 PLC觸摸屏控制伺服電機程序設計
PLC觸摸屏控制伺服電機程序設計
伺服電機又稱執行電機,它是控制電機的一種。它是一種用電脈沖信號進行控制的,并將脈沖信號轉變成相應的角位移或直線位移和角速度的執行元件。根據控制對象的不同,由伺服電機組成的伺服系統一般有三種基本控制方式,即位置控制、速度控制、力矩控制。本系統我們采用位置控制。
PLC在自動化控制領域中,應用十分廣泛。尤其是近幾年PLC在處理速度,指令及容量、單軸控制方面得到飛速的發展,使得PLC在控制伺服電機方面也變得簡單易行。
一、控制系統中元件的選型
1、PLC的選型
因為伺服電機的位移量與輸入脈沖個數成正比,伺服電機的轉速與脈沖頻率成正比,所以我們需要對電機的脈沖個數和脈沖頻率進行精確控制。且由于伺服電機具有無累計誤差、跟蹤性能好的優點,伺服電機的控制主要采用開環數字控制系統,通常在使用時要搭配伺服驅動器進行控制,而伺服電機驅動器采用了大規模集成電路,具有高抗干擾性及快速的響應性。在使用伺服驅動器時,往往需要較高頻率的脈沖,所以就要求所使用的PLC能產生高頻率脈沖。三菱公司的FX3U晶體管輸出的PLC可以進行6點同時100 kHz高速計數及3軸獨立100 kHz的定位功能,并且可以通過基本指令0.065 μs、PCMIX值實現了以4.5倍的高速度,完全滿足了我們控制伺服電機的要求,所以我們選用FX3U-48MT-ES-A型PLC。
2、伺服電機的選型
在選擇伺服電機和驅動器時,只需要知道電機驅動負載的轉距要求及安裝方式即可,我們選擇額定轉距為2.4 N·m,額定轉速為3 000 r/min,每轉為131 072 p/rev分辨率的三菱公司HF-KE73W1-S100伺服電機,與之配套使用的驅動器我們選用MR-E-70A-KH003伺服驅動器。三菱的此款伺服系統具有500 Hz的高響應性,高精度定位,高水平的自動調節,能輕易實現增益設置,且采用自適應振動抑止控制,有位置、速度和轉距三種控制功能,完全滿足要求。
同時我們采用三菱GT1155-QFBD-C型觸摸屏,對伺服電機進行自動操作控制。
二、PLC控制系統設計
我們需要伺服電機實現正點、反點、原點回歸和自動調節等動作,另外為確保本系統的精確性我們增加編碼器對伺服電機進行閉環控制。PLC控制系統I/O接線圖如圖1。
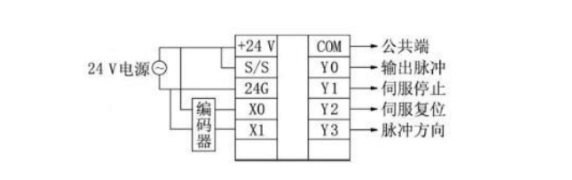
圖1 I/O接線圖
上圖中的公共端的電源不能直接接在輸入端的24 V電源上。根據控制要求設計了PLC控制系統梯形圖如圖2。
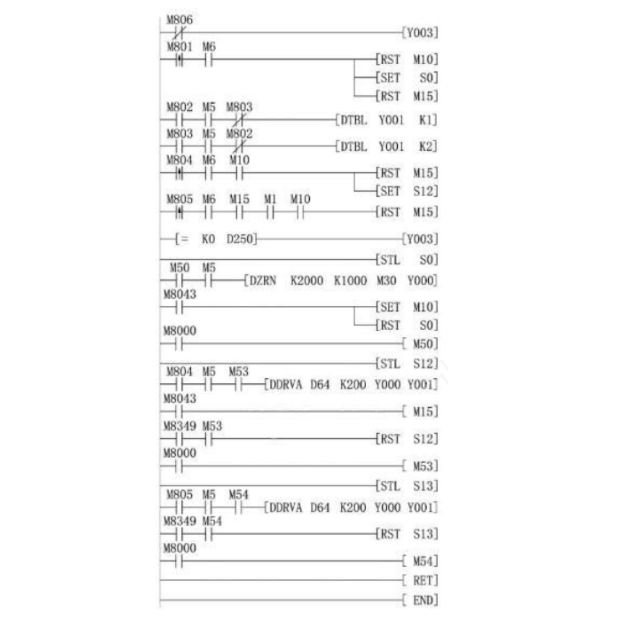
圖2 梯形圖
M806控制伺服急停,M801控制伺服電機原點回歸,M802控制伺服正點,M803控制伺服反點,M804為自動調節,M805為壓力校正即編碼器的補償輸入。在電機運行前需要首先進行原點回歸,以確保系統的準確性和穩定性,當M50和M53同時接通時,伺服電機以2 kHz的速度從Y0輸出脈沖,開始做原點回歸動作,當碰到近點信號M30=ON時,變成寸動速度1 kHz,從Y0輸出脈沖直到M30=OFF后停止。M30是在自動調節時,電機轉動的角度與零點相等時為ON。
電機在進行正反點時,我們采用FX3U具有的專用表格定位指令DTBL S1 S2;在使用表格定位之前,我們首先要在梯形圖左邊的PLC parameter(PLC參數)中進行定位設定。正反點控制我們采用指令DRVA S1 S2 D1 D2絕對定位指令。在自動運行時,我們利用PLC內強大的浮點運算指令,根據系統的多方面參數進行計算;在操作時,我們只需要在觸摸屏上設定參數,伺服電機便根據程序里的運算公式轉化成為脈沖信號輸出到驅動器,驅動器給電機信號運轉。在伺服電機運行的過程中為確保電機能達到我們需要的精度,我們采用增量式編碼器與伺服電機形成閉環控制,我們把計算到的角度與編碼器實際測量角度進行比較,根據結果調整伺服電機的脈沖輸出,從而實現高精度定位。整個程序我們采用步進指令控制(也可以采用一般指令控制),簡單方便。
三、伺服系統設置
1、伺服驅動器的接線
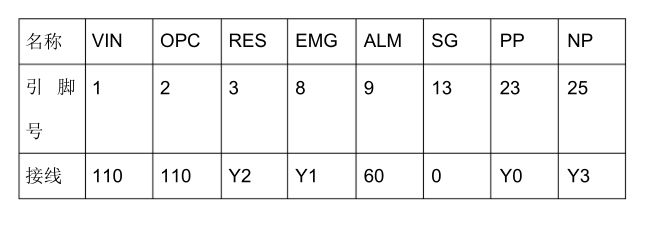
伺服系統的接線很簡單,我們只需要按照規定接入相對應的插頭即可。將三相電源線L1,L2,L3插頭接入CPN1,將伺服電機插頭接入CN2,將編碼器插頭接入CNP2,控制線插頭接入CN1。我們在調試程序時需要用伺服電機的專用軟件,通過RS422接口接到伺服系統的CN3上即可。對于CN1控制線接法如表1。
表1、控制線接法
2、伺服驅動器的參數設定
系統采用定位控制。三菱MR-E系列的伺服驅動器,主要有兩組參數,一組為基本參數,另一組為擴展參數,根據本系統要求,我們主要設定基本參數,主要有NO.0,NO.1,NO.2,NO.3,NO.4,NO.5,NO.7,NO.18,NO.19,擴展參數要根據具體情況進行設定。
同時我們也可以通過伺服設置軟件SETUP221E進行參數設置。我們在伺服電機進行調試過程中建議先設為速度模式,進行伺服電機的點動測試。
四、觸摸屏程序設計
建立初始畫面,在畫面上分別設置按鈕開關,在開關上分別寫上,壓力+、壓力-、原點回歸、自動調節、壓力校正、伺服急停等字樣,其中繼電器的對應情況如上所寫。控制畫面如圖3和圖4。

圖3畫面設置
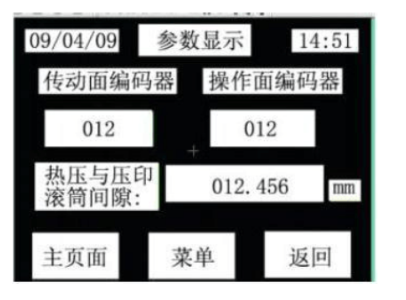
圖4參數顯示
本系統同時還設置有手動調節功能,確保在自動調節出現問題時及時補救。觸摸屏上我們設置了指示燈,可顯示此時的工作狀態。同時我們在手動和自動指示燈的中間部分,設置了脈沖的輸出指示,即伺服電機的運轉指示,當有脈沖輸出時,會有“脈沖輸出中”的紅色指示燈出現。當無紅色指示燈顯示時,即表示電機有故障,此時操作者需根據伺服驅動器上顯示的異常字母進行故障查詢,簡單方便。
五、總結
利用PLC可以直接對伺服電機進行位置和速度控制,無需增加定位模塊,節約成本。PLC的處理速度高,輸出脈沖的頻率也很高,而且指令也很簡單,在系統聯機的情況下也可方便地進行所有指令的修改工作。本系統通過觸摸屏進行調節控制,使操作簡單,也減少了在運行過程中的故障查找環節,大大提高了工作效率。系統運用一年多來,從未出現故障,穩定性好,且定位精確,為用戶節約很多時間。
審核編輯 :李倩
-
plc
+關注
關注
5010文章
13271瀏覽量
463068 -
觸摸屏
+關注
關注
42文章
2301瀏覽量
116120 -
伺服電機
+關注
關注
85文章
2044瀏覽量
57810
原文標題:PLC觸摸屏控制伺服電機程序設計
文章出處:【微信號:旺材伺服與運動控制,微信公眾號:旺材伺服與運動控制】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
國產Model3A 7寸觸摸屏控制伺服電機:工業級芯片,全開源資料

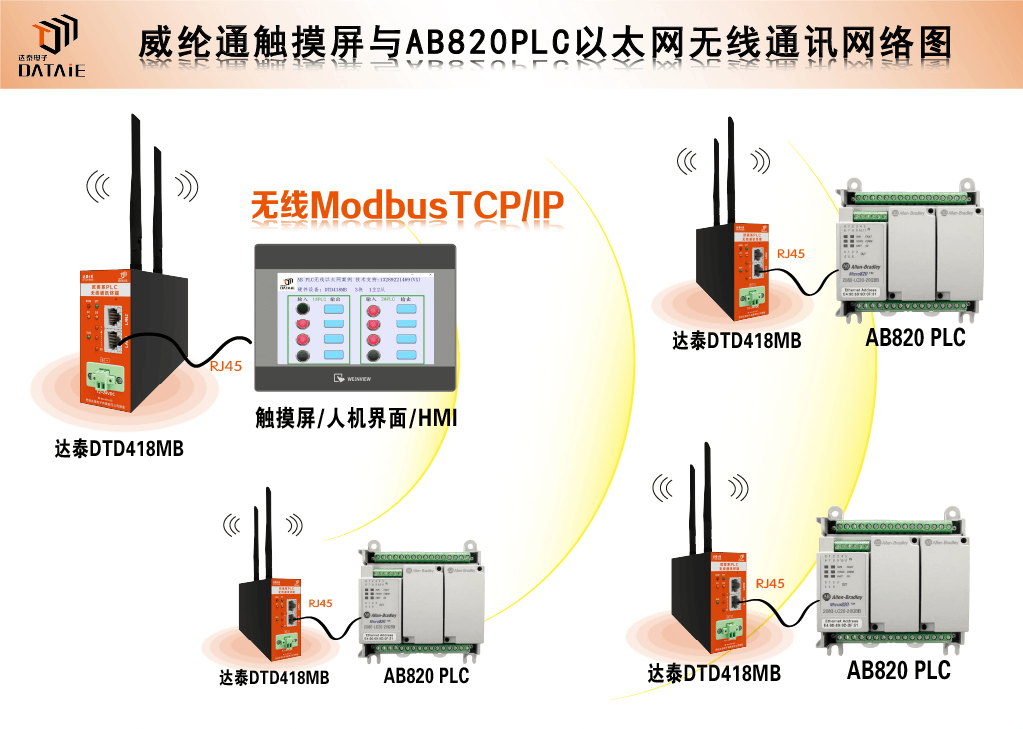
羅克韋爾AB PLC能否與工業觸摸屏搭建無線通訊系統?
人機界面觸摸屏如何觸摸校正屏幕
三菱PLC與三菱觸摸屏的通訊設置
三菱觸摸屏與三菱PLC連接的方法
觸摸屏與plc通訊不上的原因
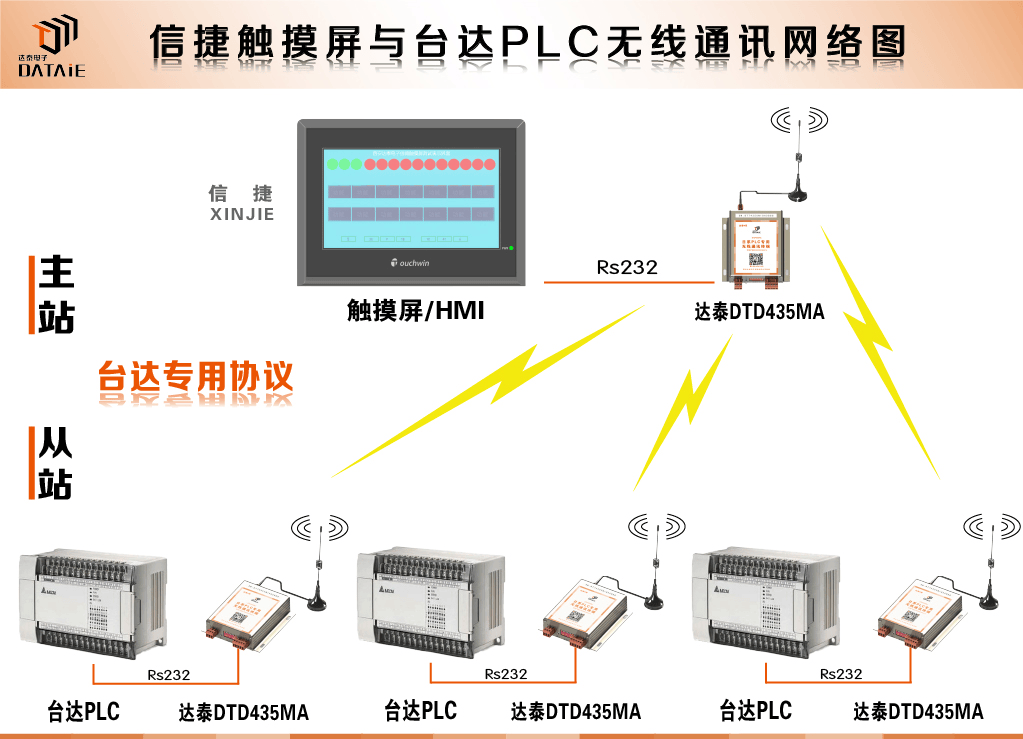
PLC無線通訊模塊在觸摸屏與臺達PLC之間的應用教程
組態軟件和觸摸屏軟件的區別是什么?
手機觸摸屏失靈的原因及解決方法 手機觸摸屏失靈怎么關機
電容觸摸屏的分辨率怎么調
電容觸摸屏原理 電容觸摸屏和電阻觸摸屏有什么區別
PLC+觸摸屏+變頻器的水位控制案例





 工商網監
工商網監
評論