") 車間布局的7大原則及方式
車間布局的7大原則及方式
01 車間布局的7大原則
(1)流暢原則:各工序的有機(jī)結(jié)合,相關(guān)聯(lián)工序集中放置原則,流水化布局原則。 (2)最短距離原則:盡量減少搬運(yùn),流程不可以交叉,直線運(yùn)行。 (3)平衡原則:工站之間資源配置,速率配置盡量平衡。 (4)固定循環(huán)原則:盡量減少諸如搬運(yùn),傳遞這種Non-Value Added的活動。 (5)經(jīng)濟(jì)產(chǎn)量原則:適應(yīng)最小批量生產(chǎn)的情形,盡可能利用空間,減少地面放置原則。 (6)柔韌性的原則:對未來變化具有充分應(yīng)變力,方案有彈性。如果是小批量多種類的產(chǎn)品,優(yōu)先考慮“U”型線布局、環(huán)型布局等。 (7)防錯的原則:生產(chǎn)布局要盡可能充分的考慮這項原則,第一步先從硬件布局上預(yù)防錯誤,減少生產(chǎn)上的損失!
02 車間布局的7種方式
(1)逆時針排布
逆時針排布,主要目的是希望員工能夠采用一人完結(jié)作業(yè)方式、能夠?qū)崿F(xiàn)一人多機(jī)。一人完結(jié)與一人多機(jī)要求一個員工從頭做到尾,因此員工是動態(tài)的,稱之為“巡回作業(yè)”。
大部分作業(yè)員是右撇子,因此如果逆時針排布的話,當(dāng)員工進(jìn)行下一道加工作業(yè)時,工裝夾具或者零部件在左側(cè),員工作業(yè)并不方便,這也正是逆時針的目的:員工走到下一工位——巡回的目的也就達(dá)到了。
(2)出入口一致 出入口一致,是指原材料入口和成品出口在一起。為什么要求出入口一致呢? 第一,有利于減少空手浪費(fèi)。假設(shè)出入口不一致,作業(yè)員采用巡回作業(yè),那么當(dāng)一件產(chǎn)品生產(chǎn)完了,要去重新取一件原材料加工的話,作業(yè)員就會空手(手上沒有材料可以生產(chǎn))從成品產(chǎn)出口走到原材料投入口,這段時間是浪費(fèi)。 如果出入口一致的話,作業(yè)員立刻就可以取到新的原材料進(jìn)行加工,從而避免了空手浪費(fèi)。 第二,有利于生產(chǎn)線平衡。由于出入口一致,布局必然呈現(xiàn)類似“U”的形狀,這使得各工序非常接近,從而為一個人同時操作多道工序提供了可能,這就提高了工序分配的靈活性,從而取得更高的生產(chǎn)線平衡率。
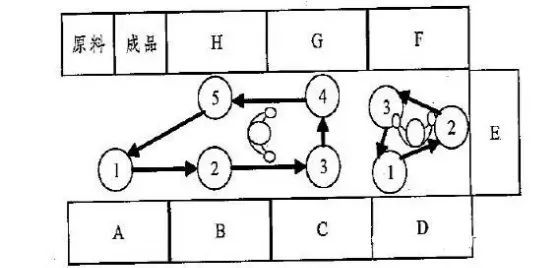
(3)避免孤島型布局
孤島型布局把生產(chǎn)線分割成一個個單獨(dú)的工作單元,其缺陷在于單元與單元之間互相隔離,無法互相協(xié)助。
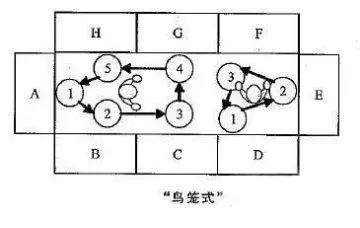
(4)避免鳥籠型布局 鳥籠型布局往往沒有考慮到物流、人流順暢的結(jié)果,這種布局錯誤的用機(jī)器設(shè)備或者工作臺把作業(yè)員圍在中間,使得物流不順暢,在制品增加,單元與單元之間的相互支援也變得幾乎不可能。
(5)花瓣型布局 花瓣型布局是由多個單元共同組成,是按照“兩個遵守、兩個回避”原則進(jìn)行布局的結(jié)果(兩個遵守即:逆時針排布、出入口一致;兩個回避即:孤島型布局、鳥籠型布局)。 這種布局有助于提高單元間的互相協(xié)助,從而提高生產(chǎn)線平衡率。花瓣式布局是進(jìn)行“互助協(xié)作”的必要條件。
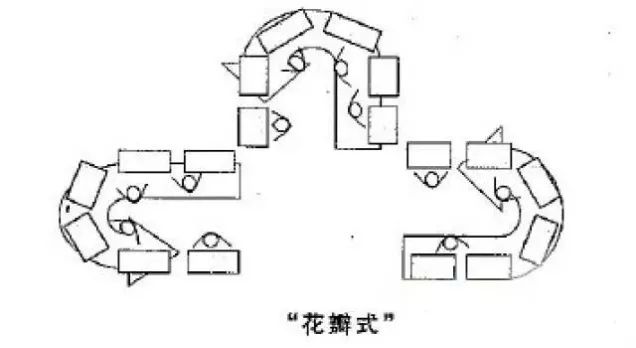
互助作業(yè)就好像運(yùn)動場上的接力賽一樣,在交接區(qū),實(shí)力強(qiáng)的選手可以適當(dāng)?shù)膹浹a(bǔ)實(shí)力弱的選手。在工作中也是一樣,單元之間的作業(yè)員也要把產(chǎn)品像接力棒一樣去傳遞。 如果前單元的作業(yè)員耽誤了時間,后單元的作業(yè)員就幫助前單元從機(jī)器上卸下產(chǎn)品。這種做法,顯然依靠“花瓣式”布局為前提。
(6)“一個流”生產(chǎn)線布局
按精益生產(chǎn)的理念,除了以上的兩個方面,還有更重要的因素需要考慮,精益生產(chǎn)布局追求的目標(biāo)主要有以下幾方面:
使物料搬運(yùn)成本最小化;
空間的有效利用;
勞動力的有效利用;
便于員工之間、員工與管理者之間、員工與用戶之間的信息溝通。
為了實(shí)現(xiàn)上面的目標(biāo),最好的方法就是要將設(shè)備布局成“U”型,實(shí)現(xiàn)“一個流”的生產(chǎn)。 “一個流(One—Piece Flow)”生產(chǎn)方式是指產(chǎn)品在生產(chǎn)過程中盡量實(shí)現(xiàn)小批量的輪轉(zhuǎn),最好是單件的流動。它是減少在制品數(shù)量的最好方法,是消除生產(chǎn)線浪費(fèi)的良策。 它的基礎(chǔ)是要使加工生產(chǎn)線像流水裝配線一樣流水化,但要犧牲非瓶頸工序設(shè)備的利用率,因此要盡量平衡生產(chǎn)線,減少設(shè)備的產(chǎn)能損失。
(7)“U”型布置 車間流水線布置一般歸納為如下兩種:傳統(tǒng)“一”字型生產(chǎn)線布置(即按加工順序排列設(shè)備)和U型布置。 隨著精益生產(chǎn)思想的推廣,傳統(tǒng)生產(chǎn)線越來越多地被U型生產(chǎn)線所代替,因?yàn)閭鹘y(tǒng)生產(chǎn)線布置有如下缺點(diǎn):一個人操作多臺設(shè)備時將存在“步行的浪費(fèi)”,增加了勞動強(qiáng)度,同時也不能實(shí)現(xiàn)人員的柔性化調(diào)整。
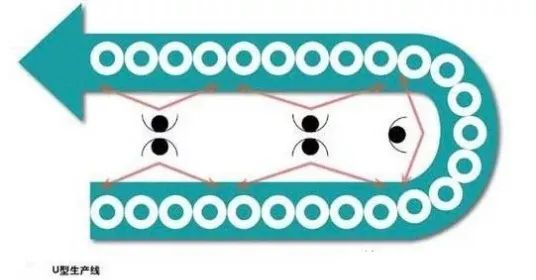
而在U型布置中,生產(chǎn)線擺放如U型,一條流水線的出口和入口在相同位置,一個加工位置中可能同時包含幾個工藝,所以U型布置需要培養(yǎng)多能工。它減少了步行浪費(fèi)和工位數(shù),從而縮短周期、提高效率,同時也減少了操作工,降低了成本等。
-
生產(chǎn)線
+關(guān)注
關(guān)注
1文章
238瀏覽量
23811
原文標(biāo)題:【知識】車間流水線布局,你真的了解嗎?
文章出處:【微信號:設(shè)備維修屋,微信公眾號:設(shè)備維修屋】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
軟件測試的7大原則,你漏了幾條?
如何選擇IDC服務(wù)商十大原則
8大原則
Python設(shè)計模式六大原則
三大原則,讓你選對繼電器
搭配功放和音箱的基本原則
一文匯總PCB電路設(shè)計的六大原則
制造業(yè)組裝線設(shè)計必須要納入的五大原則?
如何構(gòu)造原型系統(tǒng)?八大原則不得不知

基于駕駛過程注意力的問題設(shè)計全新的超寬顯示屏應(yīng)用的八大原則

電子元件選用的八大原則
設(shè)計模式(1)—什么是設(shè)計模式?設(shè)計模式的六大原則是什么?

干貨 | 六大原則讓你做好電路板





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論