 在熱軋帶鋼廠中使用DI-1000儀器進行同步和分布式數據采集
在熱軋帶鋼廠中使用DI-1000儀器進行同步和分布式數據采集
背景
各種應用都需要以分布式和同步方式進行數據采集。考慮一個熱軋帶鋼廠,它從一塊鋼板開始制造一個長鋼卷。該過程包括:
將最初冷的板坯加熱到大約 2300°F 的預熱程序。
粗加工工藝由多達 5 個輥架組成,使板坯變薄和拉長。
精加工工藝由多達 7 個額外的輥架組成,可將板坯加工成最終的卷材厚度和長度。
一種跳動過程,允許受控冷卻以保持鋼的冶金性能和形狀。
一種將鋼卷成最終卷繞形式的卷取工藝。
在通過磨坊之前,板坯厚約 9 英寸,長 30 英尺。當它離開磨機時,它的厚度減少了近 99%,達到大約 0.1 英寸。相應的伸長率伴隨著厚度的減少。結果,原來的 30 英尺長度變成了一個鋼卷,其未卷曲長度比足球場還長。
將鋼板轉化為卷材的熱軋帶鋼機應用了許多復雜的工藝,這些工藝必須保持高度的相互依賴的公差,以保證最終產品的質量。控制和測量的關鍵參數包括:
進入粗軋機前的板坯溫度。
組成粗加工和精加工機架的 12 個輥工位中每個工位的各種參數:
滾筒轉速。
滾筒電機電樞電壓和電流。
滾輪力。
壓平鋼離開精軋機時的溫度。
跳動上不同位置的溫度。
問題
上述任何特定參數的測量都不會帶來不尋常的挑戰。但是,預熱爐的磨機起點和卷取機的終點之間的距離可以是 1,000 英尺或更大。這就定義了對分布式數據采集系統的需求。此外,絕對必須同步在軋機的整個長度上進行的所有測量,以便操作員可以在快照中確定軋機性能。例如,精軋機和粗軋機階段的輥子旋轉速度必須絕對同步,以避免最好的產品質量問題,或在最壞的情況下避免災難性故障。數據采集同步允許在同一時刻采集和比較所有 12 個輥筒站的 RPM,從而避免延遲(無論多么小)會扭曲軋機的實際性能。出于同樣的原因,在跳動的各個部分獲得的溫度必須同步。如果測量值在時間上存在偏差,則嘗試在跳動的開始、中點和結束時關聯溫度讀數幾乎沒有價值。當您考慮到熾熱的成型金屬以每秒約50英尺的速度穿過跳動時,尤其如此。即使是 250ms 的時間偏差也表示測量位移誤差超過 12 英尺。
溶液
DI-1000 系列儀器經過全新設計,可同時進行分布式和同步。它們的分布式特性允許從個人計算機附近的位置部署多個 DI-1000 單元,最遠可達 4,000 英尺,以及介于兩者之間的任何位置。多個單元使用常用且廉價的 5 類電纜以菊花鏈排列方式連接在一起。分布式DI-1000單元可以部署為單個單元,多個單元間隔距離可變,多個單元集群也以隨機間隔間隔,或前述的任意組合。因此,DI-1000 系統可以以精確適合應用需求的方式進行配置和部署。
同步功能也透明地內置在 DI-1000 產品中。無論任何單個單元或單元簇在最大菊花鏈路徑上的位置如何,從鏈中第一個單元的第一個通道到最后一個單元的最后一個通道獲得的測量值都是完全同步的。
以熱軋帶鋼軋機為例,DI-1000 儀器的分布式和同步功能帶來了非凡的回報:
DI-1000 單元組可能位于每個粗軋和精軋階段。
單個單元可能位于跳動沿線和預熱爐的多個位置。
另一個簇可能位于心軸上以監視假脫機過程。
總之,上述儀表組的距離可能遠遠超過工廠 1,000 英尺的長度。
從預熱爐到心軸以及兩者之間的所有點,每個采集的樣品都是同步采集的,從而保證時間對齊,這對于判斷軋機性能至關重要。
其他應用
對分布式和同步數據采集的需求不僅限于熱軋帶鋼廠。其他受益的應用包括:
冷鋼軋機
連續泡菜生產線
回火鋼軋機
連續鑄鋼
電阻焊 (ERW) 制造工藝
無縫鋼管軋機
紙漿和造紙廠
卷筒紙印刷機
連續鋁鑄件
鋁軋機
審核編輯:郭婷
-
計算機
+關注
關注
19文章
7534瀏覽量
88459 -
數據采集
+關注
關注
39文章
6245瀏覽量
113920
發布評論請先 登錄
相關推薦
基于ptp的分布式系統設計
HarmonyOS Next 應用元服務開發-分布式數據對象遷移數據文件資產遷移
HarmonyOS Next 應用元服務開發-分布式數據對象遷移數據權限與基礎數據
安科瑞在分布式光伏系統和儲能系統上的創新有哪些?
分布式光伏發電能源系統數據采集器有哪些功能
分布式光纖測溫是什么?應用領域是?
鴻蒙開發接口數據管理:【@ohos.data.distributedData (分布式數據管理)】
HarmonyOS開發實例:【分布式數據服務】
HarmonyOS實戰案例:【分布式賬本】
鴻蒙HarmonyOS開發實例:【分布式關系型數據庫】
現場總線耦合器BL200分布式I/O

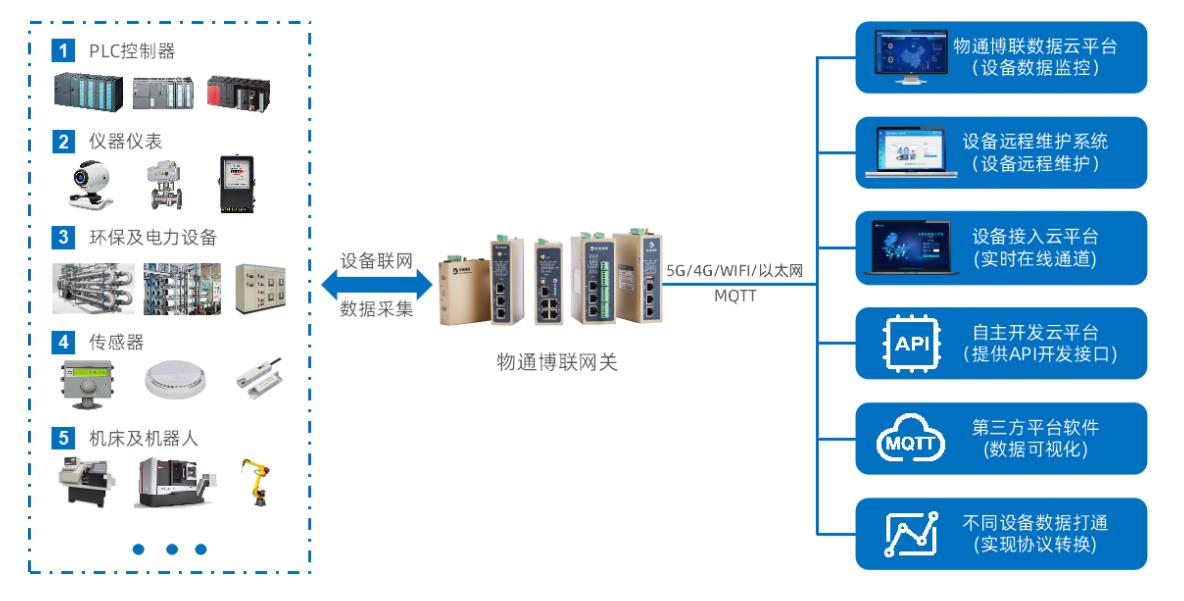
熱軋帶鋼工廠如何實現設備監控和有效管理,實現預測性維護





 工商網監
工商網監
評論