 區分鍛造裂紋、熱處理裂紋、原材料裂紋的方法
區分鍛造裂紋、熱處理裂紋、原材料裂紋的方法
裂紋的種類紛繁多樣:原材料裂紋、熱處理裂紋、鍛造裂紋等,讓人頭暈眼花。如何識別它們便是一門很重要的課程,這樣便于準確查找裂紋發生在哪一工序,有利于分析裂紋產生的原因。
首先,需對“原材料裂紋”和“鍛造裂紋”先確定概念,對鍛造后出現的裂紋,都應理解為“鍛造裂紋”,只不過,導致鍛造裂紋產生的主要因素可以再分成:
1、原材料缺陷所致的鍛造裂紋;
2、鍛造工藝不當所致的鍛造裂紋。
從裂紋宏觀形態先進行大致區分,橫向一般與母材無關,縱向裂紋需要結合裂紋形態與鍛打工藝等結合分析。
裂紋兩側有脫碳,肯定是鍛造過程中產生的,至于是原材料還是鍛造工藝造成的,這就需要根據金相和工藝過程去分析。
對同一批次同種型號的工件,鍛造裂紋基本都在一個位置,在顯微鏡下延伸比較淺,兩邊有脫碳。而材料裂紋不一定在同一位置重復出現,顯微鏡下深淺不一。多看多分析,還是有一定規律的。
材料裂紋多半是與材料縱向一致的。而鍛打裂紋有兩種,一種是過熱過燒造成的,裂紋附近有氧化脫碳現象。還有一種是打冷鐵也會造成發裂,這一種有晶格破壞撕裂的現象。從金相上可以區別開來。
鍛造的目的:
1、成形要求;
2、改善材料內部組織,細化晶粒,均勻元素成分與組織;
3、使材料更致密(鍛合材料內部原有未暴露空氣的縮孔或疏松等等),流線分布更合理;
4、通過合理的鍛后熱處理方式,為下道工序服務。
因此,鍛造鍛合原材料內部一定的缺陷是職責所在。大型鑄鍛件往往是直接由鋼錠鍛壓開始的,鋼錠內部必然存在大量的冶鑄缺陷,顯然,合理的鍛造,都可以將其中的所謂“缺陷”鍛合。所以,鍛造工藝的合理性是決定鍛件是否會開裂的主要原因。
當然,相對某一穩定的鍛造工藝,如果事前對鍛造前原材料提出明確的原材料缺陷等級控制要求的,當因原材料缺陷等級超出要求并在原鍛造工藝下鍛造出現的開裂現象,我們可以認作“原材料缺陷所致的鍛造裂紋”。
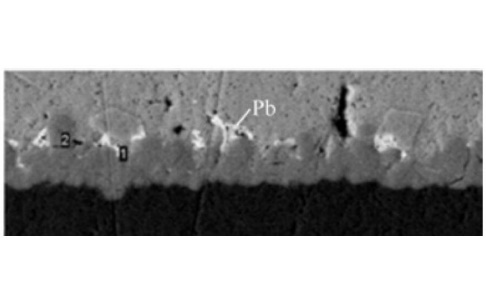
裂紋問題具體問題具體分析,結合工藝過程分析,包括加熱過程有沒有保護氣氛都應該考慮,鍛造應該是把原材料裂紋鍛打密合才對。氧化皮通常致密是灰色的,制樣過程造成的臟東西很疏松的顏色偏黑,高倍下一看就知道,實在無法分辨直接打能譜一定能分辨。
鍛造裂紋
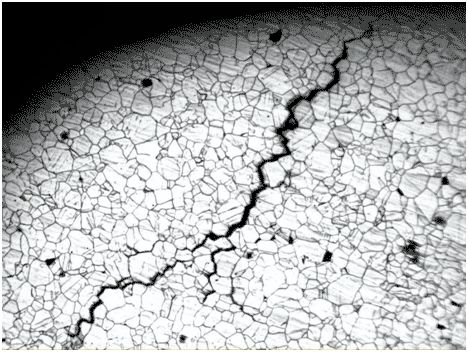
鍛造裂紋一般在高溫時形成,鍛造變形時由于裂紋擴大并接觸空氣,故在100X或500X的顯微鏡下觀察,可見到裂紋內充有氧化皮,且兩側是脫碳的,組織為鐵素體,其形態特征是裂紋比較粗壯且一般經多條形式存在,無明細尖端,比較圓純,無明細的方向性,除以上典型形態外,有時會出現有些鍛造裂紋比較細。裂紋周圍不是全脫碳而是半脫碳。典型的鍛造裂紋示例:邊緣較多氧化物。

熱處理裂紋
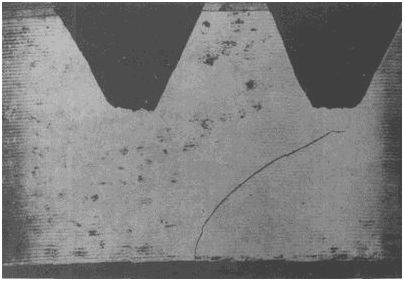
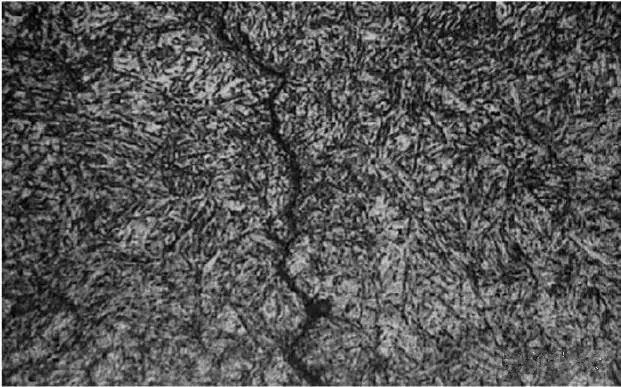
淬火加熱過程中產生的裂紋與鍛造加熱過程形成的裂紋在性質和形態上有明顯的差別。對結構鋼而言,熱處理溫度一般較鍛造溫度要低得多,即使是高速鋼、高合金鋼其加熱保溫時間則遠遠小于鍛造溫度。由于熱處理加熱溫度偏高,保溫時間過長或快速加熱,均會在加熱過程中產生早期開裂。產生沿著較粗大晶粒邊界分布的裂紋;裂紋兩側略有脫碳組織,零件加熱速度過快,也會產生早期開裂,這種裂紋兩側無明顯脫碳,但裂紋內及其尾部充有氧化皮。有時因高溫儀器失靈,溫度非常高,致使零件的組織極粗大,其裂紋沿粗大晶粒邊界分布。典型的淬火裂紋示例:500X下,呈鋸齒狀,起始端裂紋寬,結束斷裂紋細小至無,裂紋處未發現異常冶金夾雜,沒有脫碳現象,裂紋呈鋸齒狀延伸,具有淬火裂紋的典型特征。
鍛造裂紋與熱處理裂紋產生原因
1、鍛造裂紋產生原因:鋼在鍛造過程中,由于鋼材存在表面及內部缺陷,如發紋、砂眼、裂紋、夾雜物、皮下氣泡、縮孔、白點和夾層等,都可能成為鍛打開裂的原因。另外,由于鍛打工藝不良或操作不當,如過熱、過燒或終鍛溫度太低,鍛后冷卻速度過快等,也會造成鍛件開裂。 2、熱處理裂紋產生原因:淬火裂紋是宏觀裂紋,主要由宏觀應力引起。在實際生產過程中,鋼制工件常由于結構設計不合理,鋼材選擇不當、淬火溫度控制不正確、淬火冷速不合適等因素,一方面增大淬火內應力,會使已形成的淬火顯微裂紋擴展,形成宏觀的淬火裂紋,另一方面,由于增大了顯微裂紋的敏感度,增加了顯微裂紋的數量,降低了鋼材的脆斷抗力Sk,從而增大淬火裂紋的形成可能性。
影響淬裂的因素
影響淬裂的因素很多,這里僅將生產中常碰到的幾種情況作一介紹。 1、原材料已有缺陷而導致的淬裂:如果原材料表面和內部有裂紋或夾雜物等缺陷,在淬火之前未發現,有可能形成淬火裂紋; 2、夾雜物導致的開裂:如果零件內部夾雜物嚴重,或本身因夾雜物嚴重已經隱藏有裂紋,淬火時將有可能產生裂紋; 3、因原始組織不良而導致的淬裂; 4、淬火溫度不當造成的淬裂:淬火溫度不當引起零件淬裂,一般有兩種情況: (1)儀表指示溫度低于爐子的實際溫度,使淬火溫度偏高,造成淬火過熱,導致工件發生開裂。凡是過熱淬火開裂的金相組織均存在晶粒粗大和粗大的馬氏體。 (2)鋼件實際含碳量高于鋼材牌號所規定的含量,若按原牌號的正常淬火工藝淬火時,等于提高了鋼的淬火溫度,容易造成零件過熱和晶粒長大,使淬火時應力增大而引起淬裂。 5、淬火冷卻不當造成的淬裂:淬火時由于冷卻不當,也會使零件產生淬裂事故。 6、機加工缺陷導致的淬裂:由于機加工不良,在零件表面留下了粗而深的刀痕,盡管是很簡單的零件或不是應力集中的地方,也會在淬火時造成開裂,或在服役過程中發生早期損壞。 7、零件外形對淬火裂紋的影響:零件幾何形狀不合理,或截面過度區厚薄相差較大,在淬火時均易因應力集中產生裂紋。 8、不及時回火導致的開裂:淬火后不及時回火,將可能因淬火殘余應力過大而導致裂紋產生。
裂紋的分辨方法
如何區分究竟是淬火裂紋、回火裂紋、鍛造裂紋還是磨削裂紋等是很重要的,這樣便于準確查找裂紋發生在哪一工序,有利于分析裂紋產生的原因。 第一,注意淬火裂紋和磨削裂紋形態的不同。對于淬火時未發現而在磨削后才發現的裂紋,要區別是淬火裂紋還是磨削裂紋。在裂紋未附著污染物時比較容易,此時注意裂紋的形態,特別是裂紋發展的方向,磨削裂紋是垂直于磨削方向的,呈平行線形態,或呈龜甲狀裂紋。磨削裂紋的深度根淺,而淬火裂紋一般都比較深 比較大,與磨削方同無關,多呈直線刀割狀開裂。 第二,注意裂紋發生的部位。尖銳的凹凸轉角處、孔的邊緣處、刻印處、打鋼印處及機械加工造成的表面缺陷等部位,在這些部位發生的裂紋多屬淬火裂紋。 第三,通過觀察零件的裂斷面來區分是淬火裂紋還是淬火前的鍛造裂紋或其他情況造成的裂紋。若裂紋斷面呈白色或暗白色或淺紅色(水淬時造成的水銹),均可斷定為淬火裂紋,若裂紋斷面呈深褐色,甚至有氧皮出現,那就不是淬火裂紋,系淬火前就存在的裂紋,是零件經過鍛造或壓延時形成的裂紋,這些裂紋都會因淬火而被擴大。因淬火裂紋基本上是在MS點以下時形成的,其斷面是不會被氧化的。 第四,在顯微組織中,淬火裂紋是沿晶界斷裂,若不是沿晶界斷裂,而是沿晶內斷裂,則屬于疲勞裂紋。 第五,如果裂紋周圍有脫碳層存在,那就不是淬火裂紋,而是淬火前就存在的裂紋,因為淬火裂紋是淬火冷卻時產生的,絕不會發生脫碳現象。
審核編輯 :李倩
-
材料
+關注
關注
3文章
1220瀏覽量
27270 -
裂紋
+關注
關注
0文章
20瀏覽量
7197
原文標題:區分鍛造裂紋、熱處理裂紋、原材料裂紋的方法
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
使用Phase Lab2024A計算合金抗裂敏感性

冷裂紋和熱裂紋的區別是什么
冷裂紋產生的三大因素
冷裂紋產生的溫度在多少度
igbt功率管好壞測量方法
探秘真空熱處理設備:如何實現高效、環保的生產?

詳解金屬偏析對焊點可靠性的影響
如何識別塑封器件引腳上的凹坑缺陷

TDK橫向支架電容的原理和型號
一文帶你了解紅墨水實驗!

如何利用OLI進行產線自動化檢測?-閾值判斷功能介紹

激光焊接機常見故障及處理方法

淺析銅線鍵合鋁墊裂紋的預防和改善







 工商網監
工商網監
評論