


首先,LTCC工藝對瓷料性能的要求主要有:第一,加入適當有機材料后可流延成均勻、光滑、有一定強度的生帶;第二,能在900℃以下燒結成具有致密、無氣孔顯微結構的材料;第三,致密化溫度不能太低,以免阻止生帶中有機物的排出。
(圖片來源:中電科四十三所)
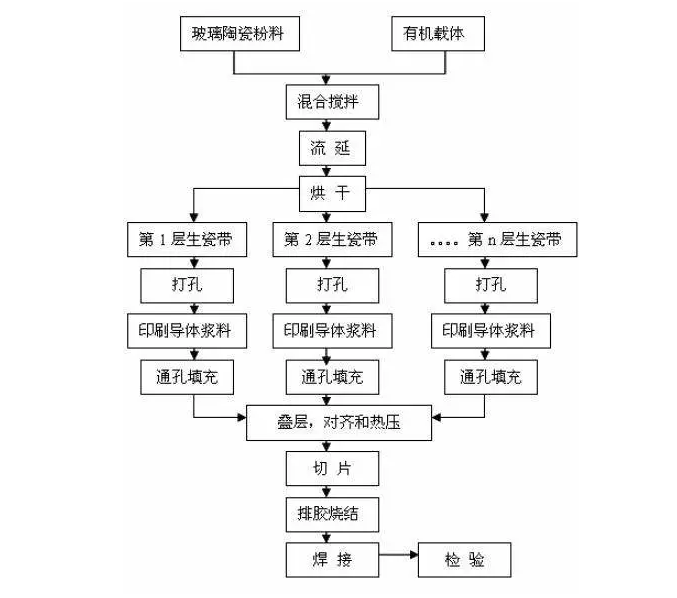
LTCC工藝流程大致步驟為:粉料制備—漿料配制—流延—切片—通孔成型—通孔填充—印刷—疊層—層壓—排膠—燒結—檢測。其詳細工藝流程圖如下:
微晶玻璃粉體制備
1、工藝
通常制備微晶玻璃的方法有高溫熔融法、燒結法和化學法等。
熔融法是最傳統的制備微晶玻璃的方法。將混合均勻的原料在高溫下熔成液態,澄清均化后成型,經退火后在一定的溫度下進行核化和晶化,以獲得晶粒細小均勻的微晶玻璃。用這種方法制備的LTCC粉體介電性能穩定,但燒結溫度偏高,制備成本相對較高。
燒結法是用傳統的陶瓷工藝來實現玻璃晶化過程的方法。將玻璃熔體水淬得到玻璃碎片,再將磨細后的玻璃粉末成型,熱處理使得玻璃析晶。和一般的工藝相比,燒結法的玻璃熔制溫度較低,熔化時間較短,其采用的陶瓷工藝成型方法,可用于干壓成型,也可用于注漿或流延成型,適于制備形狀復雜的制品,尺寸也能控制得較為精確,更具實用性。
溶膠-凝膠法是將原料分散在溶劑中,加入穩定劑等,再混合反應形成溶膠,將溶膠烘干制得干凝膠,然后預燒形成玻璃體,通過研磨制得可在較低溫度下燒結的玻璃陶瓷粉末。用此等化學法制得的LTCC粉體材料具有表面活性高,燒結溫度低,收縮率較大,均勻性高,可達納米級甚至分子級的優點,但其效率低,成本高。
2、主要設備
球磨機、燒結爐。
漿料制備、流延
1、漿料制備
在流延漿料的制備過程中,經常加入一些功能性的有機物添加劑,如分散劑、粘結劑、增塑劑、消泡劑和成膜助劑等,產生一些特殊的漿料性質或理想的干帶性質。有機添加劑是所有中間產品的添加物,是影響中間產品性能好壞的重要因素,但是,由于它們必須在最終燒結時完全排除,因此希望每一種添加劑的用量都能夠最小。將陶瓷粉料和有機添加劑以及溶劑一起經過球磨混合后,再經過過濾、真空攪拌除泡后即成為供流延的漿料。
2、流延
漿料通過脫泡、消泡等,再將漿料通過流延成型制成生瓷帶。對生瓷帶的要求是:致密、厚度均勻和具有一定的機械強度。
3、主要設備
流延機。主要由載體膜、流延口、漿料分注器、干燥區和生帶卷帶裝置組成。輸送帶把塑料膜承載的生帶從滾軸運送到流延頭,在流延口處,陶瓷漿料被分注到載體膜上,漿料分注機把漿料定量喂入流延口以便穩定持續地流延成生帶,通過干燥區將流延陶瓷漿料中的溶劑蒸發形成干生帶,干燥一般采用紅外加熱或者熱空氣。生帶收集裝置將干燥后的生帶卷帶收集,流延后的生帶厚度一般為10μm~1mm。
主要生產廠家有:中國電科二所、西安鑫乙電子、橫山Yokoyama、KEKOE、武漢坤元流延科技、東方泰陽科技、德龍科技、肇慶華鑫隆、韓國PNT等。
切片
1、工藝
將卷帶生瓷帶按照一定的尺寸進行裁切,裁切的尺寸要比所需要的尺寸略大,以便滿足后面的加工。
2、主要設備
切片機。國內早期的LTCC工藝線上,切片機不是必需的設備,切片主要由操作工手工完成,或者直接買來對應尺寸生瓷片。近幾年,切片機不斷成為各條生產線不可或缺的設備,主要原因為:產能的不斷擴大;全自動沖孔機要求生瓷片的一致性越來越高;配套流延設備的用戶越來越多。切片工藝需要注意的幾點:送料過程中除靜電;切片后的生瓷片邊緣碎屑的清理。
打孔
1、工藝
沖孔是LTCC生產線上最關鍵的工藝,對應設備沖孔機也是最重要的設備。目前有兩種沖孔方式,機械沖孔和激光沖孔。雖然機械沖孔相對激光沖孔速度慢,但由于機械沖孔后孔的形狀好并且更適應后道填孔印刷工序,所以機械沖孔是各用戶主要采用的沖孔方式。
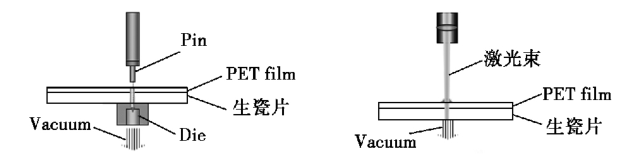
機械沖孔和激光沖孔
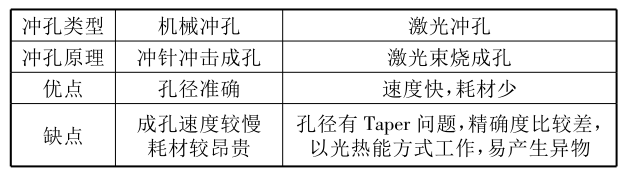
表:兩種沖孔方式對比
2、主要設備
打孔機。主要設備廠商有中國電科二所、日本UHT、HaikuTech、意大利Bacin、韓國PNT、KEKOE、美國PTC、上海住榮等。
激光設備。主要設備廠商有LPKF、Coherent(相干)激光、德中激光、中電45所、光道激光、首鐳激光、德龍激光、Rofin等。
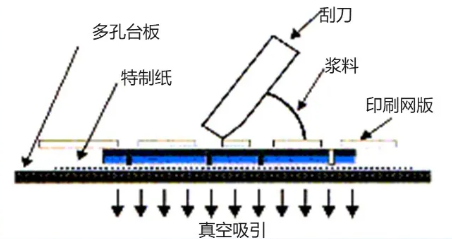
印刷
1、工藝
導帶印刷的方法有厚膜絲網印刷,計算機直接描繪法和厚膜網印后蝕刻法。印刷要求導體漿料與生帶有良好的附著力和兼容性,疊層時具有彈性和熱塑性,且粘結質不再發生不必要的扭曲變形。
絲網是印刷的基礎。選擇適當的絲網是一個不可缺少的環節。由于絲網印刷的適用范圍非常廣泛,所以與之有關的因素也就是多方面的。在選用絲網時,就要根據具體情況以及印刷要求,來選用不同的絲網,通常在選用絲網時可以從以下不同的角度去考慮:
1)根據承印物的種類選用絲網;
2)根據油墨性質選用絲網,不同油墨有不同的適應特性;
3)根據絲網材質和性能選用絲網,選用時要考慮絲網本身的材質和物理性能,根據不同的性能選擇相應的絲網;
4)根據印刷要標選用絲網,選用時要考慮印刷速度,印刷壓力,印版的耐印力,承印物吸收能力。
尼龍絲網是由化學合成纖維制作而成,屬于聚酰胺系。尼龍絲網具有很高的強度,耐磨性、耐化學藥品性、耐水性、彈性都比較好,由于絲徑均勻,表面光滑,故漿料的通過性也極好。其不足是尼龍絲網的拉伸性較大。這種絲網在繃網后的一段時間內,張力有所降低,使絲網印版松弛,精度下降。因此,不適宜印制尺寸精度要求很高的線路板等。
不銹鋼絲網是由不銹鋼材料制作而成。不銹鋼絲網的特點是耐磨性好、強度高,技伸性小;由于絲徑精細,漿料的通過性能穩定,尺寸精度穩定。其不足是彈性小,價格較貴,絲網伸張后,不能恢復原狀。不銹鋼絲網適于高精細的印刷。
2、主要設備
印刷機。主要設備廠商有中電二所、中電45所、KEKO、微格能、上海網誼、上海煊廷、Microtec、建宇網印、BACCNINI、newlong等。
通孔填充
金屬漿料通孔填充的方法有絲網印刷,掩模印刷和通孔注漿。其中,通孔注漿的效果最好,但由于需要專門的設備,成本高,比較難以應用;絲網印刷是最簡單的方法,但印刷質量較差;掩模印刷是目前最常用的方法,成品率較高。
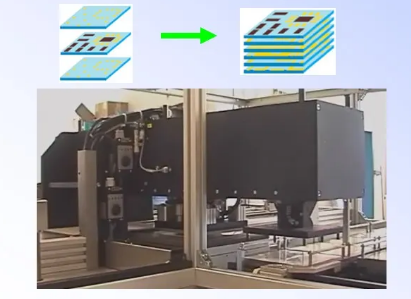
疊片
1、工藝
將已印刷電路圖形的生瓷片按預先設計的層數和次序,依次放入緊密疊片模具中,模具上設計有與生瓷片對位孔一致的對位柱,保證對位精度。
2、主要設備
疊片機。主要設備廠商有KEKOE、日本日機裝、北京東方泰陽、Micro-tec等。
等靜壓
1、工藝
為使疊層后的生瓷體在排膠燒結時不起泡分層,對生瓷體進行熱壓。采用等靜壓工藝,在一定的溫度和壓力下,使它們緊密粘接,形成一個完整的多層基板坯體。等靜壓可使層壓壓力均勻分布到生瓷體上,確保基板燒結收縮一致。
2、主要設備
等靜壓機。主要設備廠商有KEKO、日新、武漢坤元流延、上海思恩裝備等。
切割
1、工藝
將較大面積的生瓷基板,按照各元件、模塊的切割邊界進行切割分離,便于進行燒結。
2、主要設備
切割機。主要設備廠商有中電二所、Microtec、KEKO、日本UTH、日本三星MDI、太平洋科技、ACCRETECH、Dastech等。
排膠共燒
1、工藝
共燒的技術要點是控制燒結收縮率和基板的總體變化,控制兩種材料的燒結收縮性能以免產生微觀和宏觀的缺陷,以及實現導體材料的抗氧化作用和在燒結過程中去除粘結劑,即排膠,排膠燒結關系到瓷體中氣體多少、顆粒之間的結合程度以及基板的機械強度的高低。
200-500℃之間的區域被稱為有機排膠區(建議在此區域疊層保溫最少60min)。然后在5-15min將疊層共燒至峰值溫度(通常為850℃)。氣氛燒成金屬化的典型排膠和燒成曲線會用上2-10h。燒成的部件準備好后燒工藝,如在頂面上印刷導體和精密電阻器,然后在空氣中燒成。如果Cu用于金屬化,燒結必須在N2鏈式爐中進行。
2、主要設備
排膠燒結設備。主要設備廠商有合肥恒力、合肥費舍羅、合肥高歌、合肥真萍電子、喜而諾盛、泰絡電子、臺技工業設備、Nabertherm等;
釬焊
將表面清洗好的工件以搭接形式裝配在一起,把釬料放在接頭間隙附近或接頭間隙之間。加熱使釬料熔化,液態釬料與工件金屬相互擴散溶解,冷凝后即形成釬焊接頭。
檢驗測試
1、工藝
對燒結好的低溫共燒陶瓷多層基板進行檢測,以驗證多層布線的連接性,這些檢測包括外觀、尺寸、強度、電性能等方面。主要使用探針測試儀進行檢測,如有需要對電路進行激光調阻。
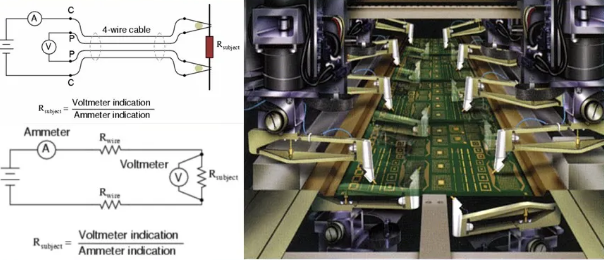
(飛針測試:進行電氣特性判定)
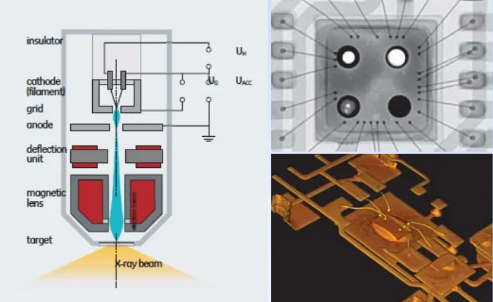
(X光檢測:檢測LTCC基板內部電層的不可見缺陷)
2、主要設備
外觀檢測設備。主要設備廠商有東莞西尼、臺達、賽昌隆、中圖儀器、易泛特、星河泰視特、三姆光電、康克思、長沙視浪、成都思壯等。
網絡分析儀。主要設備廠商有德科技、羅德與施瓦茨、極致匯儀、思儀、安立、廣州科欣、成都天大儀器、賽昌隆等。
結束語
無論在軍用還是民用方面,LTCC技術正在以飛快的速度應用在許多領域,在未來幾年中將需要大量的LTCC生產線來滿足日益增長的產量要求,LTCC工藝也將不斷改進以適應無源模塊高密度集成和小型化的需求,同時工藝的變化也在促進設備的日新月異。未來將會出現更先進的工藝、更先進的設備來滿足市場。
審核編輯 :李倩
-
封裝技術
+關注
關注
12文章
578瀏覽量
68534 -
LTCC
+關注
關注
28文章
129瀏覽量
49284 -
工藝流程
+關注
關注
7文章
112瀏覽量
16553
原文標題:無可替代的封裝技術LTCC——工藝及設備篇
文章出處:【微信號:中科聚智,微信公眾號:中科聚智】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
低溫共燒陶瓷(LTCC)封裝
LTCC封裝技術研究現狀與發展趨勢

基于LTCC技術的3-D超材料制造與設計
DFM提高LTCC設計效率的方法
基于LTCC工藝的微型寬帶混頻器應用概述
LTCC電子器件的模塊化
基于LTCC技術實現SIP的優勢和特點討論
LTCC技術有什么特點?
LTCC,什么是LTCC,ltcc技術
利用LTCC技術實現LTCC AiP設備的開發
LTCC基板關鍵工藝問題解決方案
LTCC通孔漿料的工藝研究

陶瓷基板五大工藝技術深度剖析:DPC、AMB、DBC、HTCC與LTCC的卓越表現





 工商網監
工商網監

評論