 有機焊盤柵格陣列OLGA及其應用
有機焊盤柵格陣列OLGA及其應用
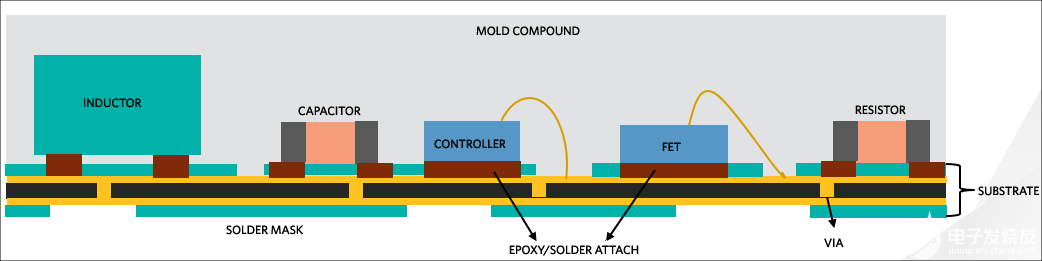
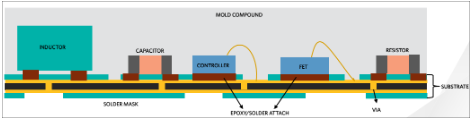
有機焊盤柵格陣列 (OLGA) 封裝是一種無引腳封裝,具有氣腔和有機基板,具有圖案化的導電跡線。根據具體應用,不同波長的 ASIC 和 LED 集成在封裝中。所有OLGA均為無引腳封裝,通過封裝底面的引線(端子引腳)進行連接。這些引線可以直接焊接到PCB上。Maxim 集成以卷帶(T和R)格式交付OLGA。
印刷電路板設計
需要精心設計和制造的印刷電路板 (PCB) 才能獲得最佳制造良率和產品性能。表面貼裝器件使用兩種類型的焊盤模式(圖 1):a) 阻焊層定義 (SMD) 焊盤的阻焊層開口小于金屬焊盤。b) 非阻焊層定義 (NSMD) 焊盤的阻焊層開口大于金屬焊盤。Maxim推薦使用NSMD焊盤,因為它們為焊料固定在金屬焊盤邊緣提供了更大的金屬區域。NSMD提高了焊點的可靠性。在給定的封裝上,只能使用一種類型的焊盤(NSMD或SMD)和一種焊盤表面光潔度。
焊盤圖案:每個包代碼都有一個相應的焊盤圖案圖。請按照相應的軟件包代碼進行操作。
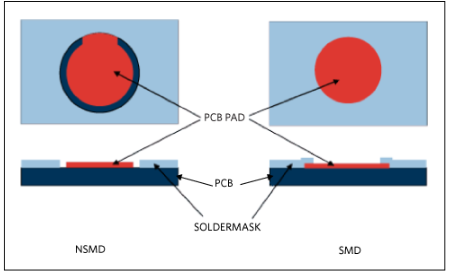
圖1.NSMD 和 SMD 焊盤模式的圖示。
板厚
單元可以安裝在主PCB或柔性PCB上。建議使用薄板,以防止SMT后由于封裝上的高應力而發生故障。 如果需要超出以下值,請聯系Maxim封裝工程師。
| 包裝厚度(毫米) | 主板厚度(毫米) | 柔性電路板(微米) |
| 1.0–1.4 | ≤ 0.6 | 還行 |
| > 1.4 | ≤ 0.85 | 還行 |
印刷電路板表面光潔度
OSP(有機可焊性防腐劑)、ENIG(化學鍍鎳/沉金)、電解鎳/金、ENEPIG(化學鎳化學鍍鈀/沉金)、沉銀和沉錫飾面在工業中使用。對于需要跌落測試可靠性的應用,建議使用 OSP。
組件布局
我們建議在OLGA封裝附近放置較高的組件,以避免在處理過程中損壞玻璃。

圖2.主板布局建議。
模板設計
模板厚度和圖案幾何形狀決定了沉積在器件焊盤圖案上的焊膏的精確體積。鋼網對準精度以及一致的焊料量轉移對于均勻的焊料回流至關重要。模板通常由不銹鋼制成.
推薦模板厚度:100μm
模板制造: 用電拋光劑激光切割,比常規激光切割模板更好地釋放.
模板孔徑: 設計模板開口每邊小于 PCB 焊盤尺寸 1 密耳 (25μm)。
必須嚴格控制公差,因為它可以有效減小孔徑尺寸。
孔壁應光滑,圓角和梯形橫截面,以增強焊膏從孔徑中釋放。
模板孔徑必須滿足>0.66的行業標準面積比。
貼片組裝
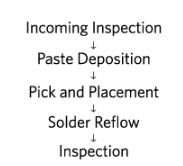
標準SMT設備和工藝用于OLGA組裝。工藝流程如下:
濕氣敏感性
所有Maxim OLGA模塊均符合JEDEC規范JSTD020D.1的MSL3標準。零件將以托盤或卷帶形式發貨。所有部件都將用干燥劑和濕度指示卡烘烤和干燥包裝。如果濕度指示卡變成粉紅色,或者部件暴露的時間超過其地板壽命,請將包裝在 125°C 下烘烤 48 小時。
所有OLGA部件都有排氣孔,以提高濕敏性和可靠性。在 SMT 期間或之后不應堵塞排氣孔。
請參閱 JEDEC 規范 J-STD-033C 以正確使用濕氣/回流焊敏感表面貼裝器件。
焊膏
建議使用免清洗、低殘留焊膏安裝 OLGA,以免在清潔過程中用助焊劑殘留物堵塞排氣孔或將異物引入封裝。建議使用 3 型(或更精細)焊膏進行 0.5mm 間距打印。推薦使用無鉛SAC305作為焊膏。請遵循焊膏供應商推薦的相應焊膏的模板清潔頻率.建議在焊料回流期間進行氮氣吹掃
絲網印刷
應使用45-60°打印角度的金屬擠壓。建議進行印后焊料檢查以檢查印刷質量。
打印速度:從20毫米/秒開始;可以提高速度一樣舒適。
打印時用擠壓施加~10N / mm的壓力。
距離捕捉:0毫米。
自動組件拾取和放置
精度為 0.05mm 的標準拾取和放置機可用于將 OLGA 模塊放置在印刷焊料上。傳統的貼裝系統可以使用OLGA輪廓或引線的位置作為貼裝指南。使用引線位置的貼裝指南往往更準確,但速度較慢,并且需要復雜的視覺處理系統。封裝輪廓放置方法運行速度更快,但準確性較低。合同PCB組裝商可以確定用于此過程的最可接受的方法.建議使用較低的安裝速度,以防止漿料擠出。
噴嘴/真空杯建議:
材質:防靜電橡膠
取件地點:包裹中心
真空:-60kPa至-95kPa
拾取單元時噴嘴和玻璃之間的間隙:0.1mm
粘結力:1N
回流 焊
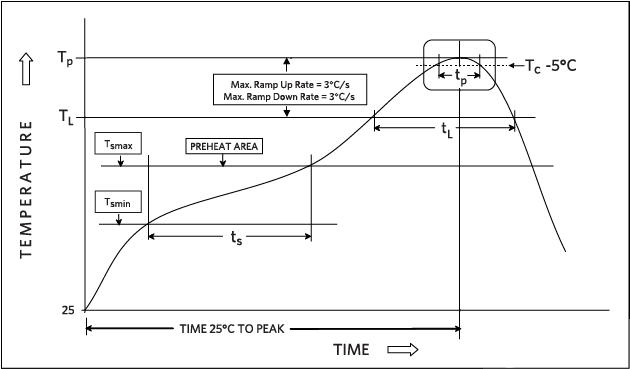
Maxim OLGA兼容所有行業標準的焊料回流工藝。與所有表面貼裝器件一樣,在所有新電路板設計上檢查輪廓非常重要。此外,如果電路板上混合了高大的組件,則必須在電路板上的不同位置檢查輪廓。元件溫度可能因周圍元件、元件在PCB上的位置和封裝密度而異。回流曲線指南基于PCB焊盤焊點位置的實際引線溫度。焊點的實際溫度通常與回流系統中的溫度設置不同。
建議在用于實際電路板互連回流焊之前,在實際焊點位置使用熱電偶檢查配置文件。
建議使用溫度均勻性在 ±5°C 以內的氮氣強制對流烤箱。
在回流期間或之后,排氣孔不應被焊料或助焊劑堵塞。
較慢的斜坡下降速率是首選,以最大程度地減小封裝中的應力。
| 配置文件功能 | 描述 | 無鉛組件 |
| 建議 | ||
| T斯敏 | 最低浸泡溫度 | 150°C |
| T最大 | 最高浸泡溫度 | 200°C |
| ts | T 之間的時間斯敏和 T斯馬克斯 | 60–120 秒 |
| TL | 液體溫度 | 217°C |
| tL | 高于 T 的時間L | 60–150 秒 |
| Tp | 峰值封裝體溫 | 260°C |
| tp | 時間 威丁 5°C 的 TP | 30 秒 |
| 爬坡率(tL到 TP) | 3°C/秒(最大值) | |
| 斜坡下降率 (tP到 TL) | 3°C/秒(最大值) | |
| 斜坡下降率 (tL至室溫) | 3°C/秒(最大值) | |
| 時間 25°C 至峰值溫度 | 8 分鐘(最長) | |
助焊劑清洗
不建議清潔,因為水和異物會通過通風孔涌入包裝并造成損壞。
重做
不建議返工。它只能使用受控且合格的過程來執行,以防止機械和ESD損壞。
聯合檢查
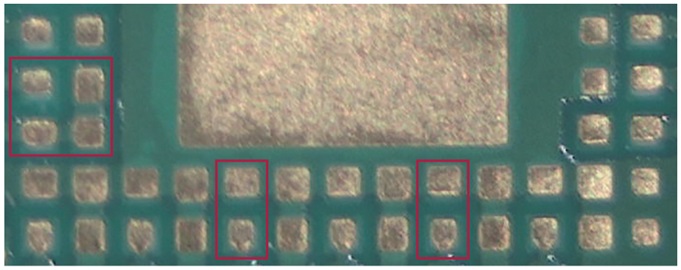
X射線可用于檢查所有關節是否成功形成。首選較少的空隙以獲得更好的跌落測試可靠性。建議<關節面積為 30%。
玻璃缺陷
對于帶玻璃蓋的OLGA包裝,具有以下缺陷的設備將被拒收。
“封閉式”玻璃缺陷:
定義:缺陷始于和結束于玻璃蓋的任何兩側。
剔除標準:如果尺寸(a 或 b)大于 15 mil,則缺陷線穿過 LCP 開口。
“開放式”玻璃缺陷:
定義:從玻璃蓋的一側開始的缺陷。
拒絕標準:此類缺陷的任何證據。
審核編輯:郭婷
-
Maxim
+關注
關注
8文章
859瀏覽量
87182 -
asic
+關注
關注
34文章
1199瀏覽量
120439 -
PCB
+關注
關注
1文章
1795瀏覽量
13204
發布評論請先 登錄
相關推薦
Altium Designer 18如何打開電氣柵格
kicad焊盤的使用分享
三角形柵格矩形徑向線螺旋陣列天線的設計與實驗研究
CBGA(陶瓷焊球陣列)封裝及其優/缺點
焊球陣列封裝焊盤脫落如何補救?
PCB焊盤到焊盤的間距及其對DFM的影響

平面相控陣天線中焊盤柵格陣列封裝的可靠PCB組裝





 工商網監
工商網監
評論