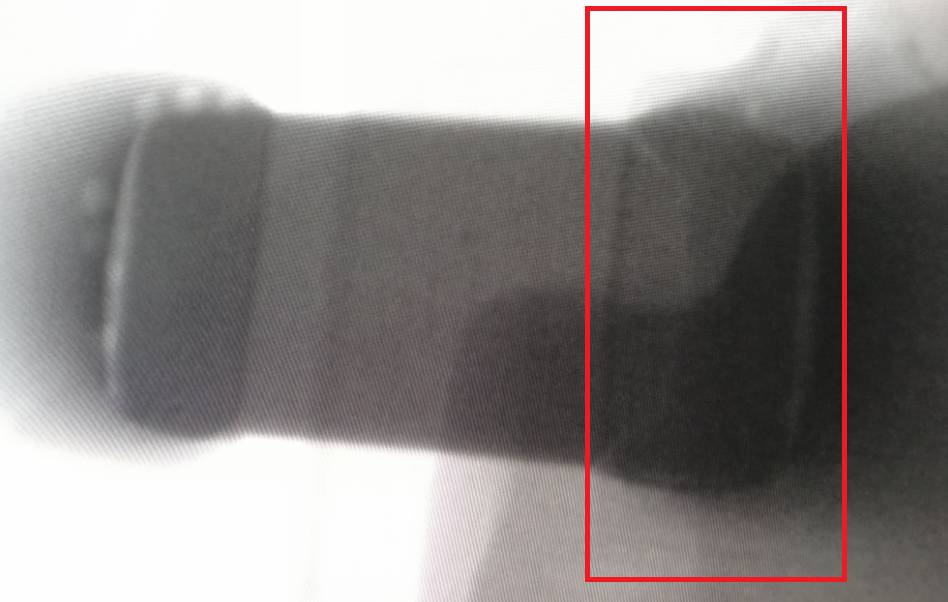
圖16X-ray檢查
對(duì)失效電容進(jìn)行X射線檢查,在電容右側(cè)發(fā)現(xiàn)裂紋。
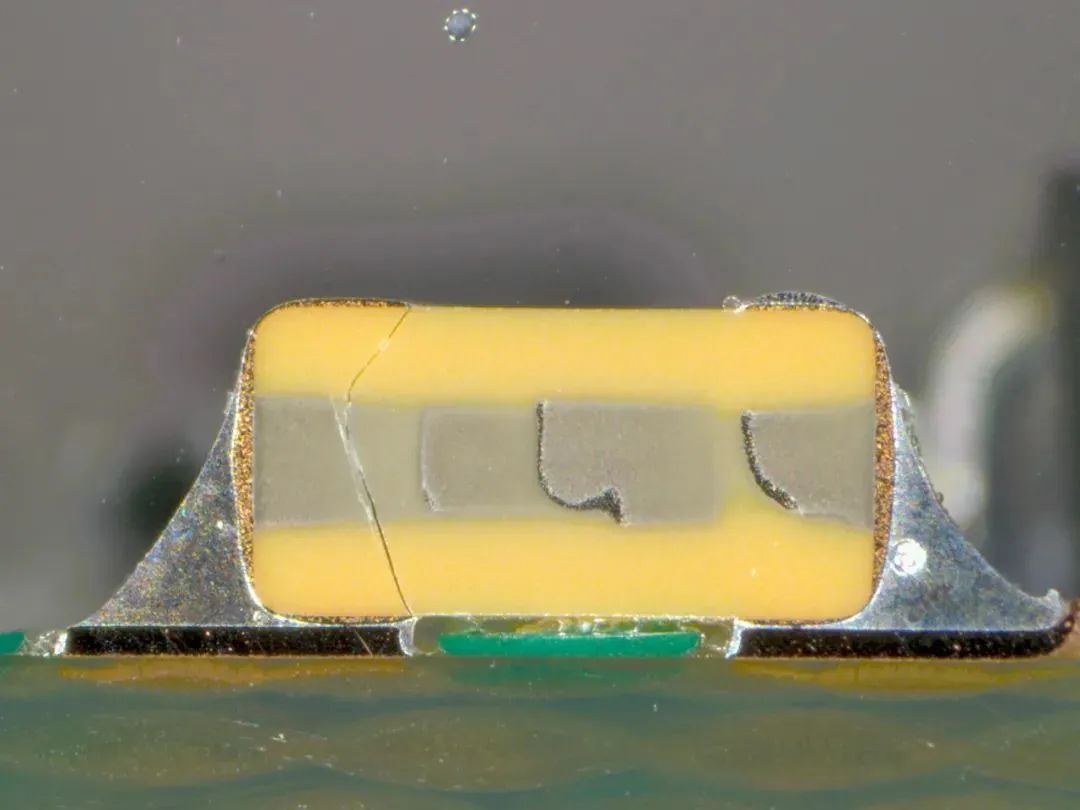
圖17 切片分析超景深數(shù)碼顯微鏡觀察截面
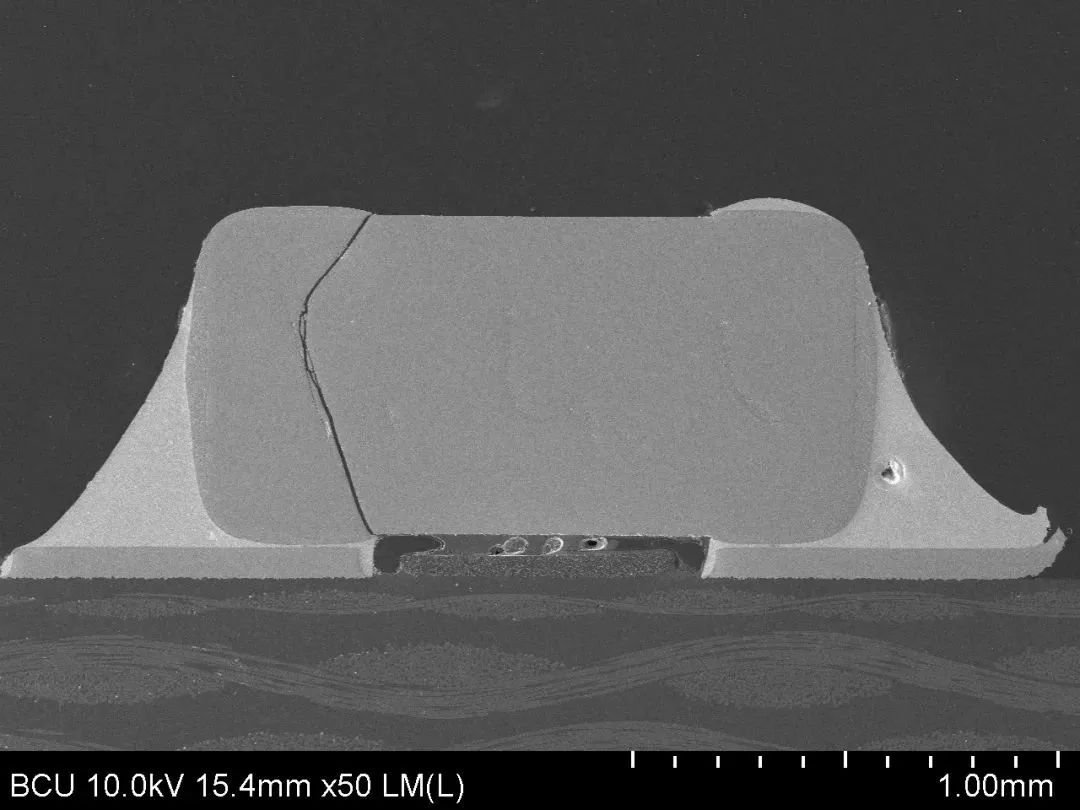
圖18切片分析SEM觀察截面裂紋形貌
對(duì)電容進(jìn)行金相切片處理,可以清楚地看出,電容內(nèi)部裂紋起源于焊端附近,呈Y字型,這是典型的機(jī)械應(yīng)力裂紋形貌,對(duì)照可能的應(yīng)力源排查,規(guī)范操作過(guò)程,最終解決電容開(kāi)裂問(wèn)題。
審核編輯:郭婷
-
芯片
+關(guān)注
關(guān)注
456文章
50886瀏覽量
424192 -
電容
+關(guān)注
關(guān)注
100文章
6050瀏覽量
150440
原文標(biāo)題:太太太太全面了~MLCC失效分析案例
文章出處:【微信號(hào):mcu168,微信公眾號(hào):硬件攻城獅】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
X7R材質(zhì)的MLCC貼片電容價(jià)格是多少?

失效的陶瓷電容是怎樣的?

失效的陶瓷電容是怎樣的?
瓷介電容器失效模式分析方法
貼片電容MLCC的額定工作溫度是多少?
簡(jiǎn)述繼電器觸點(diǎn)失效
環(huán)境因素對(duì)晶振失效的影響及建議措施
常見(jiàn)的1210電容有哪些類型?
LM2902B的失效模式有哪些?
IGBT器件失效模式的影響分析

陶瓷電容失效的外部因素有哪些
電阻器的失效模式有哪些
mlcc失效原因分析





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論