 氬弧焊技術怎樣不夾鎢?
氬弧焊技術怎樣不夾鎢?
氬弧焊技術是在普通電弧焊的原理的基礎上,利用氬氣對金屬焊材的保護,通過高電流使焊材在被焊基材上融化成液態形成熔池,使被焊金屬和焊材達到冶金結合的一種焊接技術,由于在高溫熔融焊接中不斷送上氬氣,使焊材不能和空氣中的氧氣接觸,從而防止了焊材的氧化,因此可以焊接不銹鋼、鐵類五金金屬。
今天為大家科普一下氬弧焊
▼
怎樣不夾鎢
什么叫焊接夾鎢
在采用鎢極氬弧焊打底+手工電弧焊或者鎢極氬弧焊時,鎢極崩落的碎屑留在焊縫內側形成的高密度夾雜物稱夾鎢。焊接鎳鐵合金時,則其與鎢形成合金,使X射線探傷很難發現。
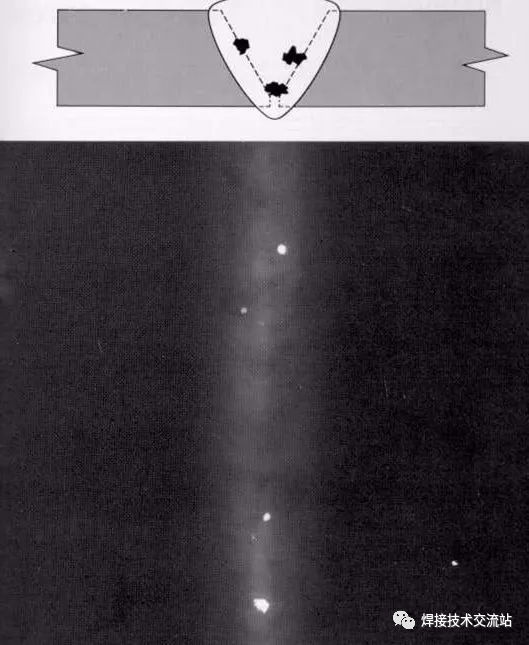
夾鎢在焊縫照相底片上的影像上圖所示:由于夾鎢幾何形狀不規則,尖角、棱角對焊縫有割裂作用,易造成應力集中,是產生裂紋的根源之一,因此,夾鎢是一種比較嚴重的缺陷。
影響焊縫產生夾鎢缺陷的因素
TIG焊夾鎢缺陷的產生原因,根據筆者實際焊接經驗總結和經過焊接試驗的數據統計,導致焊縫產生夾鎢的原因有以下幾方面:
★工藝因素的影響一般認為,焊接電流、保護氣體、鎢極伸出長度等工藝因素對TIG焊夾鎢缺陷的產生有一定的影響。
★焊接電流超過了鎢極的承載能力,導致鎢極過熱燒損,鎢粒崩落熔池。
★鎢極伸出長度過長,導致鎢極過熱,鎢極熔化或氧化,進入熔池,形成夾鎢。
★保護不良,導致鎢極氧化。一般是因為保護氣體選擇不當,保護氣體流量選擇錯誤以及外界因素干擾(室外氣流等)導致夾鎢缺陷產生。
★直流TIG焊時極性選擇不當(直流反極性)或采用交流電源焊接,也會大大增加夾鎢的幾率。
操作因素的影響
手工焊接過程中,由于操作者施焊操作不慎,也會導致夾鎢缺陷的產生。根據TIG焊的操作經驗,焊接操作方面導致夾鎢缺陷產生的因素主要有:
★鎢極與熔池或焊絲接觸。一般是由于操作手法不熟練或電極夾夾持電極不牢使鎢極滑落與熔池接觸;在TIG焊接觸引弧時,也易將鎢顆粒帶入熔池。
★熔池飛濺造成對鎢極的污染。焊件清理不良,鐵銹、污物等導致飛濺增大,飛濺金屬與鎢接觸后落入熔池。
★TIG焊接觸引弧時,鎢極直接與焊件接觸,易產生夾鎢。
鎢極材料對夾鎢缺陷的影響
★鎢極材料的影響
釷鎢電極:傳統電極,有著優越的焊接性能,在焊接過程中不斷弧、不散弧、不飄逸、不飛濺、電弧穩定、耐高溫,鎢極頭不易變圓,使用壽命較長。
鈰鎢電極:在低電流條件下有著優良的起弧性能,維弧電流較少。鑭鎢電極:交流、直流條件下均可使用,耐用電流高而燒損率最小。
鋯鎢電極:在交流條件下,焊接性良好,尤其在高負載電流的情況下,鋯鎢電極表現的優越性能,是其他電極不可替代的。
釔鎢電極:弧束細長,壓縮程度大,在中、大電流其熔深最大。主要應用于軍事工業和航空航天工業。
純鎢電極:不添加任何稀土氧化物,電子發射能力最小,只適合于交流大負荷條件下的焊接。由于在焊接時冷熱溫差交替出現,鎢極端部角度小,很容易產生應力集中,導致鎢極尖端應力斷裂,鎢極掉入熔池中形成夾鎢。如果鎢極表面粗糙,焊接時,高溫產生的氧化物在向尖端移動中在局部堆積,導致局部氧化物聚集,易產生崩裂現象,導致夾鎢產生。
★鎢極錐度的影響鎢極的圓錐角大時,不易出現夾鎢。
★鎢極端部形式的影響端部為尖角時較端部位圓角時更為易于產生夾鎢缺陷。
★鎢極質量鎢極如果質量問題出現開裂或產生裂紋,也會在焊接過程中使鎢崩落至焊接熔池導致裂紋產生。
控制焊縫夾鎢缺陷的措施
★嚴格根據鎢極的種類、直徑選擇所使用的焊接電流。鈰鎢極是低電流焊接環境下的較好選擇,保證具有良好的引弧性能。鑭鎢極適用于較大焊接電流(I>100A)以及交流電源焊接時選用。鑭鎢極在溫差大的情況下不易出現爆裂。
★嚴格控制惰性保護氣體的純度(≥99.9%)。
★焊接時應控制鎢極伸出長度,對接焊時鎢極伸出長度一般保持在5~6 mm;焊接角焊縫時鎢極伸出長度最好為7~8mm。
★直流TIG焊選擇直流正接極性。
★選擇合理的氣體流量數值;在室外風大場所焊接應采用擋風板。
★焊接時盡可能采用短弧焊接,增強保護效果。
★使用專用的打磨設備打磨鎢極;小電流焊接時鎢極打磨出小的夾角和尖角;大電流焊接時打磨出適當大的夾角,端部打磨成大角度、圓角。
★強化焊工操作基本功,焊接時,嚴格控制鎢極與工件間距離,以免與工件接觸導致夾鎢。
審核編輯 :李倩
-
焊接
+關注
關注
38文章
3142瀏覽量
59832 -
氬弧焊
+關注
關注
6文章
33瀏覽量
11030
原文標題:氬弧焊技術——來說一說怎樣不夾鎢?
文章出處:【微信號:指南車機器人科技,微信公眾號:指南車機器人科技】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
激光焊接技術在焊接醫療鉑鎢彈簧的工藝應用

Zebra RFD40 UHF RFID背夾的特性
飛虹半導體FHA25T120A IGBT單管在氬弧焊機的應用
開爾文測夾四根線怎么接
電動夾爪PK氣動夾爪,優勢何在?

米思米電動夾爪:革新傳統,提升效率與穩定性
中微推出自研的12英寸原子層金屬鎢沉積設備Preforma Uniflex AW
激光焊接技術在焊接消化道止血夾的工藝特點

激光焊接機在焊接消化道止血夾的技術應用

【操作指引】鐵威馬NAS加密文件夾創建和使用教程
電動夾爪的運動控制方案





 工商網監
工商網監
評論