 TypeC的阻抗設計與制造工藝簡析
TypeC的阻抗設計與制造工藝簡析
TypeC cable assembly 產品圖紙外形圖如下圖所示。它的內部組成為TypeC連接器+PCBA+RawCable+PCBA+TypeC連接器的構成。
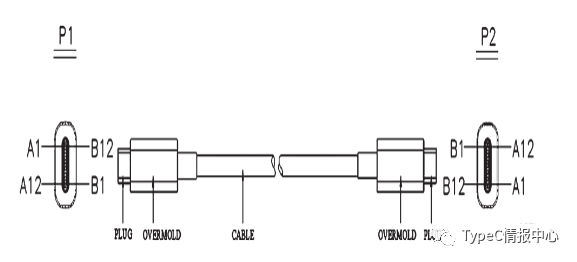
TypeC線纜結構
重點一:TypeC線纜鏈路的阻抗控制設計
為了更好的成本管控,目前大多數廠商采用對絞線來制作TypeC Rawcable。正常來說,Raw線材性能只要管控好衰減和ILD參數,即可滿足TypeC的SI性能要求。因此,TypeCPCBA的設計和制程加工才是整個TypeCSI性能的瓶頸。TypeCCable性能好不好,主要看整個鏈路的阻抗是否連續平穩且在規范要求的范圍(76~96Ω)內。
如果阻抗在整個鏈路都比較平穩,那它的IMR/IRL性能較好;反之,IMR/IRL性能會Fail。當然,阻抗是否連續平穩不僅會影響IMR/IRL的性能,而且影響衰減、串擾等SI參數。因此,TypeC線纜最關鍵的一點是阻抗控制。影響TypeC整條線纜阻抗連續性主要有6個區域:
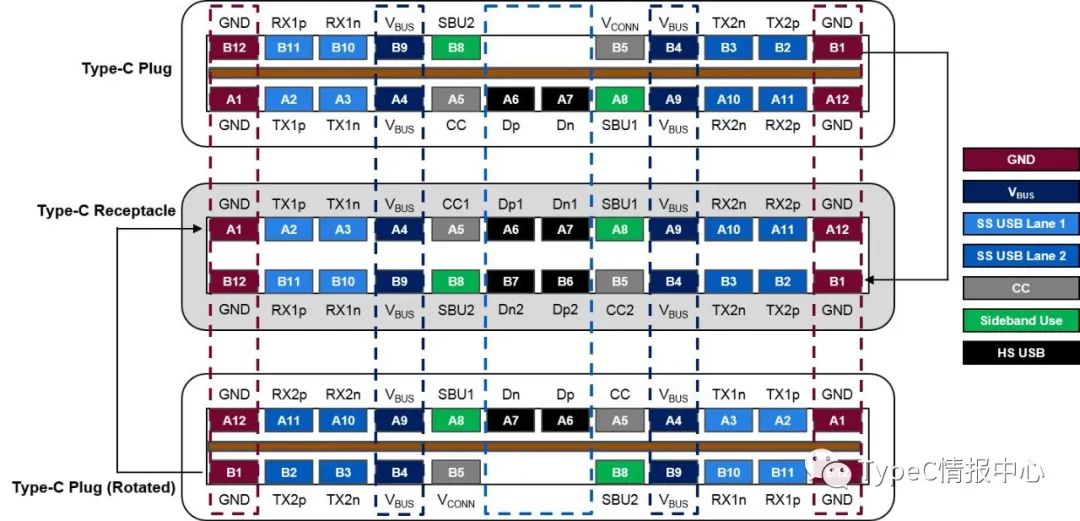
(1)TypeC連接器本身的阻抗;
(2)TypeC連接器與PCBA焊接的SMT區域;
(3)PCBA板上阻抗線的區域;
(4)PCBA焊線區域;
(5)開線口區域;
(6)SR鉚壓區域
重點二:TypeC PCBA的阻抗設計
TypeC接頭本身的阻抗一般設計為85Ω。由于TypeC連接器阻抗仿真及制造比較復雜,因此本文主要針對TypeC-連接器與PCBA焊接的SMT區域、PCBA板上阻抗線、PCBA焊接區域、開線口區域以及SR鉚壓區域做設計仿真及分析。TypeC連接器與PCBA焊接的SMT區域、PCBA阻抗線和PCBA焊線區域的阻抗與PCBA設計關系密切。
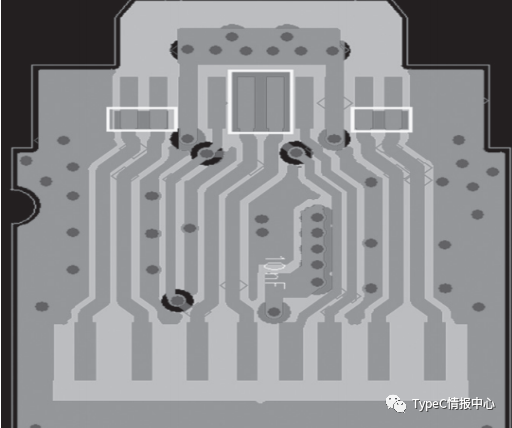
TypeC連接器SMT工序和后工段的內模工序會導致該區域的阻抗下降10Ω左右。因此,針對PCBASMT區域的焊盤要做特別設計,需要上下兩面焊盤采用內層錯開挖空的方式,如圖所示。另外,對鋼網的開口和厚度也要做特別的規定。鋼網的開口大小跟焊盤面積一樣,鋼網厚度建議為0.08mm
重點三:Type C 新的線夾工藝
TypeC線纜的另外一個難點是可制造性不好。為了方便大批量生產,引入線夾工藝,即在焊接前先將線擺進線夾再hotbar焊接的方式。引入線夾會增加高速差分對鋁箔開口的長度,導致top面和bot面高速差分對在開線口區域的串擾增加。經過多次改善和驗證,終于找到了一種徹底解決串擾的線夾工藝。線夾方式是最常用的線夾工藝,開線口阻抗不好控制,且高頻串擾特別是INEXT參數會出現不良。為了解決這個串擾不良,驗證將線夾厚度由0.8mm增加1mm,驗證結果仍不能完全解決TypeC串擾的問題。
另外,TypeCGen2要求衰減更嚴格。隨著鍍錫Raw線材OD增大,整體的CableOD也相應變大,制造變得越來越困難,制程對串擾的影響也變得越來越大,產品的制程工藝變得越來越困難,產品的良率也變得越來越差。為了從根本上解決TypeC高頻串擾的問題,將線夾設計更改為如圖所示的方式,即將線夾套進PCBA,以保證上下面的線夾開線口區域通過PCB板的地平面隔離,有效降低開線口阻抗和改善高頻串擾。
-
連接器
+關注
關注
98文章
14476瀏覽量
136429 -
阻抗設計
+關注
關注
0文章
16瀏覽量
6751 -
typec
+關注
關注
6文章
133瀏覽量
23524
原文標題:Type C的阻抗設計與制造工藝簡析
文章出處:【微信號:線纜行業朋友分享圈,微信公眾號:線纜行業朋友分享圈】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
OpenHarmony智慧設備開發-芯片模組簡析RK3568
基于ATM理念的UTRAN傳輸架構簡析
EPON技術簡析
簡析BGA封裝技術與質量控制
PCB設計中有關阻抗匹配知識簡析
簡析比較器的原理及應用資料下載







 工商網監
工商網監
評論