") 一種通過(guò)軟光刻技術(shù)制造剛性微流控器件的詳細(xì)方案
一種通過(guò)軟光刻技術(shù)制造剛性微流控器件的詳細(xì)方案
軟光刻技術(shù)可通過(guò)在可變形彈性體(例如聚二甲基硅氧烷(PDMS))上使用光刻圖形化模具,實(shí)現(xiàn)具有精確特征的微流控器件快速成型(rapid prototyping)。在微流控應(yīng)用中,PDMS的柔軟性是一個(gè)劣勢(shì),目前已有多種更剛性的材料出現(xiàn)。與其它可替代的材料相比,由環(huán)氧樹(shù)脂和玻璃制成的微流控器件具有優(yōu)異的機(jī)械性能、特征分辨率和溶劑兼容性。
據(jù)麥姆斯咨詢報(bào)道,近期,美國(guó)波士頓馬薩諸塞州總醫(yī)院(Massachusetts General Hospital)的研究人員提出了一種通過(guò)軟光刻圖案化環(huán)氧樹(shù)脂和玻璃,制造剛性微流控器件的詳細(xì)分步方案。同時(shí),他們對(duì)該鍵合方案進(jìn)行了優(yōu)化,使剛性微流控器件能夠承受超500磅/平方英尺(psi)的壓力。研究人員通過(guò)該方法演示了使用剛性高縱橫比螺旋微通道進(jìn)行高通量細(xì)胞聚焦。
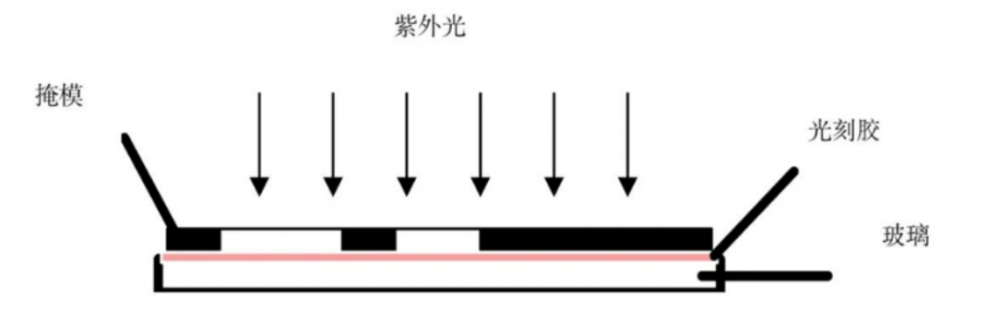
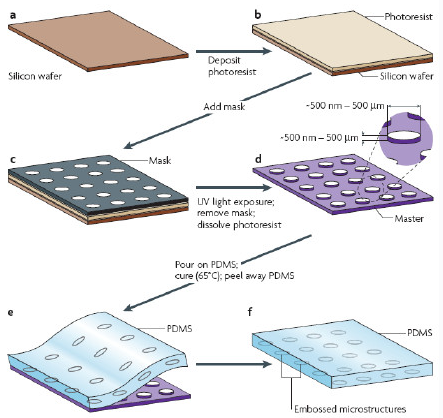
該方案主要包括三個(gè)步驟:(1)PDMS模具制備;(2)環(huán)氧樹(shù)脂澆注;(3)模具脫模、后處理和鍵合(見(jiàn)圖1和圖2)。在完成步驟(1)之后,模具可安全存放一邊,其余的步驟可隨時(shí)進(jìn)行。接下來(lái)澆注環(huán)氧樹(shù)脂(即步驟(2)),并在20~24小時(shí)后的第二天進(jìn)行脫模(即步驟(3)),脫模后立即進(jìn)行鍵合。在此過(guò)程中,假設(shè)研究人員熟悉使用剛性硅片模具的常規(guī)PDMS軟光刻技術(shù)。開(kāi)始操作之前,需要一個(gè)具有所需圖案化特征的主模具,例如硅片上的圖案化SU-8(一種負(fù)性厚光刻膠)薄膜。最終的剛性微流控器件中的流道應(yīng)是主模具上的凸起,就像傳統(tǒng)PDMS微流控器件一樣。
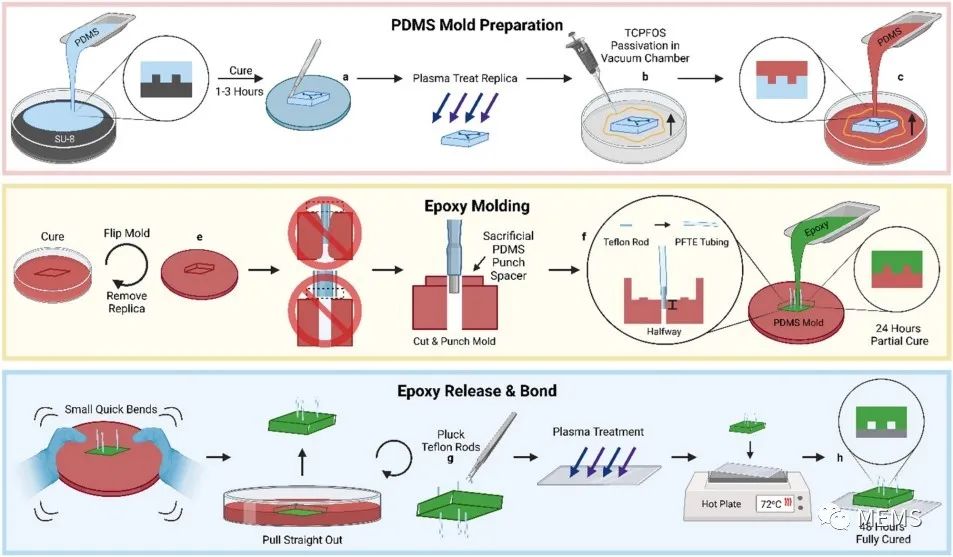
圖1 基于環(huán)氧樹(shù)脂的微流控器件制備工藝
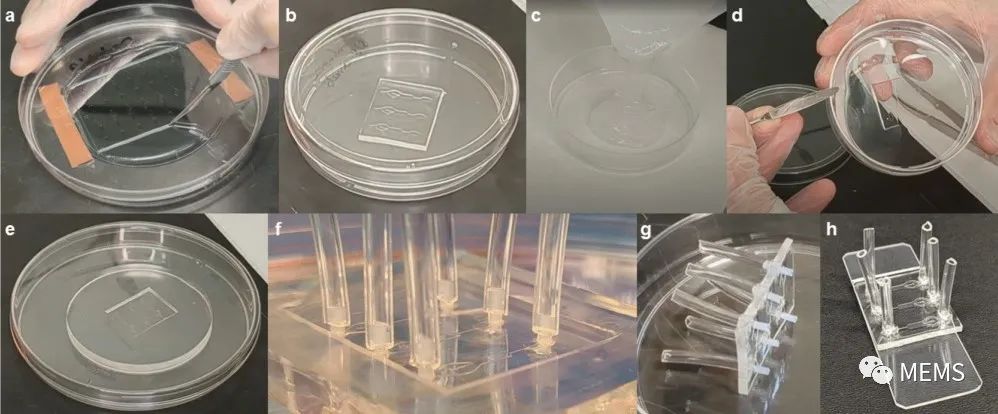
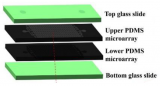
圖2 基于環(huán)氧樹(shù)脂的微流控器件制備工藝的示例照片
環(huán)氧樹(shù)脂制造的優(yōu)化
研究人員優(yōu)化了幾個(gè)工藝變量,目的是能夠可靠地制造耐高壓的微流控器件,主要優(yōu)化了脫模前的固化時(shí)間、等離子處理時(shí)間和鍵合后熱板的靜置時(shí)間。為了測(cè)試微流控器件的鍵合強(qiáng)度,他們制造了僅有單個(gè)端口(即無(wú)出口)的器件,并將其連接到帶有集成壓力傳感器、型號(hào)為100DX的高壓注射泵上。在數(shù)分鐘內(nèi),用去離子(DI)水對(duì)微流控器件逐步加壓,直至新增壓力失效,記錄失效前的峰值壓力。
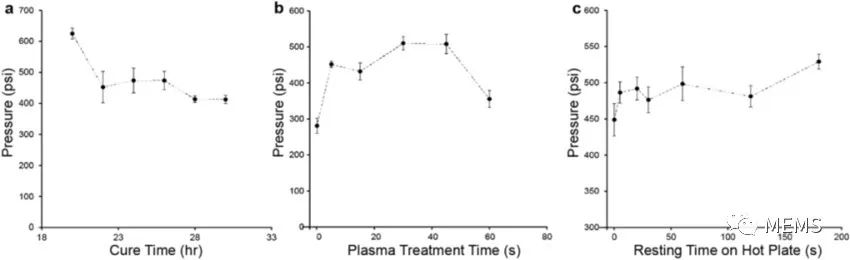
圖3 鍵合強(qiáng)度的優(yōu)化
首先,研究人員假設(shè),如果環(huán)氧樹(shù)脂具有更多可用的反應(yīng)性基團(tuán),則經(jīng)過(guò)短于24小時(shí)的固化時(shí)間可以提高鍵合強(qiáng)度。但固化時(shí)間短于20小時(shí)時(shí),環(huán)氧樹(shù)脂太軟太粘,無(wú)法從模具中移除。另一方面,研究人員觀察到,固化時(shí)間超過(guò)30小時(shí),環(huán)氧樹(shù)脂幾乎完全硬化,不能鍵合到載玻片上。在這段時(shí)間內(nèi),他們觀察到在較短固化時(shí)間下,鍵合壓力趨于增高,測(cè)試的最短固化時(shí)間為20小時(shí)時(shí),最大的鍵合壓力為670 psi(圖3a)。
最后,研究人員使用基于優(yōu)化了結(jié)果的工藝制作了兩個(gè)微流控芯片,預(yù)計(jì)該工藝能夠最大限度地提高鍵合強(qiáng)度(20小時(shí)固化時(shí)間,30秒等離子體處理及3分鐘熱板靜置時(shí)間)。這致使基于上述兩個(gè)芯片的器件能夠承受714.5 psi的平均壓力,比優(yōu)化期間的先驗(yàn)最佳狀態(tài)高出約12%。
在剛性高縱橫比螺旋微通道中進(jìn)行慣性彈性細(xì)胞聚焦
研究人員使用優(yōu)化后的制備工藝制作了具有更高縱橫比的螺旋微通道,并測(cè)試了其用于高通量慣性彈性細(xì)胞聚焦的性能。對(duì)于涉及大樣本量的慣性聚焦生物醫(yī)學(xué)應(yīng)用,細(xì)胞上的最大剪應(yīng)力必須保持在一定范圍內(nèi)以避免損傷。他們假設(shè)一個(gè)非常高的縱橫比微通道(即10:1或更高)會(huì)有數(shù)個(gè)優(yōu)點(diǎn)。然而,如果高縱橫比通道由可變形材料制成,它們也更容易在壓力下膨脹。
與PDMS微流控器件相比,環(huán)氧樹(shù)脂微流控器件能夠抵抗變形并承受更高的壓力。在開(kāi)發(fā)該工藝時(shí),研究人員基于先前的經(jīng)驗(yàn),將環(huán)氧樹(shù)脂確定為高性能材料,目的是使全球各地已使用PDMS和軟光刻的微流控相關(guān)實(shí)驗(yàn)室能夠更容易使用該工藝。
研究人員利用剛性環(huán)氧樹(shù)脂微流控器件研究了高縱橫比微通道中的細(xì)胞聚焦性能。與中等縱橫比的微通道(即4:1或更小)相比,高縱橫比的彎曲微通道具有在較高雷諾數(shù)下抑制Dean流二次渦流發(fā)生的優(yōu)勢(shì),這使得細(xì)胞可以在較高流速下高效聚焦。根據(jù)其他研究人員的測(cè)量,該溶液(1.5 MDa,0.5 mg/ml透明質(zhì)酸的磷酸鹽緩沖溶液(PBS))的流體力學(xué)性能可大致估計(jì)為約5 mPa·s的零剪切粘度和約10 ms的弛豫時(shí)間。特征通道寬度為100 μm時(shí),最高測(cè)試流速2.4 ml/min,對(duì)應(yīng)的雷諾數(shù)約為8,魏森貝格數(shù)約為40。觀測(cè)到的聚焦特性與其它研究具有相似彈性數(shù)的流動(dòng)結(jié)果一致。
該剛性微流控器件的制備工藝有幾個(gè)潛在的限制。其中一個(gè)潛在限制是,其對(duì)于柱或薄壁等高縱橫比特征來(lái)說(shuō)不理想,因?yàn)楫?dāng)環(huán)氧樹(shù)脂部分仍然處于柔軟狀態(tài)時(shí),模具就會(huì)被釋放。釋放和鍵合是具有更高縱橫比特征的微流控器件可能需要額外的優(yōu)化和實(shí)踐。然而,環(huán)氧樹(shù)脂為高通量微流控應(yīng)用提供了優(yōu)異的機(jī)械性能和表面光潔度。這個(gè)詳細(xì)的制備工藝將允許更多的實(shí)驗(yàn)室輕松地將剛性微流控器件集成到他們現(xiàn)有的基于PDMS的原型制作工藝流程中。
審核編輯:劉清
-
壓力傳感器
+關(guān)注
關(guān)注
35文章
2230瀏覽量
163445 -
光刻技術(shù)
+關(guān)注
關(guān)注
1文章
146瀏覽量
15838 -
PDMS薄膜
+關(guān)注
關(guān)注
0文章
20瀏覽量
2123 -
微流控器件
+關(guān)注
關(guān)注
0文章
40瀏覽量
3193
原文標(biāo)題:耐高壓的剛性微流控器件快速成型
文章出處:【微信號(hào):MEMSensor,微信公眾號(hào):MEMS】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
【「大話芯片制造」閱讀體驗(yàn)】+ 芯片制造過(guò)程和生產(chǎn)工藝
微流控技術(shù)的生物學(xué)應(yīng)用
掌握未來(lái)化工技術(shù)——微流控反應(yīng)器及其優(yōu)勢(shì)
功率放大器應(yīng)用領(lǐng)域:微流控芯片加工工藝有哪些
PDMS軟刻蝕技術(shù)的應(yīng)用
微流控芯片加工中的PDMS軟刻蝕技術(shù)和聚合物成型介紹
如何成功的烘烤微流控SU-8光刻膠?
如何成功的旋涂微流控SU-8光刻膠?
微流控光刻掩膜制作
一種基于微流控限域合成的多孔納噴霧電噴針制造

光刻掩膜設(shè)計(jì)與加工制造服務(wù),請(qǐng)問(wèn)可以加工二元光學(xué)器件嗎?
光刻膠和光刻機(jī)的區(qū)別
介紹一種用于絕對(duì)定量的微腔式數(shù)字PCR微流控芯片
淺談微流控芯片技術(shù)






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論