
 極小焊盤的金絲鍵合方案
極小焊盤的金絲鍵合方案
摘要:
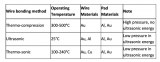
金絲鍵合質量的好壞受劈刀、鍵合參數、鍵合層鍍金質量和金絲質量等因素的制約。傳統熱壓鍵合、超聲鍵合、熱超聲鍵合或楔形鍵合和球形鍵合分別在不同情況下可以得到最佳鍵合效果。工藝人員針對不同焊盤尺寸所制定的鍵合方案也大大制約金絲鍵合的質量。對于一些極小尺寸焊盤的鍵合方案選擇,是得到高鍵合質量的關鍵因素,影響著微波產品的可調試性及長期可靠性。
現當今,有90%左右的電子器件均采用球形鍵合的連接方式,僅有10%的電子器件采用楔形鍵合的連接方式,很小一部分電路仍然采用最原始的熱壓鍵合方式。但是隨著毫米波組件的研制與開發,尤其是毫米波T/R組件,其技術結構復雜,在很小的裝配體積內含有的元器件與芯片種類繁多,集成密度非常大,對鍵合互連的要求也越來越高。在很多毫米波組件中,很多芯片具有非常小的鍵合區域,如40μm×50μm甚至更小尺寸的鍵合焊盤,這種情況下楔形鍵合比球形鍵合具有更明顯的應用優勢。在毫米波電路中,電路基板的板材也影響不同鍵合方式的鍵合質量。眾所周知,楔形鍵合在硬基板電路如陶瓷基板中的鍵合非常容易,鍵合參數也非常容易設定和固定。而在軟基板電路如RT5880基板電路中,楔形鍵合參數較難設定且較難固定,在該電路中使用熱壓鍵合則更加困難。本文從實際生產中遇到的問題出發,著重討論在軟基板電路中針對極小尺寸焊盤的微波/毫米波器件如何制定最佳鍵合方案。
1金絲鍵合過程中遇到的問題
在本單位某產品生產過程中,使用了CLA系列限幅二極管芯片,該系列芯片尺寸均為325μm×325μm,鍵合焊盤尺寸為25μm×25μm~50μm×50μm不等,此尺寸范圍的鍵合焊盤較一般的芯片(≥100μm×100μm)要小的多。在裝配過程中,工藝人員設計了使用熱超聲進行鍵合裝配,該系列芯片尤其是CLA4601在鍵合時金絲很難一次成功壓到焊點上,有時需要嘗試兩三次才能完成一個芯片的鍵合。在調試過程中發現,該芯片的鍵合金絲極其不穩定,測試得到的電路電性能指標較差,調試難度很高,以致經常重新鍵合或者更換芯片。經統計,最高時該芯片報廢率達到50%以上,大大影響裝配效率及裝配質量,且浪費嚴重,增加成本。
鑒于以上問題,工藝人員針對此類型極小尺寸焊盤的芯片做了一系列試驗以尋求最佳工藝。
2金絲鍵合焊盤尺寸概述
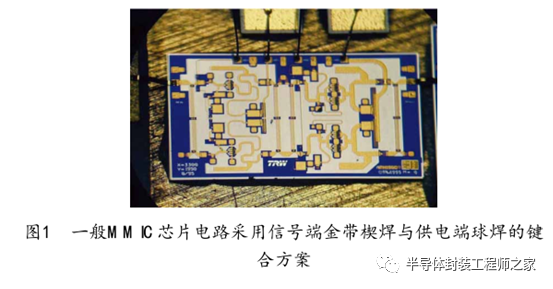
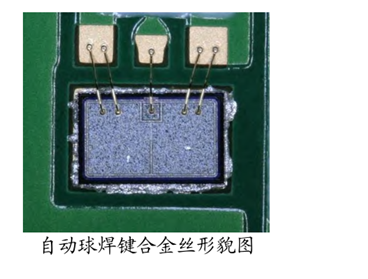
在一般的微波電路中,大部分MMIC芯片擁有足夠大的輸入輸出焊盤進行常規金絲鍵合。在實際中,這類電路一般鍵合方案為使用單根50 μm金帶對信號輸入輸出焊盤進行楔形鍵合,而供電端焊盤采用球形鍵合,如圖1所示。在金帶鍵合或球焊不易實現的情況下,可用2根25 μm的金絲代替金帶,供電端的球焊也可采用2根25 μm的金絲楔焊代替。
在大部分微波芯片中,為了與電路傳輸線更好地匹配,要使鍵合焊盤的匹配阻抗接近50Ω,這樣就要求焊盤的尺寸越小越好。雖然如此,這一類微波芯片信號焊盤尺寸足夠大進行金絲鍵合,如一些放大器芯片HMC347信號鍵合焊盤尺寸為100μm×98μm,HMC462信號鍵合焊盤尺寸190μm×92μm,其他微波芯片信號鍵合焊盤尺寸見表1。
這些芯片在電路應用中一般使用25μm的金絲或者50~75μm寬度的金帶進行楔形鍵合連接。根據GJB548B中對楔形焊接壓點的要求,25μm的金絲在鍵合后壓點寬度為金絲的1.2~3.0倍,則壓點寬度應為30~75μm之間,50~75μm金帶在鍵合后的壓點寬度一般為60~90μm,對于上述HMC347等100μm左右甚至更大一些尺寸的鍵合焊盤,每個焊盤上鍵合兩根25μm的金絲或一根50~75μm的金帶足夠,且有足夠的空間供鍵合劈刀進行操作。

但是對于FET或二極管類器件,由于使用要求及原理不同,如一些隧道檢波管和限幅二極管,其鍵合區域較一般微波器件來說要小很多。
CLA系列限幅二極管芯片,根據二極管類型器件的封裝尺寸與金屬化電極的比例關系,當封裝尺寸縮小到325μm×325μm時,其金屬化焊盤的尺寸基本上達到了25~70μm。CLA4606能耐受高功率信號,其焊盤尺寸為50μm×5μm,而CLA4601只應用于小信號限幅,其焊盤面積僅為CLA4606焊盤面積的四分之一,即25μm×25μm。
MBD系列隧道檢波管,由于小型化應用,該系列芯片尺寸僅為406μm×406μm,因此其PN結摻雜區域面積非常小,從而導致芯片的引出電極很小,所延伸出來的鍵合焊盤尺寸大小也非常小,僅有25μm×25μm。常用的芯片有MBD3057等。
上述舉例的幾種小尺寸焊盤芯片,像CLA4606,其焊盤尺寸50μm×50μm在實際鍵合過程中勉強可以使用25μm的金絲進行操作,而CLA4601或MBD3057僅有25μm×25μm左右的焊盤,在實際操作過程中根本無法使用25μm的金絲,且也不能使用帶超聲的鍵合方式,只能使用18μm的金絲進行鍵合連接。
3極小尺寸焊盤金絲鍵合試驗方案
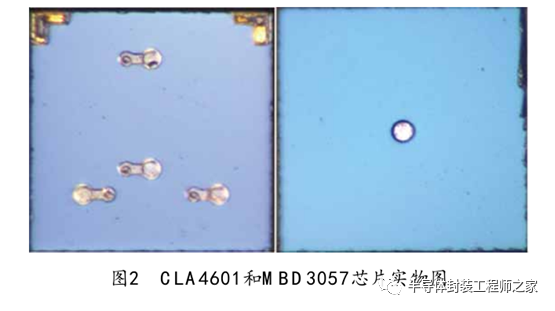
本文著重研究針對極小尺寸焊盤的芯片如何制定切實可行和可靠的鍵合方案。試驗中,采取CLA4601和MBD3057進行鍵合嘗試。CLA4601和MBD3057兩種芯片實物圖如圖2所示。
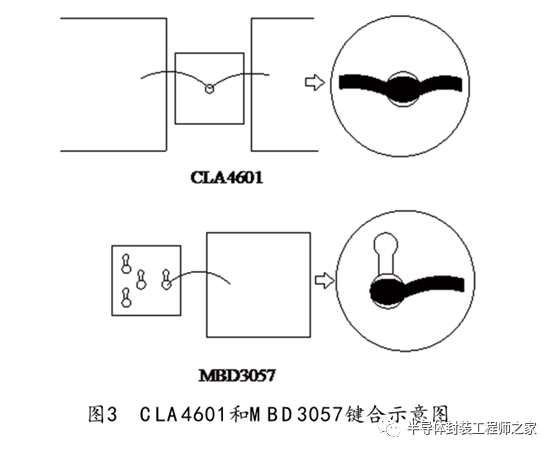
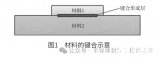
由于以上兩種芯片焊片尺寸均非常小,因此無法采用常用的25μm金絲,試驗中采用18μm金絲。首先采取單根18μm金絲進行鍵合試驗,鍵合示意圖如圖3所示。圖3中左側為芯片在電路中的鍵合連接,暫時使用單根18μm金絲進行鍵合試驗;右側為預計金絲在鍵合點壓接后變形情況,金絲在壓接后基本上覆蓋整個焊盤。
根據現有條件以及預鍵合測試后設定以下鍵合方案,見表2。CLA4601應用于RT5880軟基板電路中,在軟基板電路中使用熱壓鍵合較困難,因此CLA4601鍵合方案二中電路壓點仍采用熱超聲鍵合。方案一選用三點均為熱超聲鍵合作為試驗對照。
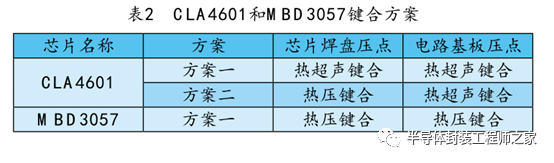
MBD3057芯片在電路中用于檢波,其旁邊要設置一個單層電容用來濾波,單層電容一般為陶瓷封裝,因此MBD3057鍵合金絲的另一端壓點相當于硬基板電路界面。MBD3057產品說明中推薦采用熱壓鍵合的方式,熱壓鍵合在硬基板電路中應用非常方便且可靠,因此MBD3057鍵合方案一選擇兩點都使用熱壓鍵合,不再選用熱超聲鍵合進行試驗。
4試驗結果及討論
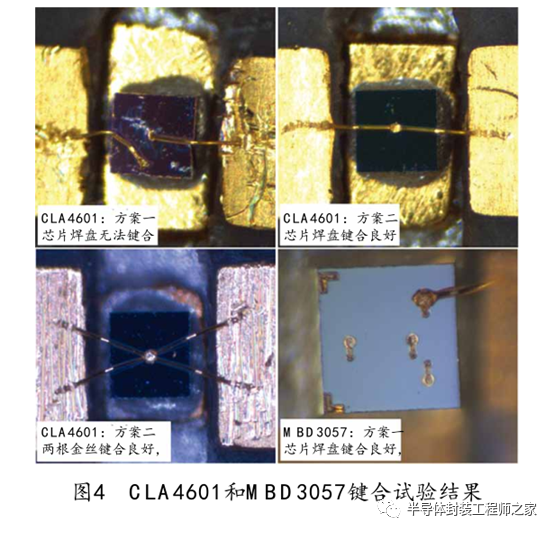
按照表2方案進行鍵合試驗,結果為CLA4601方案一失敗,方案二成功;MBD3057方案一成功。
熱超聲鍵合的原理是在加熱的條件下,通過劈刀傳導熱、壓力或超聲波能量,將金絲焊接到芯片焊盤和基板焊盤上,將芯片與基板電路連接在一起。在對CLA4601采用方案一進行試驗時,與生產裝配過程中遇到的問題相同,鍵合時金絲很難一次成功壓到焊點上,且該焊點極其脆弱,焊點鍍金層及焊盤在超聲振動下很容易脫離導致芯片報廢。就算該方案一次成功進行鍵合,調試過程中也出現大量返工和報廢。
CLA4601采用方案二進行試驗時,首先用熱壓鍵合方式將18μm金絲壓接在芯片焊點上,然后使用熱超聲鍵合將金絲另兩端分別鍵合至電路的軟基板表面,最后用手術刀切去多余金絲。該方案試驗成功率非常高,芯片焊點幾乎沒有鍍金層脫落或焊盤脫落的現象,而且其鍵合可靠性非常高,經破壞性鍵合拉力試驗測試,鍵合強度均大于0.05 N。方案二得到的測試電路電性能指標穩定可靠,易于調試,且芯片報廢率低于1%。
MBD3057按照設定方案使用熱壓鍵合進行試驗,方法步驟與CLA4601方案二類似,首先用熱壓鍵合方式將18μm金絲壓接在芯片焊點上,然后仍使用熱壓鍵合將金絲另一端鍵合至芯片旁的濾波陶瓷電容鍍金表面上,最后用手術刀切去多余金絲,該方案取得非常好的效果,鍵合可靠性高,破壞性鍵合拉力試驗鍵合強度測試結果也均大于0.05 N,芯片報廢率也低于1%。
CLA4601和MBD3057共三種試驗方案鍵合結果,如圖4所示。
經過電路設計人員和調試人員的多次配合測試,以上CLA4601方案二和MBD3057方案一在實際電路裝配過程中切實可行,解決了生產過程中遇到的問題。我們將以上兩種鍵合方案應用于生產產品上,目前為止CLA4601采用方案二使用超過1 200只,損壞13只,MBD3057采用方案一使用超過4 000只,損壞39只。以上使用過程中損壞不止包含由于裝配質量所產生的報廢,還包含調試過程中失誤造成的芯片報廢。由于返修工作的減少縮短了返修時間,以及縮短了鍵合時間,大大提高了該類芯片的裝配效率、成功率以及可靠性。
5結論
本文討論并解決了在微組裝裝配過程中金絲鍵合環節遇到的具體問題。設計了在軟基板電路及硬基板電路中具有極小鍵合焊盤芯片的鍵合方案。通過試驗結果得到,對于類似CLA4601和MBD3057具有25μm×25μm左右尺寸的極小鍵合焊盤的芯片時,工藝人員應綜合實際情況制定切實可靠的鍵合方案,以保證生產過程中盡可能提高裝配效率、降低芯片報廢率、提高工藝可執行性和提高芯片裝配可靠性,保證產品質量。本文中所述成功的鍵合方案經驗證后已經通過了上千次裝配生產驗證,可以廣泛應用于實際工藝設計中,對微波/毫米波組件的設計和生產有一定的參考意義。
審核編輯:湯梓紅
-
芯片
+關注
關注
459文章
51788瀏覽量
431615 -
元器件
+關注
關注
113文章
4776瀏覽量
93588 -
焊盤
+關注
關注
6文章
567瀏覽量
38536 -
鍵合
+關注
關注
0文章
72瀏覽量
8010 -
毫米波
+關注
關注
21文章
1951瀏覽量
65412
原文標題:【半導光電】極小焊盤的金絲鍵合
文章出處:【微信號:今日光電,微信公眾號:今日光電】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
金絲鍵合第二焊點補球工藝的可靠性分析



金絲鍵合工藝溫度研究:揭秘鍵合質量的奧秘!

推拉力測試儀:金絲球鍵合工藝優化的“神器”






 工商網監
工商網監

評論