") MES生產(chǎn)調(diào)度功能設(shè)計(jì)和實(shí)現(xiàn)(3)
MES生產(chǎn)調(diào)度功能設(shè)計(jì)和實(shí)現(xiàn)(3)
導(dǎo)讀
INTRODUCTION
排產(chǎn)永遠(yuǎn)是“魚和熊掌不可兼得”的原則,滿足一個(gè)目標(biāo)時(shí)會或多或少破壞其他目標(biāo)。因此,排產(chǎn)是一個(gè)不斷妥協(xié)不斷調(diào)整的動態(tài)過程。
E-WORKS排產(chǎn)建模
原則上計(jì)劃員可以自動或手動進(jìn)行作業(yè)排產(chǎn)。系統(tǒng)需要預(yù)先設(shè)定規(guī)則,根據(jù)工單的期望日期和可用的生產(chǎn)能力進(jìn)行自動排產(chǎn)。由于有先前設(shè)定的約束條件,當(dāng)手動排產(chǎn)出現(xiàn)計(jì)劃沖突時(shí),計(jì)劃員能即可得到提示。因此,系統(tǒng)的規(guī)則設(shè)定(排產(chǎn)建模)是排產(chǎn)的基礎(chǔ)。01 / 資源矩陣 一個(gè)產(chǎn)品可以在不同的設(shè)備上使用不同的工具進(jìn)行加工,因此在排產(chǎn)時(shí)需要限定可使用的生產(chǎn)組合(設(shè)備+工具),其次也要確定使用生產(chǎn)組合的優(yōu)先順序,例如可以優(yōu)先選擇生產(chǎn)節(jié)拍最快的生產(chǎn)組合。
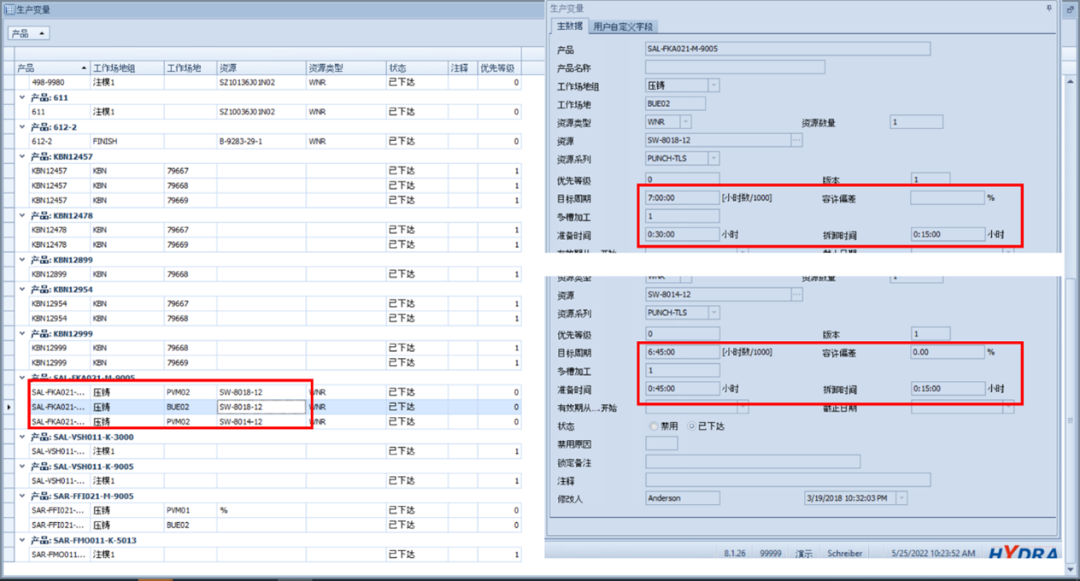
圖7:資源矩陣 以圖7為例,產(chǎn)品SAL-FKA021-M-905在壓鑄工序可以使用兩臺設(shè)備(PVM02, BUE02)和兩套模具(SW8018-12, SW8014-12)生產(chǎn)。因?yàn)槟>逽W8018-12可以在兩臺設(shè)備上通用,所以有三種生產(chǎn)組合。在手動排產(chǎn)時(shí),若將工單拖拉到其他設(shè)備上,系統(tǒng)會報(bào)警。同理,在自動排產(chǎn)時(shí),系統(tǒng)只會將工單分配到這兩臺設(shè)備之一。其次,不同的生產(chǎn)組合產(chǎn)生的工序時(shí)間也不一樣。例如BUE02與SW8018-12組合,其節(jié)拍為7小時(shí)/1000件,準(zhǔn)備時(shí)間30分鐘,拆卸時(shí)間15分鐘;若使用PVM02與SW8014-12,其節(jié)拍為6小時(shí)45分鐘/1000件,準(zhǔn)備時(shí)間增加到45分鐘。可以設(shè)定不同生產(chǎn)組合的優(yōu)先級,這樣在自動排產(chǎn)時(shí)可以選擇優(yōu)先級排在前面的生產(chǎn)組合。在圖7中所示的3種生產(chǎn)組合并未設(shè)優(yōu)先級,在自動排產(chǎn)時(shí)可以利用其他條件進(jìn)行排序,比如按加工時(shí)間最短的來選擇設(shè)備,系統(tǒng)就優(yōu)先安排設(shè)備PVM02。02/ 排產(chǎn)規(guī)則 排產(chǎn),簡言之就是“見縫插針”。待排產(chǎn)的工單就是一把針,設(shè)備上可用的時(shí)間段就是縫隙。MES做自動排產(chǎn)時(shí)使用事先定義的分配規(guī)則,首先考慮要安排哪個(gè)工單(優(yōu)先級),然后是安排在哪臺設(shè)備的哪個(gè)時(shí)間段(產(chǎn)能選擇)。
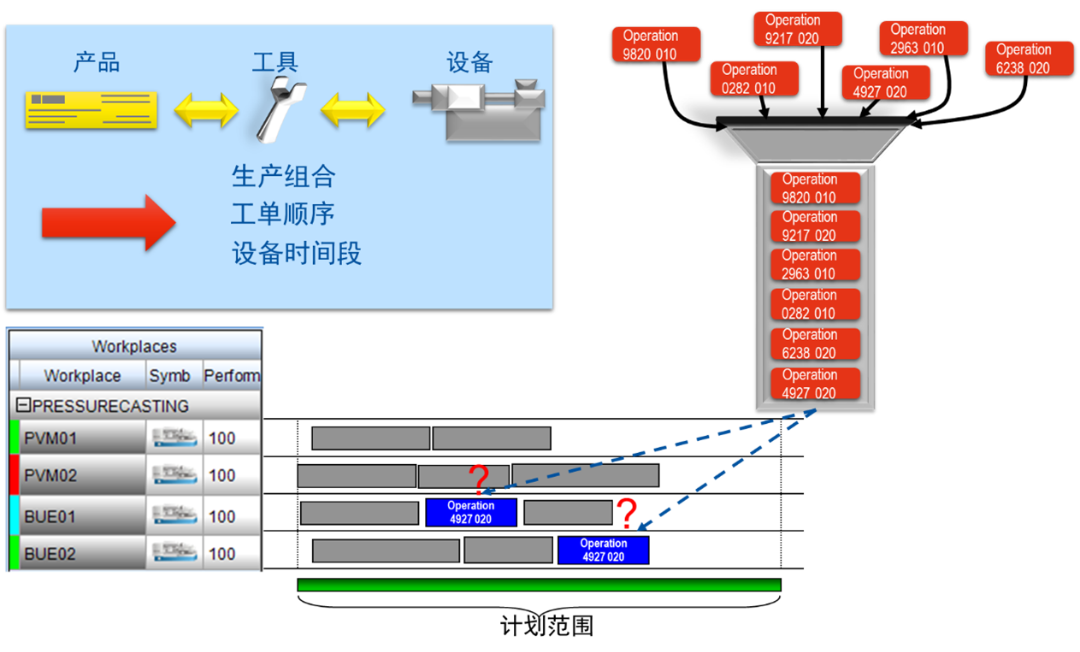
圖8:基本排產(chǎn)規(guī)則 如圖8所示,假設(shè)生產(chǎn)組合中規(guī)定了可以使用的設(shè)備是BUE01和BUE02,在自動排產(chǎn)時(shí)工單不會被分配到PVM01和PVM02上。假設(shè)此時(shí)待排產(chǎn)的工單有6個(gè),優(yōu)先級就是定義按什么順序把工單分配下去。圖8顯示第一個(gè)要排產(chǎn)的工單是4927020。優(yōu)先級是系統(tǒng)預(yù)定義的規(guī)則。比如按照截止期優(yōu)先,則會比較所有工單的最晚完成日期;也可以按照最短運(yùn)行時(shí)間,則會將條形最短的工單優(yōu)先安排。在設(shè)計(jì)優(yōu)先級規(guī)則時(shí),還可以進(jìn)行規(guī)則組合。如圖9左上所示在工單截止期相同時(shí)比較銷售訂單截止期,最后再比較客戶優(yōu)先級。

圖9:排序規(guī)則和設(shè)置矩陣 得到工單隊(duì)列后,排產(chǎn)下一步要考慮選擇哪臺設(shè)備的什么時(shí)間段,即如何選擇可用的產(chǎn)能?產(chǎn)能選擇可以考慮的條件如下:
哪臺設(shè)備上最早有空閑的時(shí)間段?
在計(jì)劃范圍內(nèi)哪臺設(shè)備有最多或最少的空閑時(shí)間段?
哪臺設(shè)備的加工時(shí)間最短(這里就要考慮生產(chǎn)組合)
按生產(chǎn)組合優(yōu)先級選擇設(shè)備
按最小換產(chǎn)時(shí)間選擇(這里需要考慮動態(tài)換產(chǎn)時(shí)間)
其中動態(tài)換產(chǎn)時(shí)間是指在一臺設(shè)備上因?yàn)楦鼡Q工單而需要更換產(chǎn)品、物料、工具甚至顏色而所需要的額外設(shè)置時(shí)間,如圖9右上所示。 圖9給出的例子描述了有5張工單,按照設(shè)定的排序規(guī)則,可以得到工單隊(duì)列為:OP2, OP1, OP5, OP3, OP4。 各個(gè)工單之間的換產(chǎn)時(shí)間結(jié)算結(jié)果如表1:
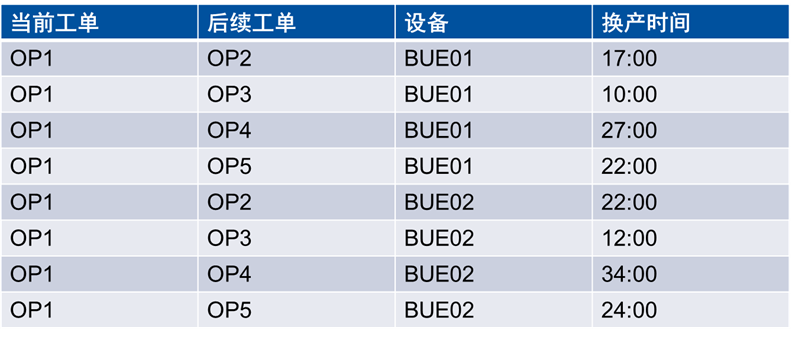
表1:動態(tài)換產(chǎn)時(shí)間計(jì)算示例 假設(shè)OP1被分配搭配BUE01設(shè)備上,若按換產(chǎn)時(shí)間最短原則,后續(xù)工單應(yīng)該安排OP3。如果OP1被分配在BUE02設(shè)備上,后續(xù)工單也是應(yīng)該安排OP3。但是之前的工序隊(duì)列中在OP1之后應(yīng)該安排OP5。此時(shí),沖突產(chǎn)生。 排產(chǎn)永遠(yuǎn)是“魚和熊掌不可兼得”的原則,滿足一個(gè)目標(biāo)時(shí)會或多或少破壞其他目標(biāo)。因此,排產(chǎn)是一個(gè)不斷妥協(xié)不斷調(diào)整的動態(tài)過程。這就需要計(jì)劃員根據(jù)工單的生產(chǎn)批量、生產(chǎn)模式等實(shí)際情況設(shè)置不同的計(jì)劃策略,用權(quán)重來平衡不同的目標(biāo),從中選擇一個(gè)能最大程度滿足生產(chǎn)優(yōu)化的方案。 此外,在上述例子中,僅僅是考慮兩個(gè)工單之間的相互順序,還未考慮這5個(gè)工單之間的優(yōu)化順序。僅依靠人工進(jìn)行排產(chǎn)獲得較優(yōu)結(jié)果變得非常困難,尤其是在多臺設(shè)備上對多個(gè)工單進(jìn)行排產(chǎn)時(shí)。這就需要計(jì)算機(jī)進(jìn)行計(jì)算,最新的技術(shù)是應(yīng)用人工智能進(jìn)行不斷優(yōu)化。在后續(xù)章節(jié)中再作介紹。
審核編輯 :李倩
-
建模
+關(guān)注
關(guān)注
1文章
309瀏覽量
60787 -
MES
+關(guān)注
關(guān)注
5文章
918瀏覽量
29819
原文標(biāo)題:MES生產(chǎn)調(diào)度功能設(shè)計(jì)和實(shí)現(xiàn)(3)
文章出處:【微信號:數(shù)字化企業(yè),微信公眾號:數(shù)字化企業(yè)】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
氯堿企業(yè)MES系統(tǒng)軟件
MES系統(tǒng)軟件的應(yīng)用范圍
MES系統(tǒng)軟件的生產(chǎn)過程控制
MES系統(tǒng)軟件對生產(chǎn)與管理的作用
MES系統(tǒng)軟件四大功能及3點(diǎn)錯(cuò)誤
mes系統(tǒng)是什么
網(wǎng)站前臺功能設(shè)計(jì)與實(shí)現(xiàn)
基于MES原理的煤礦安全生產(chǎn)調(diào)度管理系統(tǒng)
基于多Agent的MES任務(wù)調(diào)度的研究與設(shè)計(jì)
基于汽車裝配MES的功能設(shè)計(jì)

MES設(shè)備管理功能設(shè)計(jì)和實(shí)現(xiàn)(1)

萬界星空科技MES系統(tǒng)中的生產(chǎn)調(diào)度流程

MES系統(tǒng)定制 生產(chǎn)調(diào)度車間排班計(jì)劃、MES排程排產(chǎn)
MES系統(tǒng)如何實(shí)現(xiàn)生產(chǎn)車間的實(shí)時(shí)監(jiān)控、精準(zhǔn)調(diào)度






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論