") KUKA機(jī)器人電伺服焊鉗力的建立過(guò)程V2.28
KUKA機(jī)器人電伺服焊鉗力的建立過(guò)程V2.28
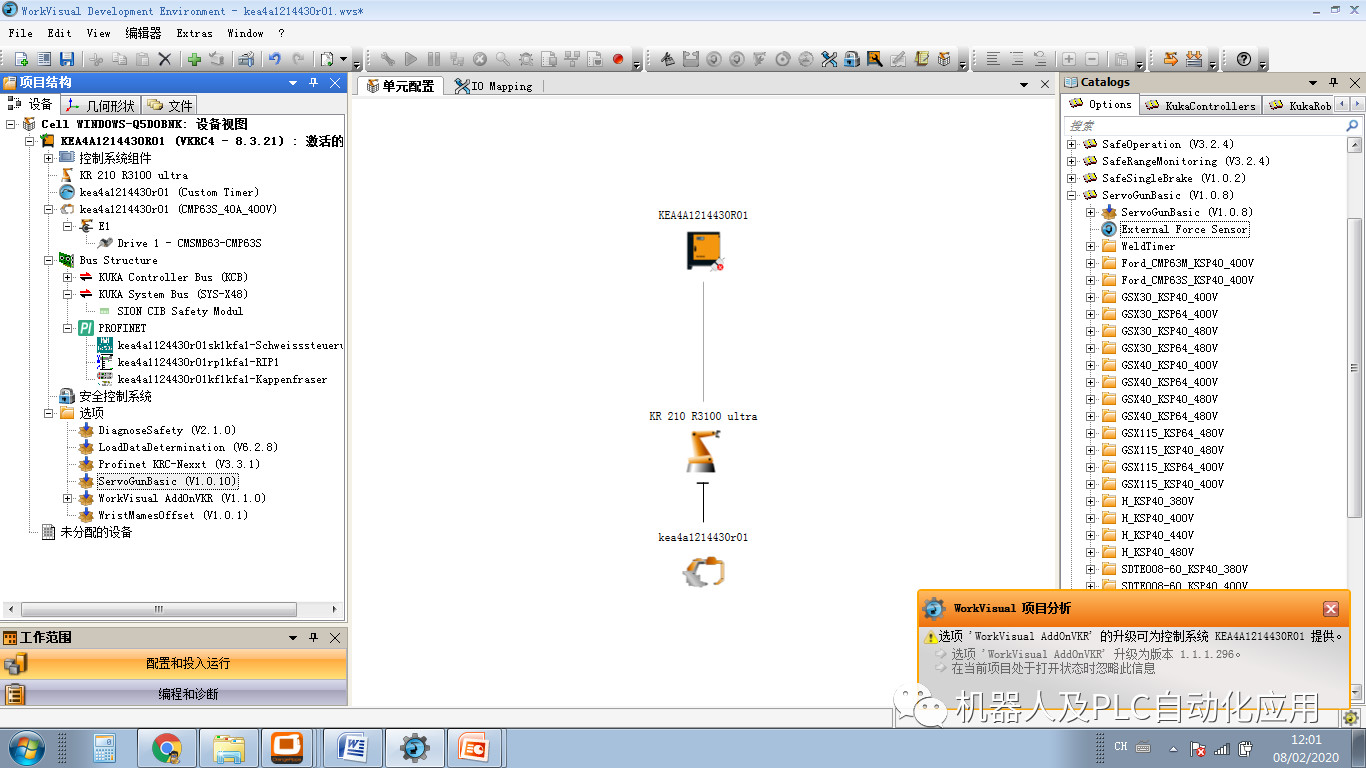
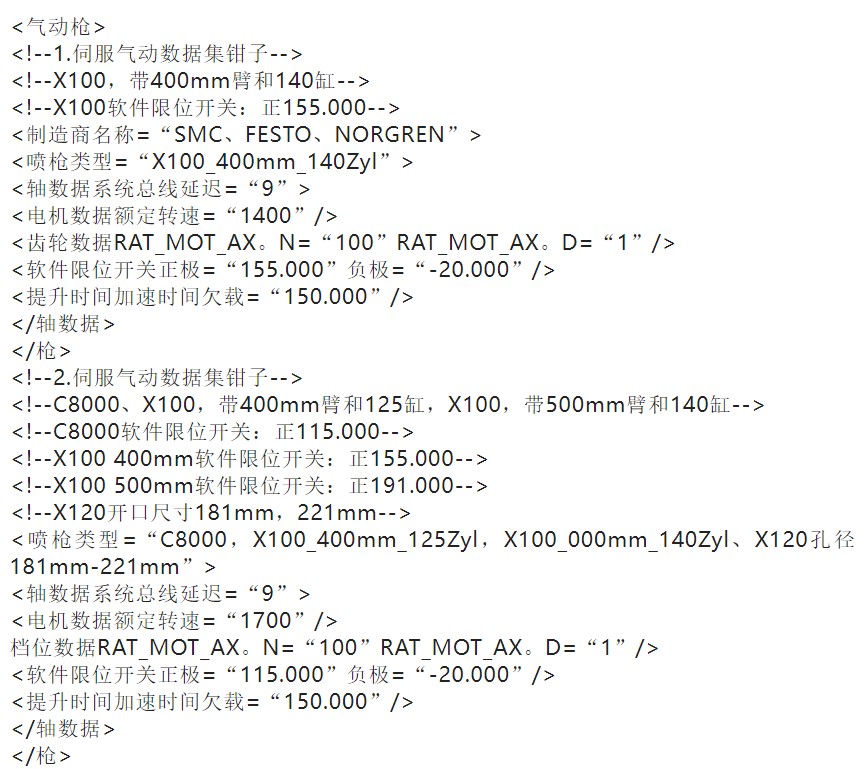
KUKA機(jī)器人組態(tài)電伺服焊鉗,使用軟件插件 "SERVOGUN.BASIC"
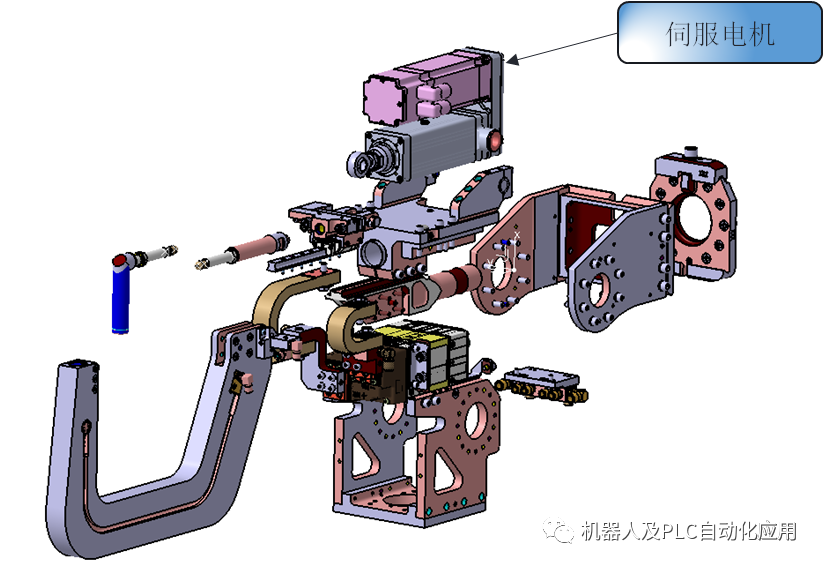
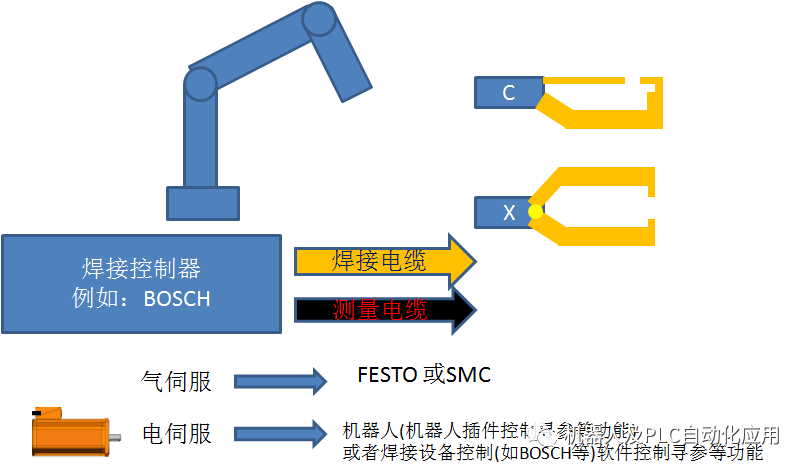
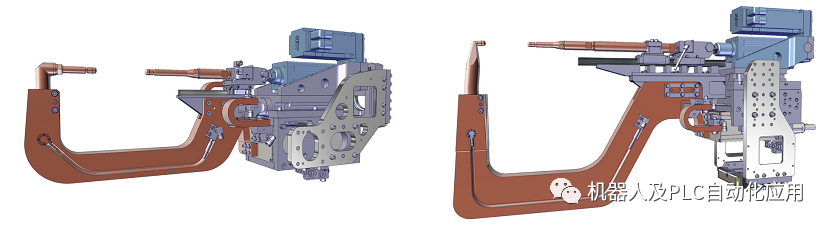
電機(jī)驅(qū)動(dòng)簡(jiǎn)圖:
X型焊鉗
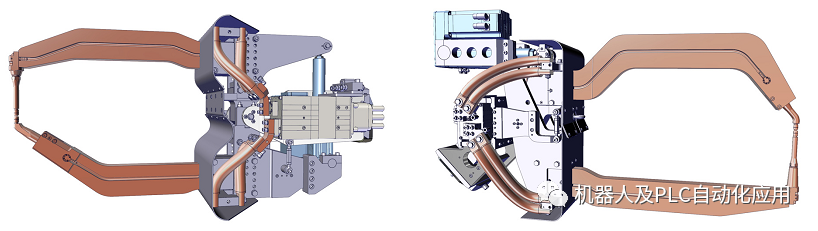
C型焊鉗
KUKA機(jī)器人常用控制變量:

焊接點(diǎn):
PTP VB=100% VE=0% ACC=100% RobWzg=1 Base=1 SPSTrig=5[1/100s]P 軌跡點(diǎn)
…..
2: SERVOZANGE 1 Schweissen Programmnummer= 99 Punktnummer=5154 FahrzeugTyp= 60 Offset= 1[1/10mm] TeachIn= Auto Ausgleich= MITTELBedingung=EIN
……
VW_SGB_CONFIG_SPOT_CHECK(1,#EQUALIZING)--檢驗(yàn)平衡類(lèi)型是否正確
VW_SGB_SPOT_ADV(TRUE,#SG_PTP,P10,1,99,5154,60,1,TRUE,0,ServoGun[1].CompType,#MEDIUM,0,0,0)提前進(jìn)行焊接控制器通訊檢測(cè)
PTPP10執(zhí)行軌跡點(diǎn)
$ADVANCE=3
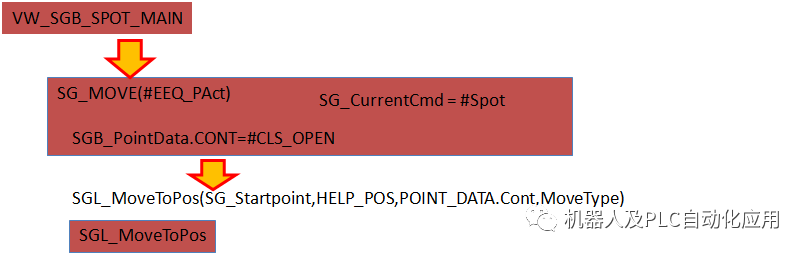
VW_SGB_SPOT_MAIN(TRUE,#SG_PTP,P10,1,99,5154,60,1,TRUE,0,ServoGun[1].CompType,#MEDIUM,0,0,0)執(zhí)行夾緊焊接功能
TRIGGER WHEN DISTANCE=1 DELAY=-50 DOSPS_TRIG(12) PRIO=-1 執(zhí)行SPS程序
PTP P10執(zhí)行軌跡點(diǎn)
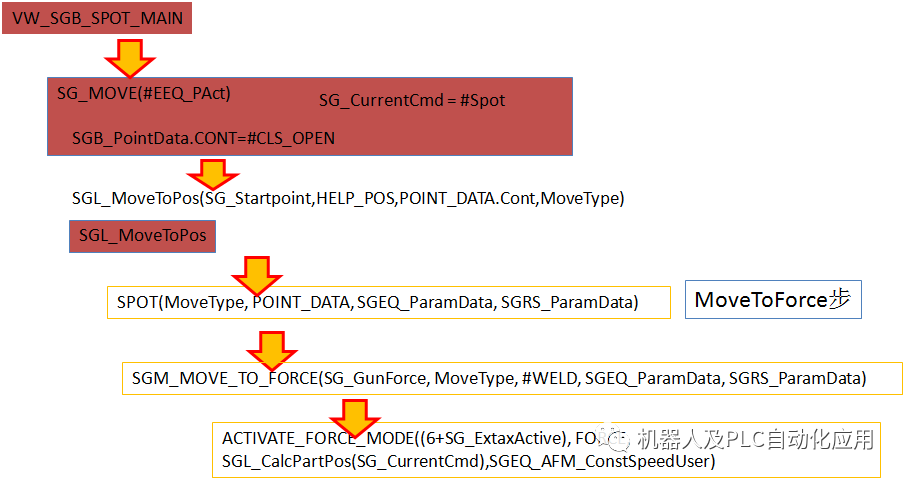
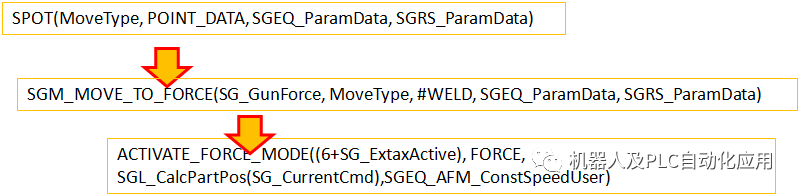
KUKA機(jī)器人控制力函數(shù):
ACTIVATE_FORCE_MODE((6+SG_ExtaxActive), FORCE, SGL_CalcPartPos(SG_CurrentCmd),SGEQ_AFM_ConstSpeedUser)
力的建立確定過(guò)程:
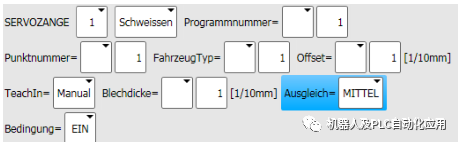
TeachIn= Auto:示教
? Auto:自動(dòng):使用通過(guò)示教過(guò)程確定的工件厚度。
? Manual:手動(dòng):必須以內(nèi)聯(lián)形式指定工件厚度
Ausgleich= MITTEL 平衡控制
OFF:無(wú)平衡控制
SCHWACH弱:對(duì)于即使很小的力(手力)也能彎曲超過(guò)3 mm的柔軟工件。
MITTEL中:適用于以很小的力(手動(dòng)力)彎曲1-3 mm的中型工件。
STARK堅(jiān)固:對(duì)于僅在強(qiáng)力作用下才彎曲的堅(jiān)硬工件(無(wú)法用手彎曲)。
INDIVIDUELL單獨(dú):可以根據(jù)具體情況調(diào)整值。為此,將顯示其他字段。
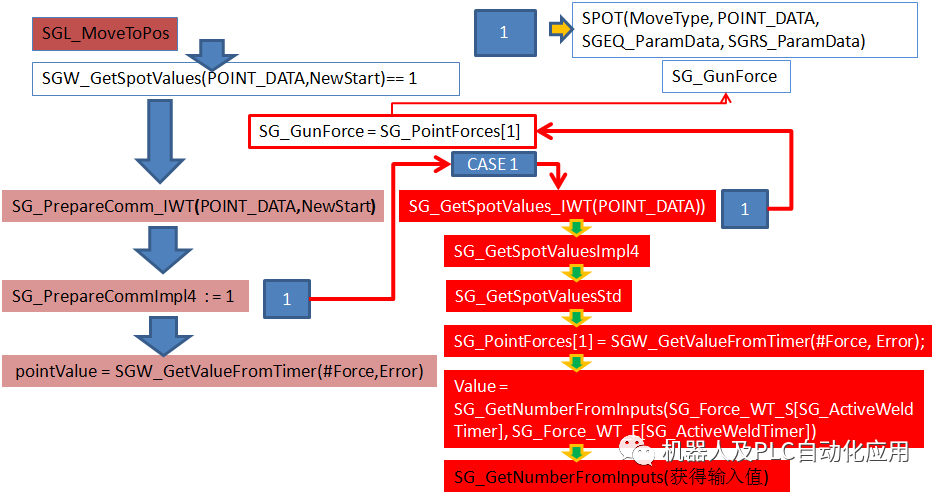
機(jī)器人的焊接控制器的通訊連接力的輸入點(diǎn)
SG_Force_WT_S[1]=793起始字節(jié)
SG_Force_WT_E[1]=800結(jié)束字節(jié)
SG_GunForce= SG_PointForces[1]傳遞力值
將工作力值給入系統(tǒng)函數(shù)'ACTIVATE_FORCE_MODE'中實(shí)現(xiàn)力的控制
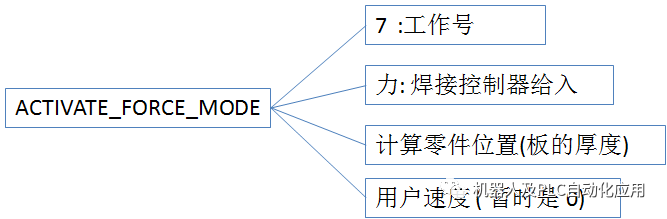
ACTIVATE_FORCE_MODE(AXIS_NO,TARGET_FORCE,PART_POSITION,CONST_SPEED_USER)
語(yǔ)法說(shuō)明
元素描述
AXIS_NR類(lèi)型:INT傳輸類(lèi)型:IN參數(shù)軸編號(hào)1 ...MAX_AXIS
TARGET_FORCE類(lèi)型:INT,單位:N傳輸類(lèi)型:IN參數(shù)目標(biāo)作用力
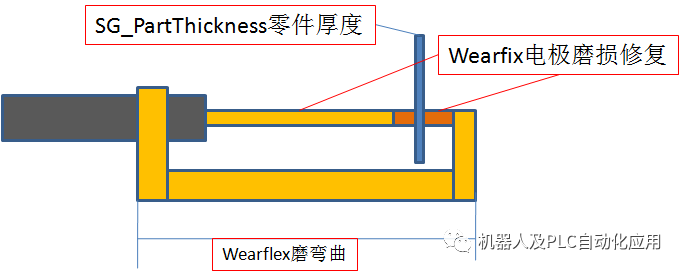
PART_POSITION類(lèi)型:REAL傳輸類(lèi)型:IN參數(shù)相對(duì)于輸出,以mm或°為單位的編程組件位置—---以力的方式閉合夾緊的位置
CONST_SPEED_USER類(lèi)型:REAL傳輸類(lèi)型:IN參數(shù)相對(duì)于輸出的降低的恒定速度,單位為mm / s或°/ s
程式范例
DEF SPOT()
計(jì)算零件厚度加上零件公差
EG_CONTACT_DIST = EG_WELD_TOL_N[EG_EXTAX_ACTIVE]-EG_THICKNESS
; 開(kāi)啟力控制
ACTIVATE_FORCE_MODE((6 +EG_EXTAX_ACTIVE),TARGET_FORCE,EG_CONTACT_DIST,EG_CONST_SPEED_USER)
$ VEL_EXTAX [EG_EXTAX_ACTIVE] = CONST_SPEED 外部軸速度
PTPP_PART C_PTP
告示
$ FORCE [x]僅可在力控制有效時(shí)用于關(guān)閉力控制并修改目標(biāo)力。
使用ACTIVATE_FORCE_MODE()強(qiáng)制執(zhí)行的目標(biāo)力在隨后的運(yùn)動(dòng)塊中被激活。
如果不需要單獨(dú)的恒定速度,則可以將CONST_SPEED_USER設(shè)置為0.0。在這種情況下,使用配置參數(shù)計(jì)算恒定速度。
在KSS 8.3.12及更高版本中,不能再使用$ FORCE [x]激活強(qiáng)制控制模式了(1)正確的編程力控制模式
審核編輯 :李倩
-
機(jī)器人
+關(guān)注
關(guān)注
211文章
28466瀏覽量
207310 -
伺服
+關(guān)注
關(guān)注
16文章
651瀏覽量
40984 -
焊鉗
+關(guān)注
關(guān)注
0文章
16瀏覽量
1400
原文標(biāo)題:KUKA 機(jī)器人電伺服焊鉗力的建立過(guò)程V2.28
文章出處:【微信號(hào):gh_a8b121171b08,微信公眾號(hào):機(jī)器人及PLC自動(dòng)化應(yīng)用】歡迎添加關(guān)注!文章轉(zhuǎn)載請(qǐng)注明出處。
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
KUKA重型機(jī)器人
機(jī)器人焊接技術(shù)在車(chē)身焊接工藝的應(yīng)用
機(jī)器人焊接技術(shù)在車(chē)身焊接工藝的應(yīng)用
KUKA機(jī)器人問(wèn)題解答
KUKA庫(kù)卡機(jī)器人伺服驅(qū)動(dòng)器相關(guān)型號(hào)舉例
KUKA焊接機(jī)器人伺服電機(jī)常見(jiàn)故障及維修處理
KUKA機(jī)器人伺服驅(qū)動(dòng)模塊維修
沒(méi)有有前輩用LabVIEW控制kuka機(jī)器人c2的經(jīng)驗(yàn)?通訊是怎么做到的?
KUKA機(jī)器人電伺服焊鉗力的建立過(guò)程
簡(jiǎn)單介紹KUKA外部軸應(yīng)用

KUKA機(jī)器人焊鉗銑削清零方式
KUKA機(jī)器人組態(tài)電伺服焊鉗應(yīng)用
KUKA機(jī)器人電伺服焊鉗力的建立過(guò)程V2.28
- 設(shè)計(jì)技術(shù)
- 可編程邏輯
- 電源/新能源
- MEMS/傳感技術(shù)
- 測(cè)量?jī)x表
- 嵌入式技術(shù)
- 制造/封裝
- 模擬技術(shù)
- RF/無(wú)線
- 接口/總線/驅(qū)動(dòng)
- 處理器/DSP
- EDA/IC設(shè)計(jì)
- 存儲(chǔ)技術(shù)
- 光電顯示
- EMC/EMI設(shè)計(jì)
- 連接器
- 行業(yè)應(yīng)用
- LEDs
- 汽車(chē)電子
- 音視頻及家電
- 通信網(wǎng)絡(luò)
- 醫(yī)療電子
- 人工智能
- 虛擬現(xiàn)實(shí)
- 可穿戴設(shè)備
- 機(jī)器人
- 安全設(shè)備/系統(tǒng)
- 軍用/航空電子
- 移動(dòng)通信
- 工業(yè)控制
- 便攜設(shè)備
- 觸控感測(cè)
- 物聯(lián)網(wǎng)
- 智能電網(wǎng)
- 區(qū)塊鏈
- 新科技
- 特色內(nèi)容
- 專欄推薦
- 學(xué)院
- 設(shè)計(jì)資源
- 設(shè)計(jì)技術(shù)
- 電子百科
- 電子視頻
- 元器件知識(shí)
- 工具箱
- VIP會(huì)員
- 最新技術(shù)文章
- 社區(qū)
- 小組
- 論壇
- 問(wèn)答
- 評(píng)測(cè)試用
- 企業(yè)服務(wù)
- 產(chǎn)品
- 資料
- 文章
- 方案
- 企業(yè)
- 供應(yīng)鏈服務(wù)
- 硬件開(kāi)發(fā)
- 華秋電路
- 華秋商城
- 華秋智造
- nextPCB
- BOM配單
- 媒體服務(wù)
- 網(wǎng)站廣告
- 在線研討會(huì)
- 活動(dòng)策劃
- 新聞發(fā)布
- 新品發(fā)布
- 小測(cè)驗(yàn)
- 設(shè)計(jì)大賽
- 華秋
- 關(guān)于我們
- 投資關(guān)系
- 新聞動(dòng)態(tài)
- 加入我們
- 聯(lián)系我們
- 舉報(bào)投訴
- 社交網(wǎng)絡(luò)
- 微博
- 移動(dòng)端
- 發(fā)燒友APP
- 硬聲APP
- WAP
- 聯(lián)系我們
- 廣告合作
- 王婉珠:wangwanzhu@elecfans.com
- 內(nèi)容合作
- 黃晶晶:huangjingjing@elecfans.com
- 內(nèi)容合作(海外)
- 張迎輝:mikezhang@elecfans.com
- 供應(yīng)鏈服務(wù) PCB/IC/PCBA
- 江良華:lanhu@huaqiu.com
- 投資合作
- 曾海銀:zenghaiyin@huaqiu.com
- 社區(qū)合作
- 劉勇:liuyong@huaqiu.com
-
關(guān)注我們的微信

-
下載發(fā)燒友APP

-
電子發(fā)燒友觀察



版權(quán)所有 ? 湖南華秋數(shù)字科技有限公司
長(zhǎng)沙市望城經(jīng)濟(jì)技術(shù)開(kāi)發(fā)區(qū)航空路6號(hào)手機(jī)智能終端產(chǎn)業(yè)園2號(hào)廠房3層(0731-88081133)
電子發(fā)燒友 (電路圖) 湘公網(wǎng)安備43011202000918 工商網(wǎng)監(jiān)
湘ICP備2023018690號(hào)-1
工商網(wǎng)監(jiān)
湘ICP備2023018690號(hào)-1
評(píng)論