") PCBA失效分析
PCBA失效分析
案例背景
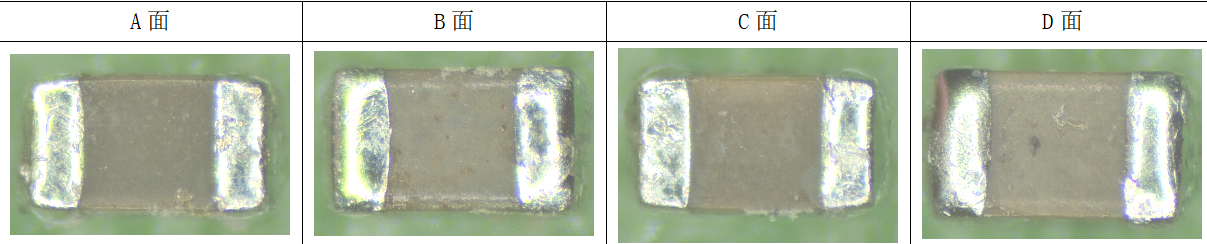
PCBA元器件發(fā)生脫落現象,據此進行試驗分析,查找失效原因。
#1樣品BGA脫落;#2樣品BGA有微裂紋(未偏位);#3樣品FPC空板(未貼裝器件)。
分析過程
#1樣品
#1樣品外觀圖
剝離面分析
SEM剝離面形貌分析
#1-1:
#1-2:
說明:從表面殘留焊錫及斷面狀態(tài)分析,存在有河流花樣及解理臺階,判斷其為解理斷裂,即脆性斷裂。
EDS成分分析
說明: 對#1-1焊盤進行EDS分析,主要檢出Sn、Ni、P、Cu元素,其中P含量高達15%左右。
PCB鍍層的分析
PCB鍍層(Pd鈀)的分析:選取邦定芯片的一個pin位置,采用化學褪金后觀察Pd表面的晶格狀態(tài)。
說明:#1樣品褪金后Pb層的晶格狀態(tài)分析:晶格致密、平整,晶粒間無空洞或縫隙,無異常。
#2樣品
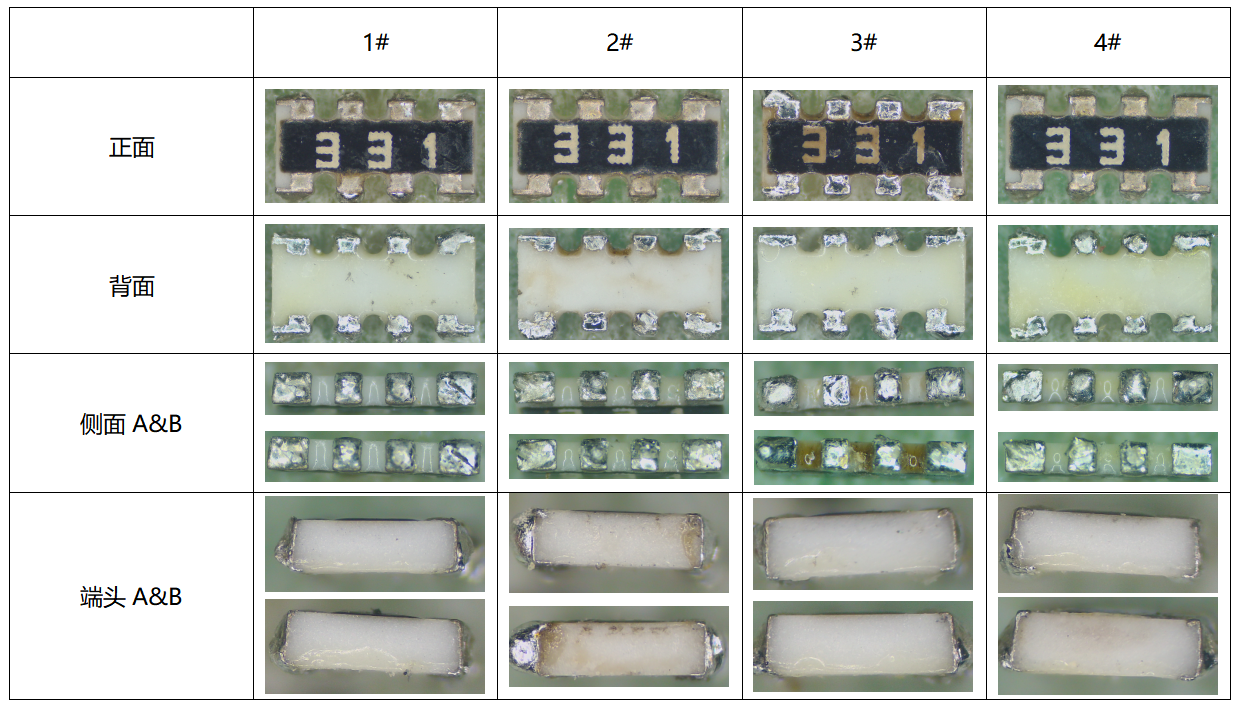
#2樣品外觀圖
1.外觀分析
#整體圖示
2-1號焊點
2-4號焊點
3-1號焊點
說明:#2樣品上側(靠近玻璃芯片處)的焊球(①、③)與基板起翹分離。②、④焊球未見明顯異常。
2.斷面分析
金相分析
說明: #2樣品的①、②焊點切片斷面金相分析,焊點① 焊球與焊盤開裂,呈分離狀態(tài),開裂縫隙由外向內(芯片端→PCB邊緣端)變小。
SEM分析
#焊點①斷裂兩側狀態(tài)分析
說明:焊盤為SMD類型,從焊點兩側斷裂狀態(tài)可見,存在焊錫受阻焊膜壓迫形成臺階現象,以及焊錫與阻焊膜之間存在應力殘留的結構特征。兩邊緣開裂位置基本都在富磷層。
小課堂:BGA焊盤兩種定義方式
1.阻膜定義(SMD):
焊盤的尺寸要比非阻焊掩膜大,再流焊接后,熔化的焊料球接觸阻焊掩膜。
主要問題是由SMD焊點產生的應力集中,這是造成焊點失效及可靠性變弱的起因。
2.非阻焊定義(NSMD):
掩膜的開口要比銅箔焊盤大,所以在再流之后,焊料球不會接觸阻焊掩膜。
#焊點②焊接狀態(tài)分析:
說明:#2樣品的焊點②狀態(tài)良好,IMC層連續(xù)、均勻,平均厚度為1.58μm,富磷層0.17um。
EDS成分分析
說明: 對焊點①進行EDS分析,主要檢出Sn、Ni、P、Cu元素,其中富磷層P含量在10.5%左右,Ni層P含量在8.5%左右。
#3樣品
Ni/Pd/Au鍍層厚度分析
#Ni/Pd/Au厚度:
注:厚度單位為μm。
說明:從上記檢測結果可見:Au平均厚度:0.0925um;Pd平均厚度:0.0875um;Ni平均厚度:6.275um。
鎳鈀金工藝鍍層Au、Pd厚度一般要求在0.08μm左右,上記結果符合要求。
分析結果
綜合以上檢測信息,針對BGA焊點裂紋失效解析如下:
1. 通過對#1樣品BGA剝離后的斷口分析,有明顯的脆性斷裂特征(平整、河流花樣、解理臺階),說明該斷裂是由應力導致的瞬時沖擊形成(原始狀態(tài))。
2.通過對剝離面的EDS分析,P含量高達15%左右(#1樣),切片斷面的分析,富磷層的P含量在10.5%左右(#2樣),說明斷裂位置部分處于富磷層。
3.通過切片斷面的分析,斷裂界面出現在IMC層及富磷層,斷裂裂紋為上下契合狀,進一步說明了焊點是受到應力導致斷裂。同時,FPC采用SMD焊盤結構,焊盤上覆蓋的阻焊膜使BGA焊點與阻焊膜接觸的位置形成了應力集中點(同時也可能有焊接時的應力殘留未釋放),在受到外部應力作用時,該位置易被突破。
分析結論:根據以上綜合分析,造成焊點斷裂的原因判斷為,FPC受到應力作用,同時BGA焊點位置由于SMD焊盤設計結構有應力集中的缺陷,從而造成BGA在受到一定程度的應力后出現裂紋失效。
改善方案
結合樣品的工藝流程分析,初步推斷超聲清洗工程可能存在應力作用。BGA類產品,對應力作用比較敏感。
FPC清洗時,BGA所處的不同深度、不同位置受到的應力作用可能不同。建議從超聲清洗工藝進行驗證排查,找到合適的清洗條件(頻率、溫度)。
新陽檢測中心有話說:
本篇文章介紹了PCBA失效分析案例。如需轉載本篇文章,后臺私信獲取授權即可。若未經授權轉載,我們將依法維護法定權利。原創(chuàng)不易,感謝支持!
新陽檢測中心將繼續(xù)分享關于PCB/PCBA、汽車電子及相關電子元器件失效分析、可靠性評價、真?zhèn)舞b別等方面的專業(yè)知識,點擊關注獲取更多知識分享與資訊信息。
審核編輯:湯梓紅
-
元器件
+關注
關注
112文章
4709瀏覽量
92209 -
失效分析
+關注
關注
18文章
212瀏覽量
66398 -
PCBA
+關注
關注
23文章
1520瀏覽量
51442
發(fā)布評論請先 登錄
相關推薦
PCBA分析儀的技術原理和應用場景
材料失效分析方法匯總
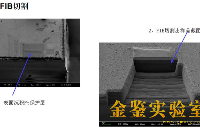
FIB技術:芯片失效分析的關鍵工具
塑封器件絕緣失效分析

電子行業(yè)PCB失效現狀:改進措施與激光焊錫技術(下)
PCBA加工焊點為什么會失效?如何解決這個問題呢?
什么是鋰離子電池失效?鋰離子電池失效如何有效分析檢測?
第20講:DIPIPM?市場失效分析(2)





 工商網監(jiān)
工商網監(jiān)
評論