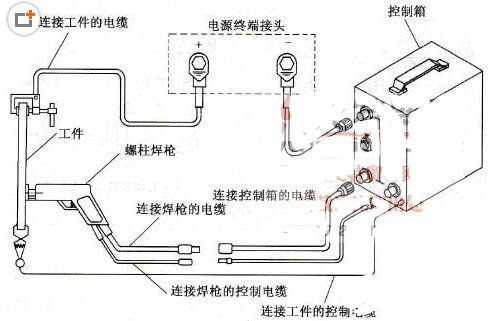
 淺析Tucker螺柱焊焊槍拆借圖V12.2版
淺析Tucker螺柱焊焊槍拆借圖V12.2版
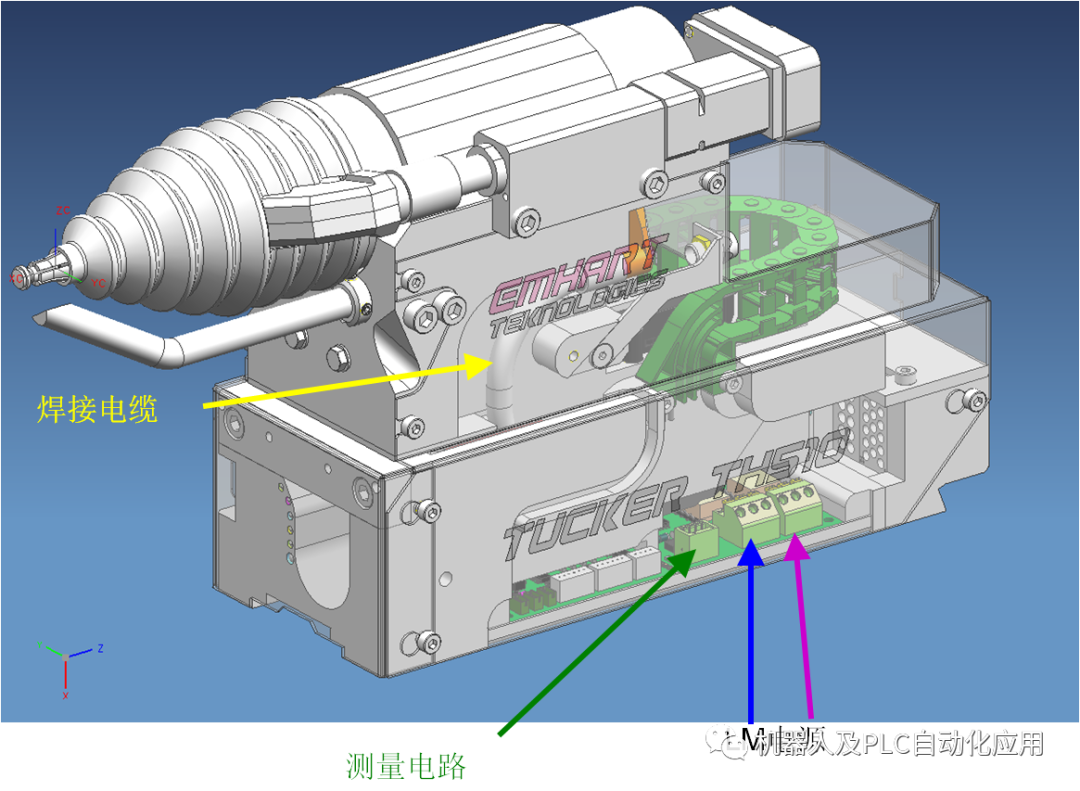
直線電機原理
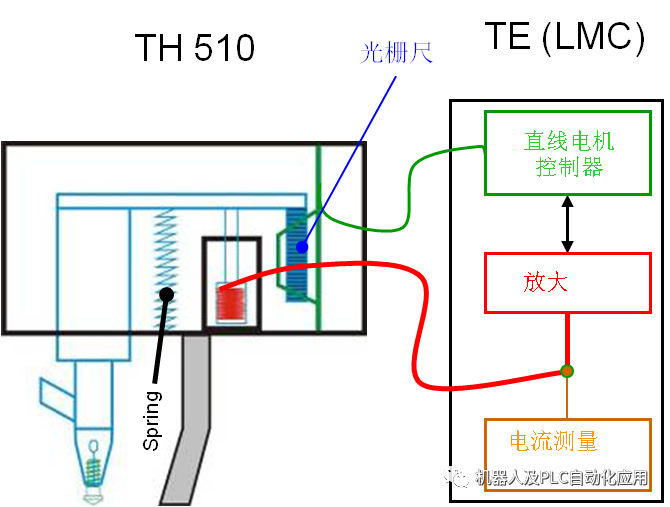
實際上,直線電機就是一個信號放大器。通過LMC控制電機動作,又通過光柵測量系統來檢測電機動作的距離。
LMC系統還可檢測直線電機的電流大小,此電流就是測量的電機線圈的電流.
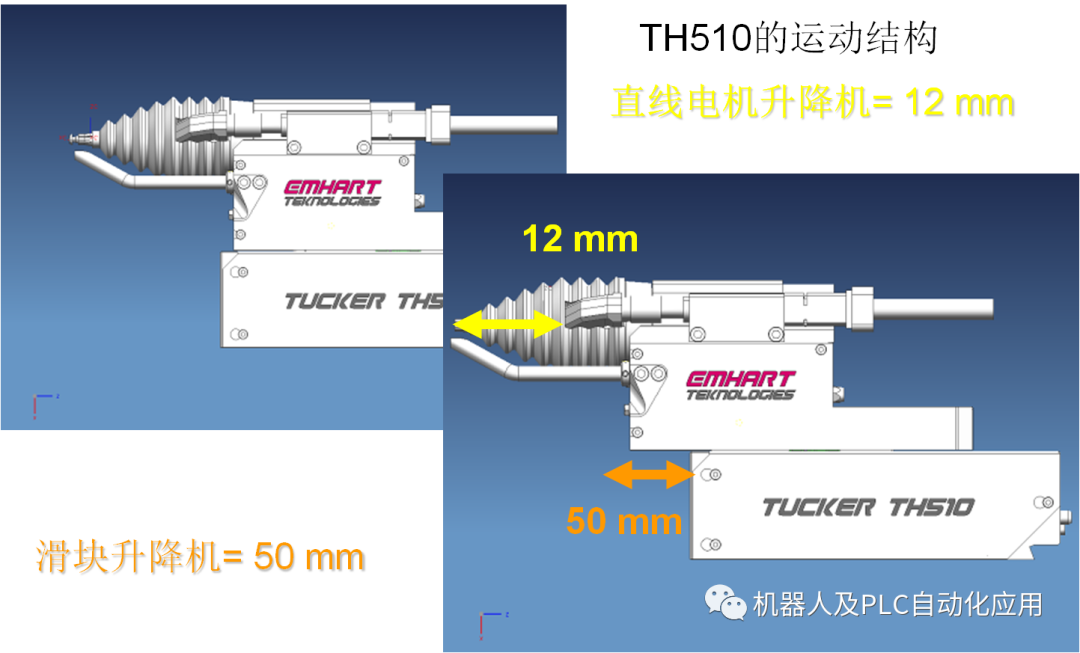
提升距離:
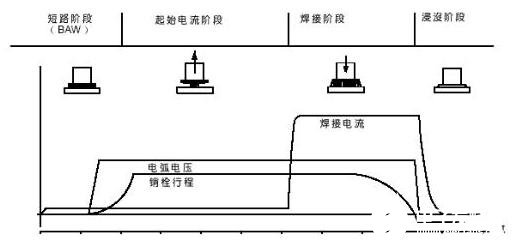
拉弧電壓22V好,焊接電壓28V好。
拉弧電壓大于23V,說明鋼板表面不干凈,大于28V以后焊接效果不好。
電機最多可以被壓縮8mm,一般來說釘的突出距離1.5mm,自動槍拉弧距離(提升距離)1.5mm,設定0.8mm的公差,不在公差范圍內,就會報警。
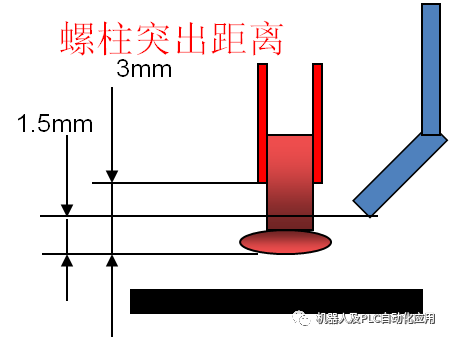
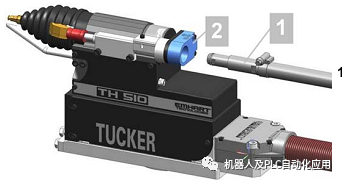
設置螺栓懸垂 當螺栓通過線性電機向下移動時,螺栓的熔化端面浸入工件的熔化池中。 由于螺栓的插入深度取決于支撐腳的位置,因此必須檢查螺栓面與支撐腳前緣之間的距離。
螺栓固定器的前邊緣必須保持在支撐腳后面。使用與螺栓對應的調整量規進行檢查。
前提條件:焊接螺栓位于螺栓座中。
1.松開殼體套件上的兩個螺釘。
2.移動支撐腳,直到其位于調整儀表上。
3.再次擰緊套件殼體上的兩個螺釘。
1調整量規(示例) 2支撐腳 3缸螺釘
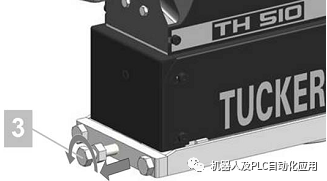
TH510滑塊組件
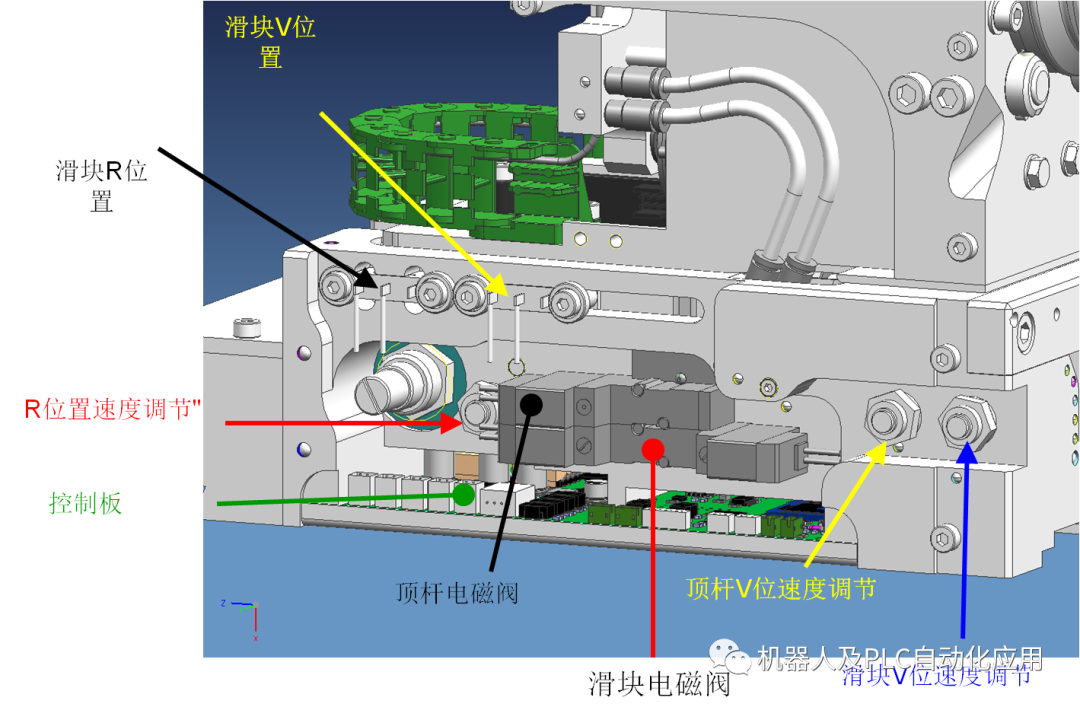
調整焊接頭滑塊力 滑架“向前”移動的力可通過壓力控制閥單獨調節。
調整滑動力時,必須始終在足夠的夾緊力和部件損壞的風險之間做出妥協。
?通過用力移動焊接頭滑塊,工件表面可能會因沖擊支撐腳而變形。
?如果驅動力過低,則部件可能在焊接過程中振蕩,從而導致故障或焊接故障。
壓力控制閥集成在焊頭的托架中。可通過連接外部壓力表檢查設定壓力。
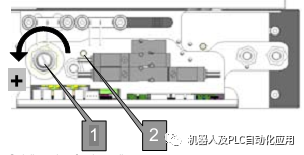
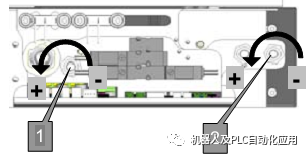
增加力:
沿“+”方向轉動閥螺釘,以增加托架中的空氣壓力。
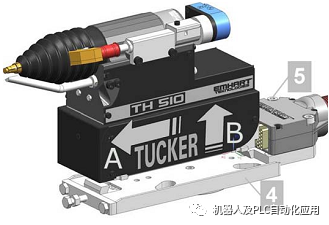
1壓力控制閥 2個用于壓力計連接的開口 設置焊頭滑架速度 滑架“向前”和“向后”移動的速度可通過兩個節流止回閥單獨調節。
調整滑架速度時,必須始終在增加焊接周期和增加材料磨損之間做出妥協。基本上,以下內容適用:“減慢底座速度并加快重置速度”。
基本上,以下內容適用:“減慢底座速度并加快重置速度”。
?如果焊接頭滑塊移動過快,工件表面可能會因沖擊支撐腳而變形。
?如果重置速度過快,機器人或客戶特定設備以及焊接頭可能會磨損加劇。
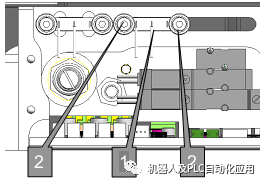
用于焊接頭托架前后移動的兩個節流止回閥集成在焊接頭托架中。
增加速度: 沿“+”方向轉動閥門螺釘,以增加通過節流閥的空氣流量。 降低速度: 沿“-”方向轉動閥門螺釘,以減少通過節流閥的空氣通道。
1反向移動
2向前移動
設置[V]開關(選項)
在焊頭上,通過[V]和[R]開關監控焊頭托架的前端和后端停止。 只有開關[V]可以調整,因為后車架位置的開關[R]已經安裝牢固。
以下所述的調整過程可追溯到客戶控制或焊頭控制:
1.控制和動力裝置處的壓縮空氣停止,壓縮空氣系統放松。
2.用手將焊頭壓入焊接位置。
3.松開兩個螺釘(2)以夾緊開關(1),并移動開關,使焊頭的前部位置直接顯示在控制器上。
4.再次擰緊開關的螺釘。
設置充電針速度
用法蘭螺母焊接大型法蘭螺栓需要比標準速度更慢的加載銷向前移動。焊頭配有節流閥,用于調節充電銷速度。
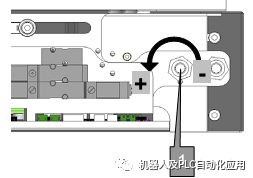
增加加載銷速度: 沿“+”方向轉動閥螺釘,以增加通過節氣門的空氣流量,直到。 降低充電針速度: 沿“-”方向轉動閥門螺釘,以減少通過節流閥的空氣通道。1加載銷向前移動
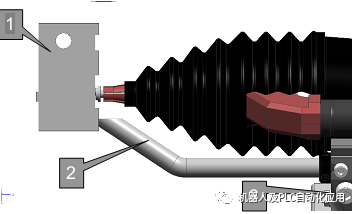
檢查螺栓重新加載
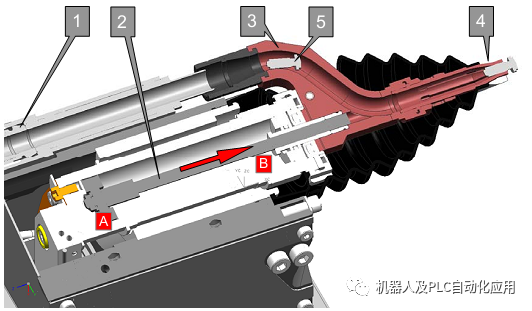
1.檢查聯接器(1)中供給軟管的連接。
2.通過來自客戶控制、控制和能量單元或進給單元的相應信號觸發螺栓重新加載。根據該命令,充電銷(2)移動到后端位置(A)。螺栓(5)現在可以通過進料軟管送入螺栓維護器(3)。
3.負載桿(2)的向前移動(B)將螺栓(5)推入螺栓座(4)。螺栓處于最終焊接位置。
調整彈簧力線性電機r(LM)驅動
為確保LM驅動器的提升功能,必須正確設置彈簧力。彈簧力通過軛板(5)(LM驅動器和充電銷的連接)作用在驅動器上,并將LM驅動器保持在其末端位置。
彈簧力調整螺釘(2)位于左側支撐腳法蘭中,拆下支撐腳后即可觸及。 調整過程應按以下順序進行:
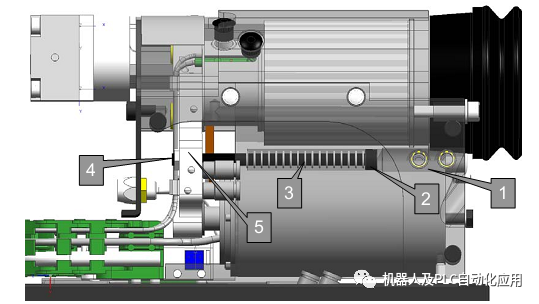
1.從支撐腳孔(1)中松開并拆下支撐腳。 2.松開軛板(5)上的鎖緊螺母(4)。 3.調整調整螺釘(2),以改變彈簧(3)對軛板(5)的作用力。 4.擰緊鎖緊螺母(4)。
TH510氣缸部分
安裝/拆卸TH 510 外殼
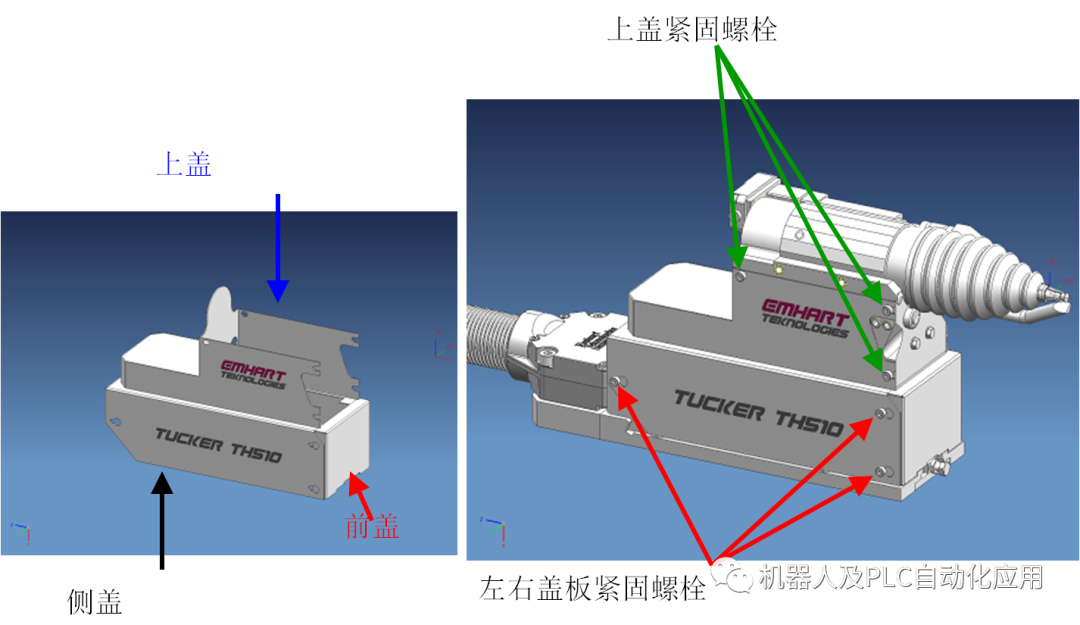
拆卸焊接頭
松開并拆下連接板(2)上的進料軟管(1)。
2.用鎖緊螺釘(3)松開滑動楔。
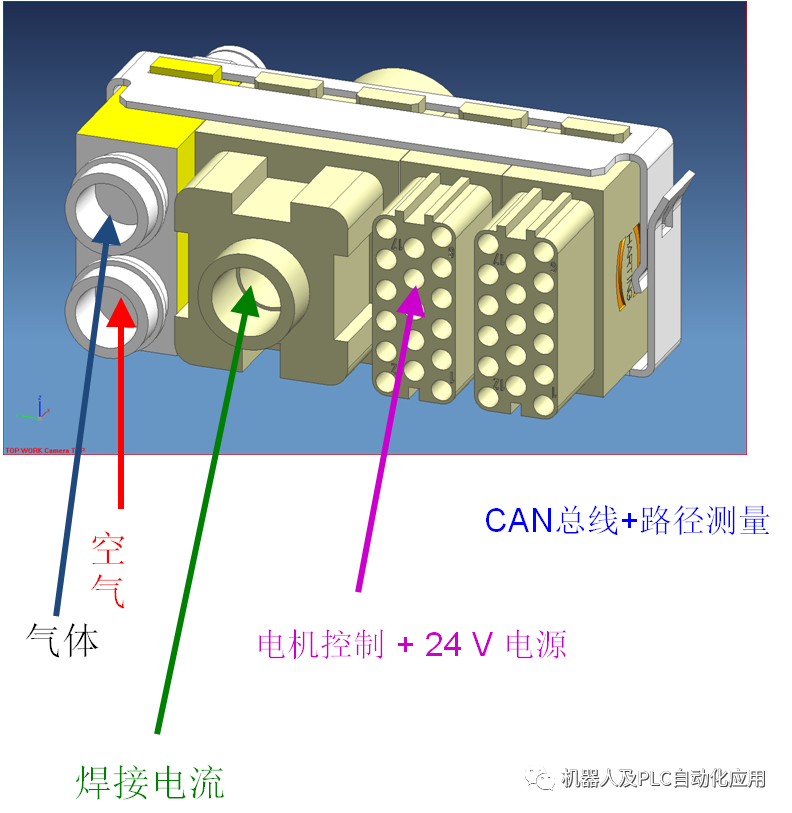
3.從轉接板(4)和多聯軸節插頭(5)上拆下焊接頭。
審核編輯:劉清
-
驅動器
+關注
關注
53文章
8262瀏覽量
146675 -
控制器
+關注
關注
112文章
16412瀏覽量
178733 -
直線電機
+關注
關注
10文章
742瀏覽量
23397
原文標題:Tucker螺柱焊焊槍拆借圖V12.2版
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
電弧螺柱焊機的相關資料分享
螺柱焊機及其焊接工藝
套圈保護步進式電弧螺柱焊過程研究
255%可用已接通電源_深度解析電弧螺柱焊機及其用于螺柱焊的直流焊接電源的特點...

Tucker螺柱焊設備詳解V6.25版






 工商網監
工商網監
評論