") 鎂合金3D打印:金屬構(gòu)件輕量化發(fā)展的“未來之光”
鎂合金3D打印:金屬構(gòu)件輕量化發(fā)展的“未來之光”
航空航天、武器裝備等重要領(lǐng)域?qū)p量化材料的需求日益迫切,鎂合金作為質(zhì)量最輕的金屬結(jié)構(gòu)材料逐漸受到廣泛關(guān)注,鎂合金的增材制造也開始受到材料界越來越多的重視。
鎂合金作為最輕的金屬結(jié)構(gòu)材料,密度僅為 1.74 g/cm3,約為鋁合金的 2/3、鋅合金的 1/3、鋼鐵的1/4、鈦合金的 2/5,與多數(shù)工程塑料相當(dāng)。不僅如此,鎂合金還具有諸多優(yōu)異的特性,例如優(yōu)良的比強(qiáng)度與比剛度、優(yōu)異的阻尼性能、熱穩(wěn)定性和抗電磁輻射性能等,已經(jīng)被廣泛應(yīng)用于航空、航天、汽車、電子通訊等領(lǐng)域。
隨著工業(yè)界對(duì)產(chǎn)品綜合性能要求的進(jìn)一步提升,流道、拓?fù)涞雀虞p量化的零件設(shè)計(jì)理念開始嶄露頭角。然而目前鎂合金的成形方式依然主要采用傳統(tǒng)的鑄造、粉末冶金和塑性成形等,這些傳統(tǒng)的加工工藝難以對(duì)一體化構(gòu)件內(nèi)部進(jìn)行加工,無法在部件內(nèi)部構(gòu)建精細(xì)流道結(jié)構(gòu)或拓?fù)浣Y(jié)構(gòu),限制鎂合金發(fā)揮輕量化的優(yōu)勢(shì)與復(fù)雜結(jié)構(gòu)件成型的潛力。在此情況下,增材制造突破了傳統(tǒng)制造的限制,具有高精度、高設(shè)計(jì)自由度、高利用率與節(jié)能等特點(diǎn)。通過對(duì)工藝參數(shù)的設(shè)計(jì),可以調(diào)控合金微觀結(jié)構(gòu)和性能,最大化實(shí)現(xiàn)合金材料的形性協(xié)同設(shè)計(jì)能力,凈成形制備出傳統(tǒng)制造無法實(shí)現(xiàn)的復(fù)雜結(jié)構(gòu)產(chǎn)品,擴(kuò)大鎂合金在生物醫(yī)用、汽車、消費(fèi)電子等領(lǐng)域的應(yīng)用。
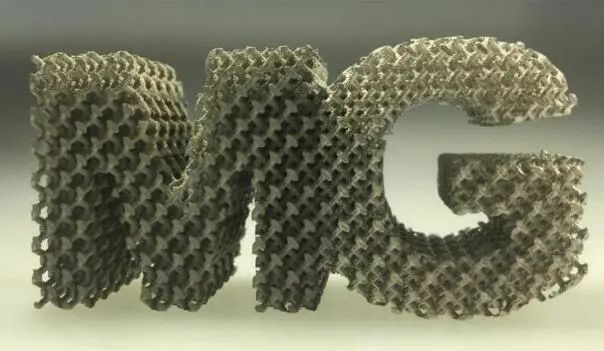
△激光粉末床熔融技術(shù)制備的“Mg”形狀的點(diǎn)陣結(jié)構(gòu)(由鎂合金WE43制成)
3D打印技術(shù)已廣泛用于制造不銹鋼、鈦合金、鋁合金等復(fù)雜樣件,并成功用于發(fā)動(dòng)機(jī)機(jī)匣,散熱管道,減重結(jié)構(gòu)件等。近年來,隨著對(duì)鎂合金在加工過程中易燃性的了解不斷增加,針對(duì)鎂合金的增材制造相關(guān)研究也逐步展開,以期突破傳統(tǒng)鎂合金制備工藝對(duì)鎂合金發(fā)揮輕量化優(yōu)勢(shì)的限制。目前研究人員已經(jīng)成功利用選區(qū)激光熔化技術(shù)(Selective Laser Melting,SLM)技術(shù)、電弧熔絲沉積技術(shù)(Wire Arc Additive Manufacturing,WAAM)技術(shù)、攪拌摩擦增材技術(shù)(Friction Stir Additive Manufacturing, FSAM)技術(shù)、激光熔化沉積技術(shù)(Laser Melting Deposition,LMD)技術(shù)制備了具有煌⒐圩櫓閱芨饕斕拿競(jìng)轄鸞峁辜踔粱?拓?fù)鋬?yōu)化設(shè)計(jì),生產(chǎn)制造出了一系列無法用傳統(tǒng)加工方式制造的鎂合金零件,大大拓展了鎂合金在輕量化復(fù)雜構(gòu)件上的應(yīng)用潛力。
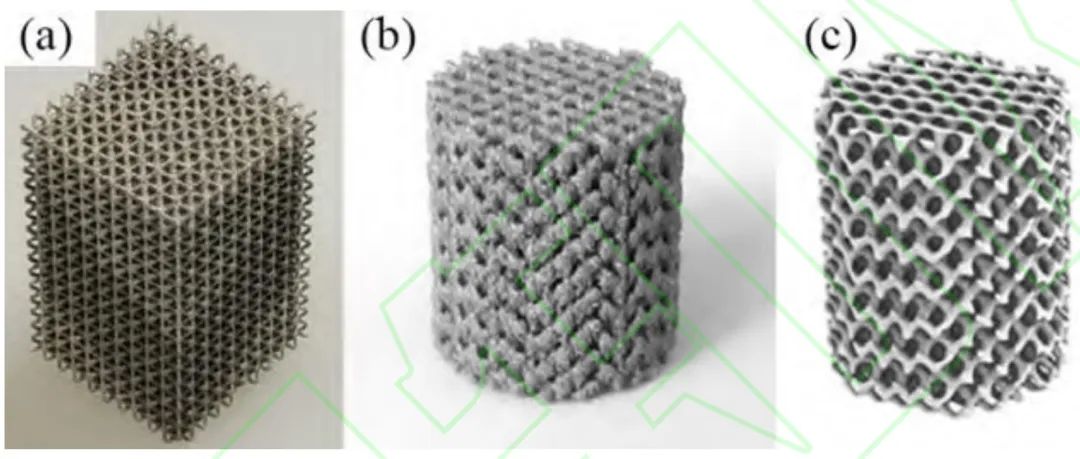
△增材制造制備的多孔鎂合金零件
常用鎂合金成分及其分類
純鎂由于其強(qiáng)度太低而很少被直接使用,在增材制造中常用鎂合金按牌號(hào)分為 AZ系列(AZ31, AZ61,AZ80,AZ91),ZK系列(ZK60,ZK61),WE系列(WE43,WE54,WE93)。根據(jù)標(biāo)準(zhǔn) GB/T5153-2016,不同牌號(hào)的鎂合金化學(xué)成分如表 2所示。AZ系列(Mg-Al-Zn)鎂合金是以 Mg-Al系鎂合金為基礎(chǔ)發(fā)展而來的,適量的 Zn元素添加可以提升試件的抗蠕變性能并減輕鎂合金中的 Fe、Ni等雜質(zhì)元素對(duì)腐蝕性能所造成的不利影響,具有均衡的力學(xué)性能和一定的耐腐蝕能力,是目前在增材制造研究中應(yīng)用最廣泛的鎂合金。ZK系列(Mg-Zn-Zr)鎂合金是在Mg-Zn系鎂合金的基礎(chǔ)上添加 Zr元素發(fā)展而來,研究表明鎂中添加 Zr元素后可以有效的細(xì)化晶粒,且有著較強(qiáng)的固溶強(qiáng)化作用,提升鎂合金的力學(xué)性能,是一種很有研究前景的生物醫(yī)用材料。WE(Mg-RE)系列鎂合金屬于稀土鎂合金,添加稀土元素的鎂合金在室溫下表現(xiàn)出良好的抗蠕變性能和拉伸性能。然而,稀土元素成本較高,目前對(duì)增材制造的研究主要集中在 AZ系鎂合金,對(duì)其他系合金尤其是稀土鎂合金的增材制造研究較少,開發(fā)低成本、高性能的稀土鎂合金對(duì)鎂合金增材制造的研究具有重要意義。
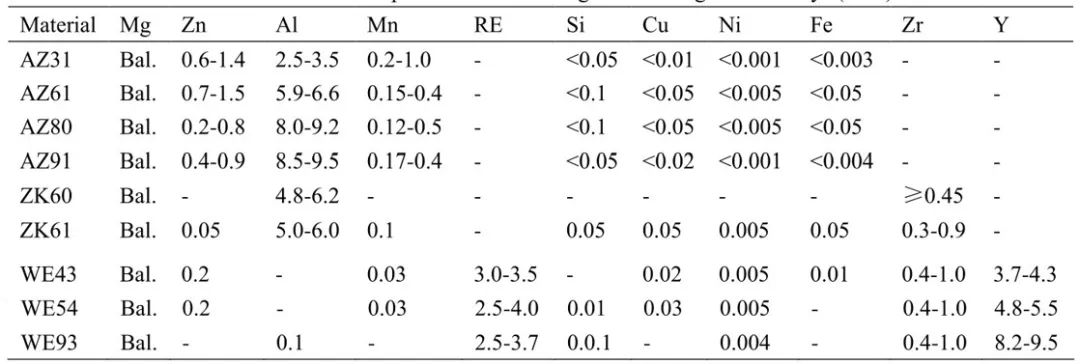
△不同牌號(hào)鎂合金化學(xué)成分(質(zhì)量分?jǐn)?shù),%)
主流鎂合金增材制造技術(shù)的特點(diǎn)
金屬材料的增材制造過程與熔融熱源特點(diǎn)息息相關(guān),基于先進(jìn)連接技術(shù)的進(jìn)步,金屬材料的增材制造得到了迅速的發(fā)展。目前,市面上主流的鎂合金增材制造技術(shù)按照熔融熱源可以分為SLM、WAAM、FSAM,它們各自的原理圖如下圖所示。
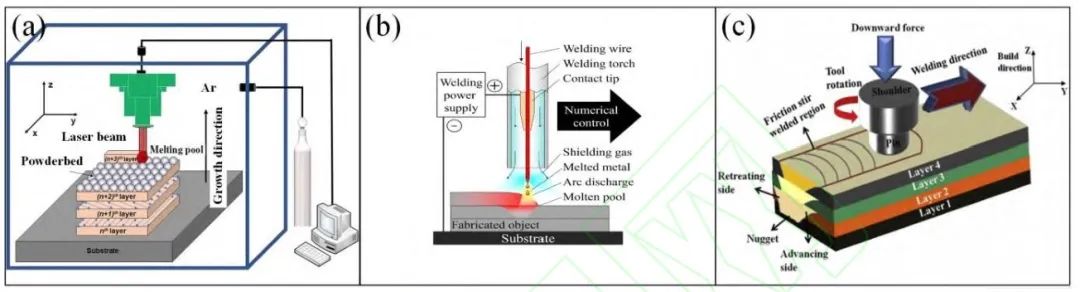
△鎂合金增材制造不同工藝示意圖
選區(qū)激光熔化技術(shù)
選區(qū)激光熔化技術(shù)(SLM)采用激光作為熱源對(duì)金屬粉末逐層掃描來獲得設(shè)計(jì)的金屬零件,適用于制造小體積,結(jié)構(gòu)復(fù)雜,對(duì)精度要求較高的零件。激光能量密度較高,斑點(diǎn)中心溫度遠(yuǎn)高于鎂合金沸點(diǎn),在成形過程中常發(fā)生鎂合金蒸發(fā)和元素?zé)龘p。另外,實(shí)驗(yàn)結(jié)果容易受各種條件(粉末形狀及尺寸、實(shí)驗(yàn)系統(tǒng)、環(huán)境)影響,工藝窗口狹窄,參數(shù)選擇不當(dāng)會(huì)導(dǎo)致成形表面質(zhì)量較差,出現(xiàn)球化和蒸發(fā)等缺陷。
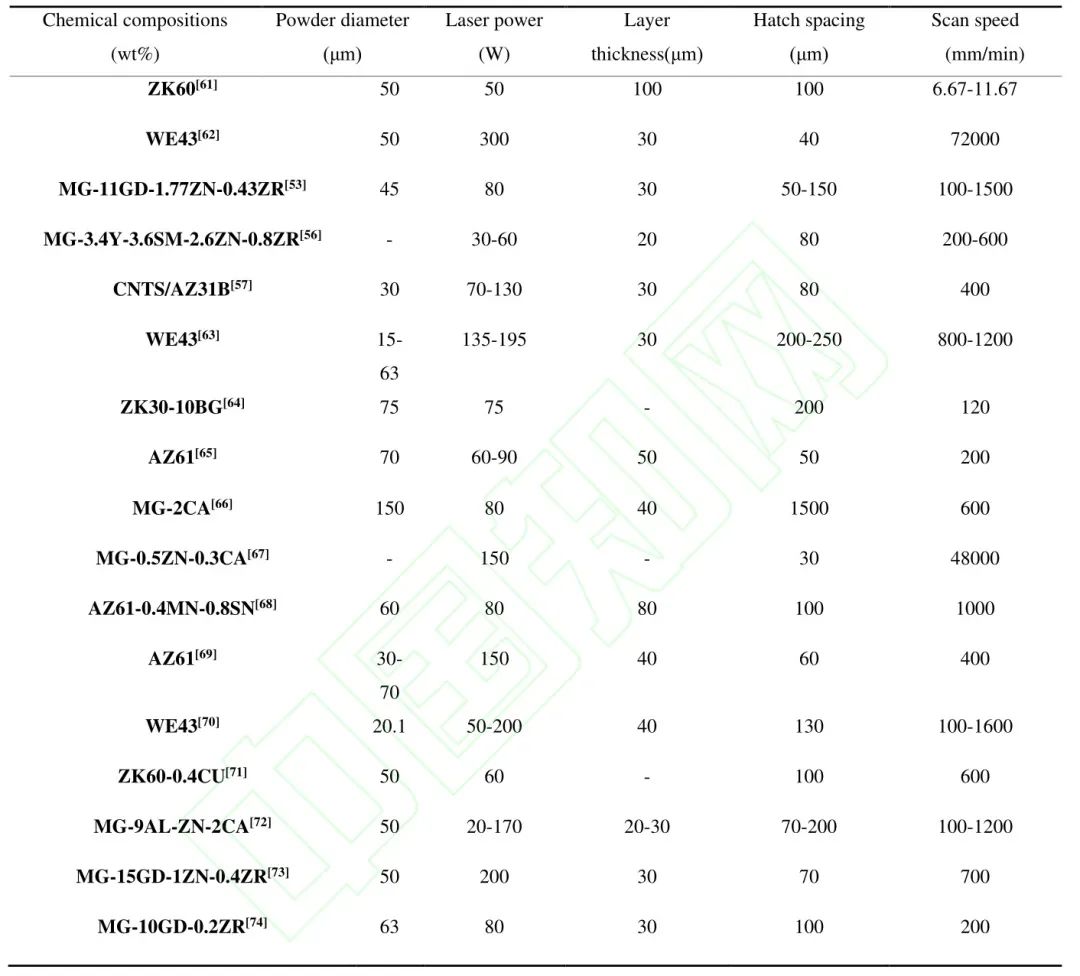
△部分SLM鎂合金與鎂基復(fù)合材料SLM增材制造加工參數(shù)
目前國(guó)內(nèi)外對(duì)鎂合金 SLM的研究仍處于發(fā)展的初步階段,幾乎所有的研究都是通過大量實(shí)驗(yàn)探索合適的工藝參數(shù),對(duì)比其微觀結(jié)構(gòu)、力學(xué)性能,相關(guān)研究尚未成熟。由于各實(shí)驗(yàn)中最優(yōu)工藝參數(shù)與實(shí)驗(yàn)系統(tǒng)、硬件設(shè)備等因素密切相關(guān),實(shí)驗(yàn)的可重復(fù)性較低,這使得各實(shí)驗(yàn)的最優(yōu)工藝參數(shù)的實(shí)用價(jià)值不明顯。現(xiàn)有的實(shí)驗(yàn)結(jié)果難以建立準(zhǔn)確的理論模型,加深建模和仿真方面的研究將有助于鎂合金 SLM的廣泛應(yīng)用。
電弧熔絲沉積技術(shù)
電弧熔絲沉積技術(shù)(WAAM)依靠焊接電弧熔化焊絲沉積成形,具有低成本,沉積效率高等優(yōu)點(diǎn),適合較大體積復(fù)雜結(jié)構(gòu)的增材制造。電弧熱源熱輸入較大,在WAAM成形過程中易出現(xiàn)熱裂紋和氣孔,并產(chǎn)生嚴(yán)重的熱積累效應(yīng),試樣下層經(jīng)受高溫?zé)岱e累和多次熱循環(huán)往往會(huì)發(fā)生晶粒粗化和晶粒取向改變,而熱應(yīng)力引起的材料變形則會(huì)導(dǎo)致成形精度下降。現(xiàn)階段研究主要集中在單道單層和單道多層堆焊成形和組織性能方面。
金屬絲是WAAM工藝的主要輸入材料,高性能的WAAM鎂合金工件對(duì)于絲材有一定的要求,如下表所示。
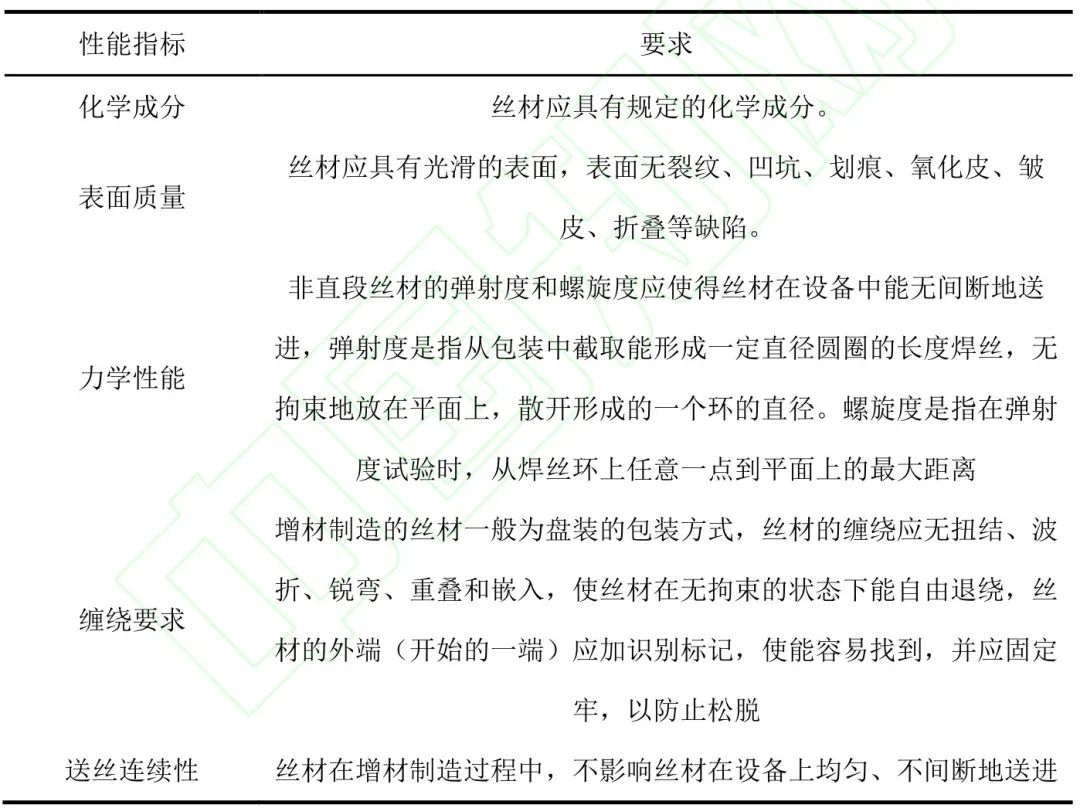
△WAAM鎂合金所用絲材要求
固態(tài)攪拌摩擦增材技術(shù)
固態(tài)攪拌摩擦增材制造(FSAM)是通過攪拌頭的旋轉(zhuǎn)和移動(dòng)與層疊的薄板產(chǎn)生摩擦熱來使材料發(fā)生塑性變形并熔合在一起,具有制造效率高、性能優(yōu)良等優(yōu)點(diǎn),適用于較大體積構(gòu)件的增材制造。在傳統(tǒng)鎂合金加工制造過程中常遇到粗晶、熱裂紋、氣孔、氧化和蒸發(fā)等諸多問題。與傳統(tǒng)制造技術(shù)相比,F(xiàn)SAM工藝的熱輸入更少、熱影響區(qū)更窄、并且基于攪拌摩擦動(dòng)態(tài)再結(jié)晶過程可以獲得超細(xì)晶粒,有效的減少了傳統(tǒng)制造技術(shù)中的缺陷,使 FSAM工藝成為最適合于進(jìn)行鎂合金增材制造的工藝之一。不過采用 FSAM工藝制造鎂合金目前還存在一定的問題,增材制造后試樣中的孔隙、帶狀組織和鉤狀缺陷無法得到良好的解決。三種鎂合金增材制造工藝在適用條件,制造效率,熱源能量輸入,以及增材后構(gòu)件的組織形貌等方面有明顯的區(qū)別,其工藝特點(diǎn)對(duì)比如下表所示。
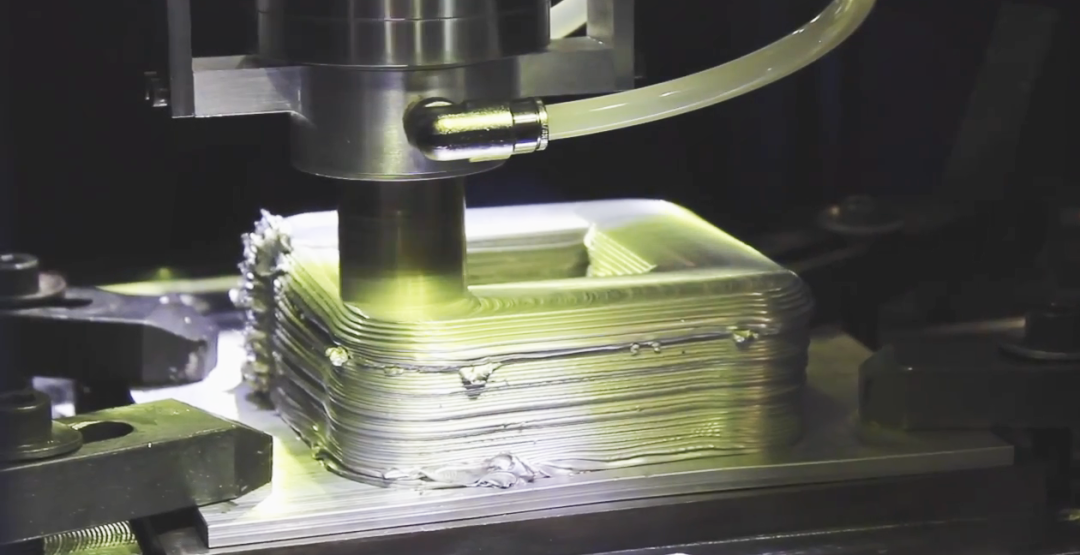
△獲得專利的MELD固態(tài)攪拌摩擦焊工藝。照片來自MELD制造
此外,增材制造工藝中的安全問題至關(guān)重要,在SLM工藝中,由于所用鎂粉材料熱積聚快,表面積大,彼此間不能充分散熱,在與氧接觸的情況下極易發(fā)生燃燒和爆炸,需要嚴(yán)格遵守鎂合金粉末在保存和使用過程中的規(guī)范性操作,安全隱患尤為突出;WAAM工藝中,由于采用鎂合金焊絲作為原材料,制造過程不易發(fā)生燃燒和爆炸,安全性高;FSAM工藝中,通常選用鎂合金板材、絲材或粉材作為原材料,但是作為固相增材制造工藝的一種,其制造過程溫度較低,只是將材料加熱至熱塑性狀態(tài)而非熔化狀態(tài),并且制造件尺寸大散熱好,因此制造過程較為安全。
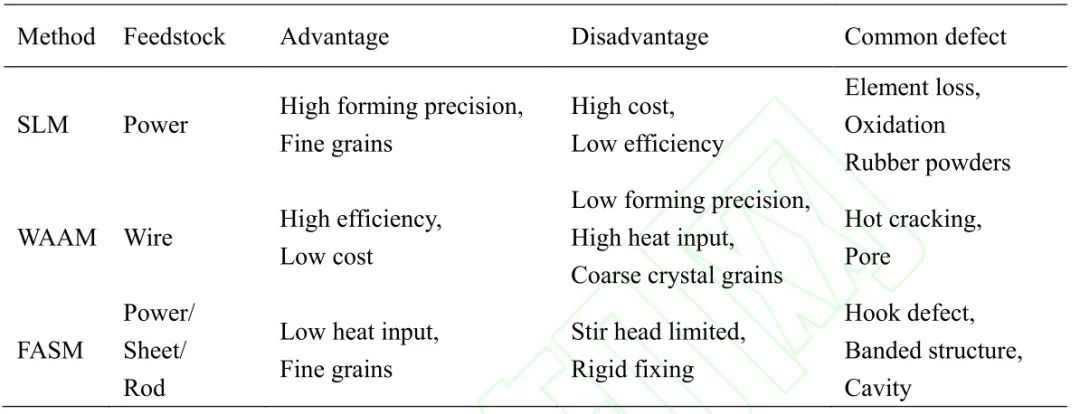
△鎂合金增材制造不同工藝特點(diǎn)對(duì)比
增材制造鎂合金的組織及性能
(一)鎂合金 SLM過程受到多種工藝參數(shù)和材料參數(shù)的影響,這些參數(shù)的變化會(huì)導(dǎo)致所制造構(gòu)件的化學(xué)成分、機(jī)械性能和幾何形狀發(fā)生明顯的變化。目前鎂合金 SLM研究工作主要集中于探究實(shí)驗(yàn)參數(shù)(粉末特征、激光功率密度、掃描速度、脈沖頻率等)對(duì)試樣成形的影響規(guī)律。因此,識(shí)別和關(guān)注重要參數(shù)是很重要的。研究表明激光功率和掃描速度是決定SLM制備鎂合金成形質(zhì)量的重要因素。采用低能量密度(如較小的激光功率和掃描速度)不能使鎂合金粉末完全熔化,形成粉末燒結(jié),造成高孔隙率和球化現(xiàn)象;隨著能量密度升高,試樣成形得到改善,但較高的能量密度則會(huì)使鎂合金燒損嚴(yán)重,劇烈蒸發(fā)。下表為采用 SLM工藝進(jìn)行鎂合金增材制造的成形對(duì)比。
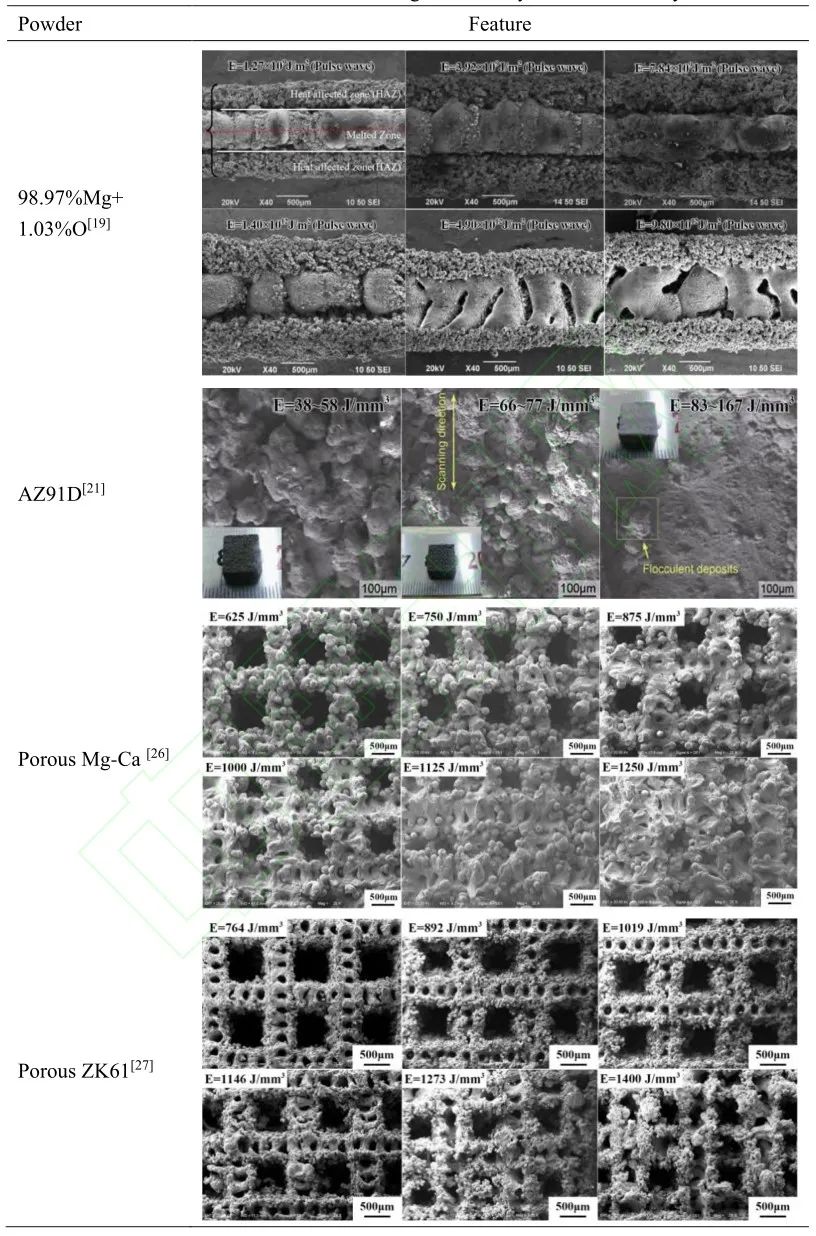
△不同材料鎂合金 SLM成形組織對(duì)比
隨著鎂合金的使用范圍與服役環(huán)境日漸擴(kuò)大,鎂合金的缺點(diǎn)也逐漸暴露出來,目前最制約鎂合金廣泛使用的原因之一是其耐蝕性較低,在潮濕環(huán)境下無法長(zhǎng)期服役。鎂合金耐腐蝕性較差的一個(gè)重要原因在于合金中的雜質(zhì)與基體極易形成微電偶腐蝕。當(dāng)合金中雜質(zhì)含量降低小于 0.05%時(shí),腐蝕速率將下降 90%。而 SLM工藝采用高純粉末成形,在原材料階段避免了雜質(zhì)的引入,因此對(duì)合金腐蝕性能的提升有助益。SLM過程中較高的冷卻速度,有利于合金組織細(xì)化,亦可以提高材料耐腐蝕性能。除此以外,熱處理(HIP等)或其他加工硬化的方式能夠進(jìn)一步提升SLM鎂合金的力學(xué)性能。下表總結(jié)了近年高強(qiáng) SLM鎂合金的力學(xué)性能。
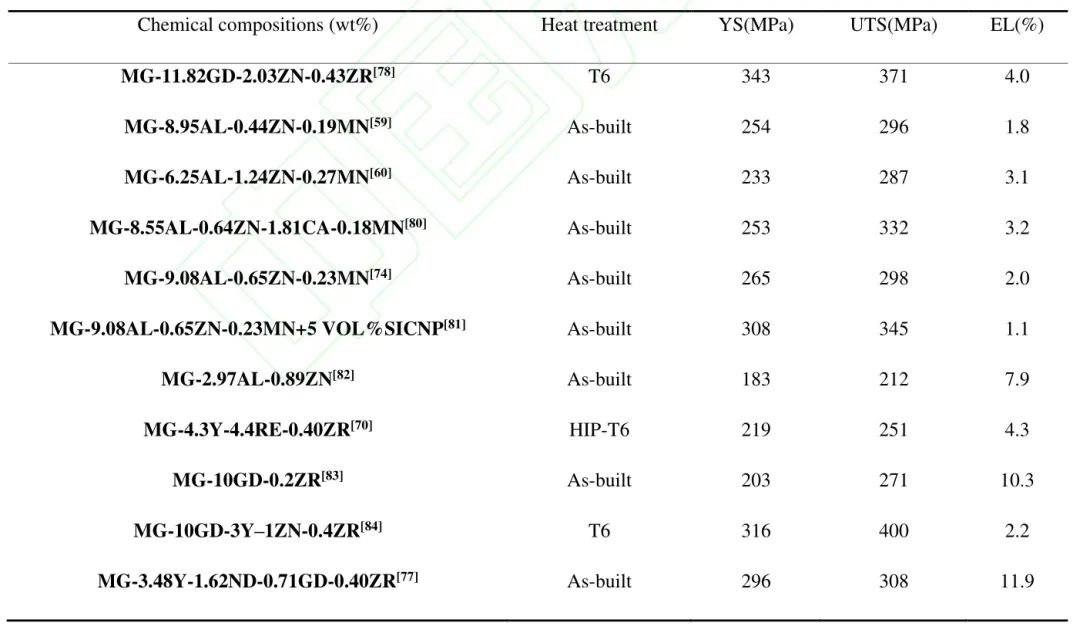
△部分高強(qiáng) SLM增材鎂合金室溫拉伸性能
不過在鎂合金SLM成形過程中,也容易產(chǎn)生氣孔,熱裂紋,未熔化孔隙等缺陷。氣孔形成主要是由于在高激光功率和低掃描速度下產(chǎn)生的小孔效應(yīng),形成較深的熔池,隨著熔池向前移動(dòng)和熔池凝固,蒸氣來不及析出,形成氣孔。可以使用較大的激光輸入能量,但不蒸發(fā)鎂合金,合理地降低熔融金屬的動(dòng)態(tài)粘度,保證熔融金屬的充分?jǐn)U散,減少粉體飛濺,從而改善層間的潤(rùn)濕性,減少構(gòu)件中的氣孔。鎂的沸點(diǎn)和熔點(diǎn)之間只有440℃,導(dǎo)致SLM過程中鎂合金的劇烈蒸發(fā),出現(xiàn)粉體飛濺,元素?zé)龘p等問題。鎂對(duì)氧的高親和力是鎂合金SLM的另一個(gè)主要問題,鎂合金的氧化可能會(huì)阻礙層間結(jié)合并導(dǎo)致球化。除了引入污染外,如果氧化層被激光束破壞,它會(huì)沿著鎂合金試樣的晶界積聚,導(dǎo)致微裂紋的產(chǎn)生。目前減少鎂合金SLM成形構(gòu)件中的缺陷最主要的方式是調(diào)整工藝參數(shù),其中激光功率和掃描速度是決定SLM制備的鎂合金成形質(zhì)量的重要因素,合適的工藝參數(shù)可以有效減少球化、元素?zé)龘p、氣孔等缺陷。
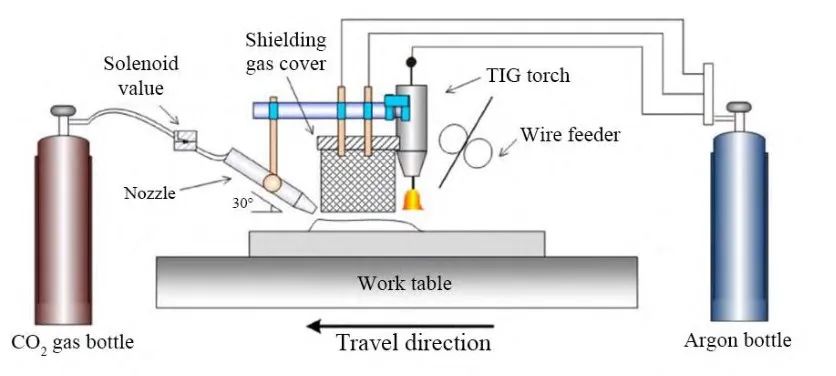
(二)目前關(guān)于鎂合金WAAM的研究大多采用非熔化極惰性氣體鎢極保護(hù)焊(Tungsten Inert Gas Welding, TIG)和熔化極惰性氣體保護(hù)焊(Melt Inert-gas Welding, MIG),電弧熱輸入較大,在增材制造過程中易產(chǎn)生熱積累,隨著沉積層數(shù)增加,上層鎂合金流動(dòng)性增加,試樣普遍呈現(xiàn)出“上寬下窄”的成形特點(diǎn),下表為鎂合金采用WAAM不同工藝成形對(duì)比。
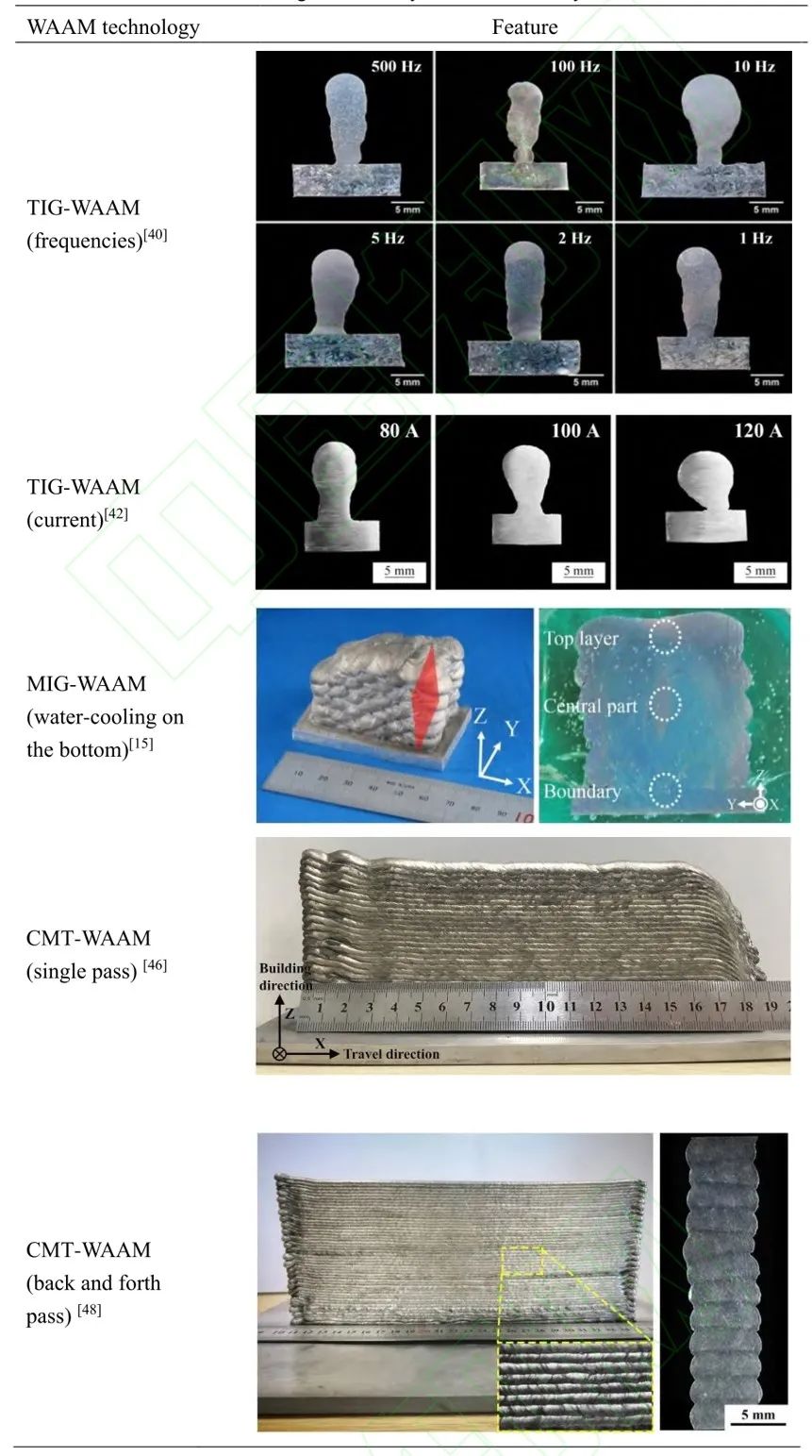
△鎂合金(AZ31)WAAM不同工藝成形組織對(duì)比
在鎂合金WAAM工藝中,氫在鎂合金中的溶解度隨溫度的降低而減小,由于鎂的低密度和 WAAM 過程的快速冷卻,氣體在凝固過程中無法快速向上移動(dòng)并從熔池中逸出而形成氣孔,類似現(xiàn)象在鋁合金WAAM 中也觀察到。通過做好對(duì)焊絲的保存、焊前母材清理以及調(diào)整焊接參數(shù)可對(duì)熔池中的氣體逸出和溶入進(jìn)行控制,比如適當(dāng)提高焊接電流和焊接速度,使熔池中氣體的逸出條件優(yōu)于溶入條件,可減少氣孔的產(chǎn)生。
(三)在 FSAM過程中,材料發(fā)生塑性流動(dòng),試樣成形很難得到控制,一般通過改變攪拌頭的轉(zhuǎn)速和焊接速度來控制熱輸入改善試樣宏觀成形。攪拌頭轉(zhuǎn)速越高,產(chǎn)生的熱量越大,導(dǎo)致冷卻過程中的熱應(yīng)力越大,而攪拌頭轉(zhuǎn)速越低,產(chǎn)生的摩擦熱不足以使材料發(fā)生流動(dòng)。焊接速度過高或過低都會(huì)造成的試樣中產(chǎn)生缺陷。因此,成形良好的鎂合金 FSAM試樣需要合適的攪拌頭轉(zhuǎn)速和焊接速度。
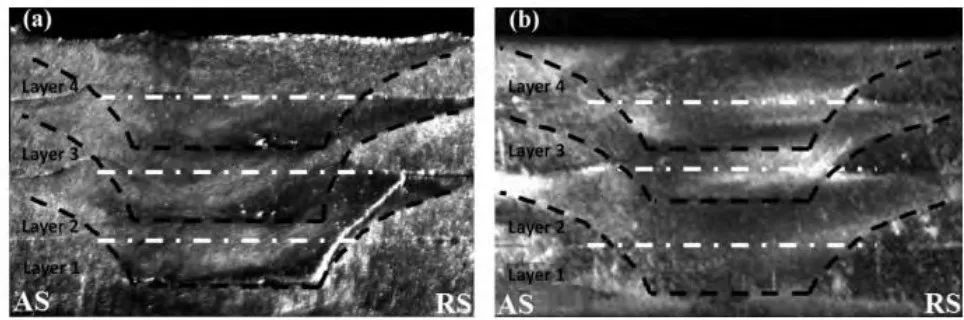
△WE43鎂合金 FSAW工藝成形組織
孔隙、帶狀組織和鉤狀缺陷等問題常出現(xiàn)于鎂合金FSAM成形構(gòu)件中。當(dāng)增材制造過程中熱輸入不夠時(shí),會(huì)造成熔敷金屬的塑性變形不充分,材料流動(dòng)性差,試樣內(nèi)部出現(xiàn)未完全閉合的現(xiàn)象,形成孔隙;當(dāng)熱輸入過大時(shí),會(huì)造成攪拌頭前進(jìn)側(cè)的材料膨脹溢出,回填不充分,形成孔隙;當(dāng)采用不帶螺紋的柱狀或者錐狀攪拌頭時(shí),也會(huì)造成材料塑性變形不充分,形成孔隙。鉤狀缺陷和帶狀組織往往在較高的熱輸入時(shí)產(chǎn)生,且鉤狀缺陷彎曲的方向跟攪拌頭周圍的材料移動(dòng)的方向相一致。下圖為在較高轉(zhuǎn)速下鎂合金FSAM試樣縱切面不同區(qū)域的成形缺陷。可通過合理控制焊接速度、攪拌頭旋轉(zhuǎn)速度來調(diào)整焊接熱輸入,或者選擇合適的攪拌頭幾何形狀等手段來避免缺陷的產(chǎn)生。
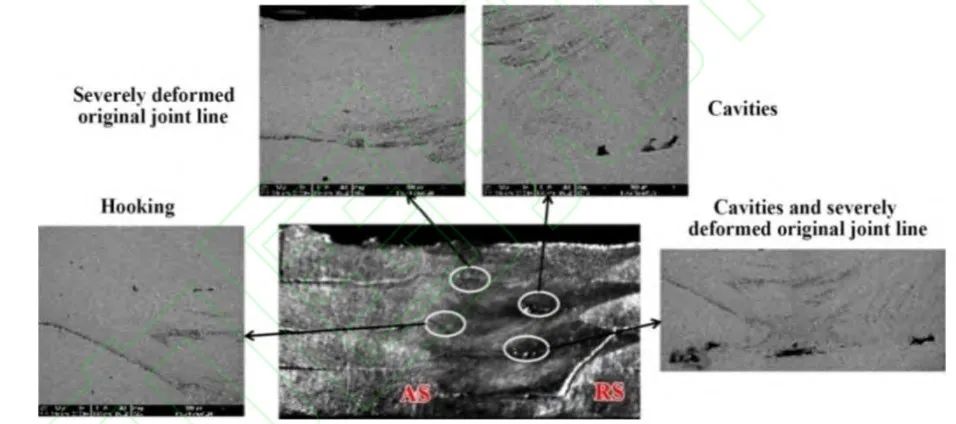
△鎂合金FSAM試樣中的缺陷(攪拌頭轉(zhuǎn)速為 1400 rpm、焊接速度為 102 mm/min)
如上所述,微觀組織直接影響著試樣的性能,不同制造工藝的微觀組織存在較大的差異,下表為鎂合金增材制造不同工藝成形試樣的微觀組織(晶粒尺寸、相組成)對(duì)比。由下表可以發(fā)現(xiàn),由于鎂合金種類比較多,其成分相差較大,在增材制造后相組成各有不同。此外,鎂合金SLM與 FSAW相較于 WAAM晶粒細(xì)小,這主要是得益于激光快速冷卻以及攪拌摩擦中的動(dòng)態(tài)再結(jié)晶,而 WAAM由于熱積累嚴(yán)重而導(dǎo)致晶粒粗大。
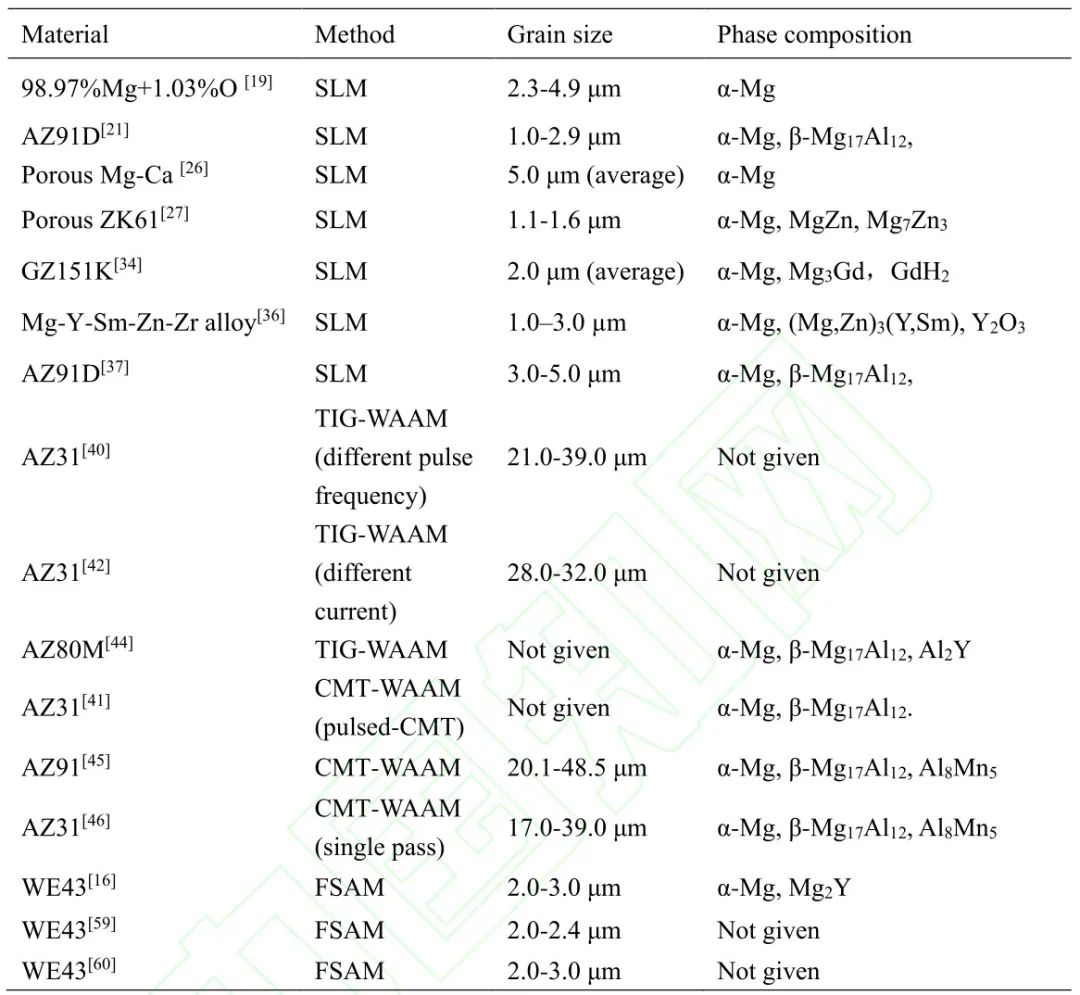
△鎂合金增材制造不同工藝成形試樣微觀組織對(duì)比
增材制造鎂合金面臨的問題與展望
近年來隨著國(guó)內(nèi)外學(xué)者們的努力,鎂合金在增材制造方面取得了一些成果,相較于傳統(tǒng)成形技術(shù),其優(yōu)勢(shì)表現(xiàn)的非常突出,前景十分廣闊。但是在研究過程中也暴露出了很多問題,這些問題制約著鎂合金增材制造工藝的進(jìn)一步應(yīng)用與發(fā)展:
(1)基礎(chǔ)研究理論匱乏,由于缺乏鎂合金打印過程中的相關(guān)熱源能量輸入的調(diào)控模型,尤其是對(duì)SLM成形過程中過熱熔體在高能量激光輸入下反沖壓形成的飛濺難以進(jìn)行模擬,以及對(duì)快冷過程中微觀組織演化的模擬研究與理論分析。對(duì)增材制造過程中殘余應(yīng)力以及加工缺陷的研究也多使用低成本且工藝更為成熟的鋼、鋁合金或鈦合金作為研究樣本,對(duì)鎂合金體系關(guān)注較少,導(dǎo)致現(xiàn)有研究難以在鎂合金增材制造的多功能集成優(yōu)化設(shè)計(jì)原理和方法上實(shí)現(xiàn)突破;
(2)受制于安全因素的影響,鎂合金增材制造經(jīng)驗(yàn)依然相對(duì)匱乏,樣件內(nèi)部經(jīng)常存在一定的缺陷,如熱裂紋、氣孔等,目前僅能在成型后通過熱等靜壓的方式部分消除缺陷。鎂合金是熱敏材料,增材制造過程中材料往往存在強(qiáng)烈的物理、化學(xué)變化以及復(fù)雜的物理冶金過程,同時(shí)伴隨著復(fù)雜的形變過程,以上過程影響因素眾多,涉及材料、結(jié)構(gòu)設(shè)計(jì)、工藝過程、后處理等諸多因素,這也使得合金增材制造過程的工藝—組織—性能關(guān)系往往難以準(zhǔn)確把握,導(dǎo)致增材制造鎂合金的性能無法充分發(fā)揮。此外,由于鎂合金活潑,增材過程中易飛濺,易開裂的性質(zhì),需要針對(duì)鎂合金開發(fā)專門的 SLM機(jī)器設(shè)備;
(3)目前尚無適用于增材制造的專用鎂合金原材料(絲材和粉材),現(xiàn)有產(chǎn)品多為現(xiàn)有的商用鑄造牌號(hào)鎂合金,無法充分利用增材制造工藝的高溫快冷特性,設(shè)計(jì)和開發(fā)適合增材制造加工的其他鎂合金成分體系尤為重要;
(4)對(duì)增材制造鎂基復(fù)合材料或鎂基成分梯度合金的關(guān)注度不足。由于增材制造工藝上的特殊性,可以通過不同的鋪粉倉(cāng)或送絲器生產(chǎn)加工出成分梯度的零件或復(fù)合材料,這一設(shè)想已經(jīng)在鎳合金、鈦合金、高熵合金、鐵-鋁合金均嘗試成功。增材制造鎂基復(fù)合材料與鎂基梯度材料的成功開發(fā)必將更大程度上發(fā)揮鎂合金的減重優(yōu)勢(shì),拓寬鎂合金的應(yīng)用場(chǎng)景。
隨著鎂合金增材制造技術(shù)逐漸成熟,其革新作用也正日益凸顯,增材制造技術(shù)能夠有效地輔助和加速提升我國(guó)在鎂合金制造與研發(fā)方面的水平,對(duì)于我國(guó)這樣一個(gè)鎂合金資源大國(guó)來說,這將是提升我國(guó)鎂科技的關(guān)鍵機(jī)遇,只有在技術(shù)上處于先進(jìn)水平,才能把我國(guó)的鎂資源優(yōu)勢(shì)發(fā)揮出來,在國(guó)際行業(yè)競(jìng)爭(zhēng)上占得先機(jī),加快向工業(yè)強(qiáng)國(guó)轉(zhuǎn)變。
審核編輯 :李倩
-
金屬結(jié)構(gòu)
+關(guān)注
關(guān)注
0文章
2瀏覽量
5623 -
3D打印
+關(guān)注
關(guān)注
26文章
3547瀏覽量
109028 -
增材制造
+關(guān)注
關(guān)注
0文章
253瀏覽量
12787
原文標(biāo)題:鎂合金3D打印:金屬構(gòu)件輕量化發(fā)展的“未來之光”
文章出處:【微信號(hào):AMTBBS,微信公眾號(hào):世界先進(jìn)制造技術(shù)論壇】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
國(guó)內(nèi)3D打印最高水平:首次應(yīng)用航天產(chǎn)品
未來的3D打印技術(shù),究竟是怎樣?
汽車材料丨汽車輕量化丨2018上海國(guó)際汽車輕質(zhì)技術(shù)展覽會(huì)
汽車輕量化丨2018上海國(guó)際汽車輕質(zhì)技術(shù)展覽會(huì)
碳纖維為何能實(shí)現(xiàn)汽車輕量化?
2018上海國(guó)際汽車輕質(zhì)技術(shù)展覽會(huì)(汽車輕量化)
汽車材料丨汽車輕量化丨2018上海國(guó)際汽車輕質(zhì)技術(shù)展覽會(huì)
2018上海國(guó)際汽車輕質(zhì)技術(shù)展覽會(huì)(汽車輕量化)
2018上海國(guó)際汽車輕質(zhì)技術(shù)展覽會(huì)(汽車輕量化)
汽車輕量化采用3D打印
我國(guó)3D打印材料產(chǎn)業(yè)未來發(fā)展分析






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論